一种钛合金波纹管的成形装置及成形工艺的制作方法
本发明涉及钛合金波纹管,尤其是一种钛合金波纹管的成形装置以及钛合金波纹管的成形工艺。
背景技术:
1、中国专利cn1193839c公开了钛合金波纹管超塑成形的方法,主要有下述步骤:a.制作管坯,将钛合金无缝管或焊管制成一密封的管坯,并在一端留有充气口;b.加热过程,将管坯装入多层模结构的模具中,随后将管坯加热至钛合金的超塑成形温度650~1000℃;c.胀形过程,向管坯内充入气体,充入气体的压力为0.1~1mpa,使管坯向外胀形;d.合模过程,在模具轴向施加压缩载荷,使各模块压合;e.成形过程,继续向管坯内增加气压,使其压力达到1.5~3.0mpa,使管坯完全充模,最后经冷却脱模即制成成品。上述方法的成形温度和压力均较高,对于加工设备的要求很高,导致生产成本高,并且工艺复杂,产品制造困难,生产效率低。
2、中国专利cn104525660b公开了一种电流辅助钛合金波纹管热成形装置和方法,装置包括:电极的正负极紧密套装在筒坯的上下两端,低压高电流电源通过导线与电极的正负极连接,气瓶通过气管与筒坯上的导气管连接,成形模具放置在压力机的工作平台上;方法包括:步骤一:制作筒坯;步骤二:装模;步骤三:设备安装;步骤四:成形波纹管;步骤五:卸料;步骤六:后期处理。上述方法同样存在生产成本高、工艺复杂,产品制造困难和生产效率低的问题。
技术实现思路
1、本发明的目的是提供一种工艺简化、成形效果好、生产效率较高的钛合金波纹管的成形装置以及钛合金波纹管的成形工艺。
2、本发明的目的是通过采用以下技术方案来实现的:
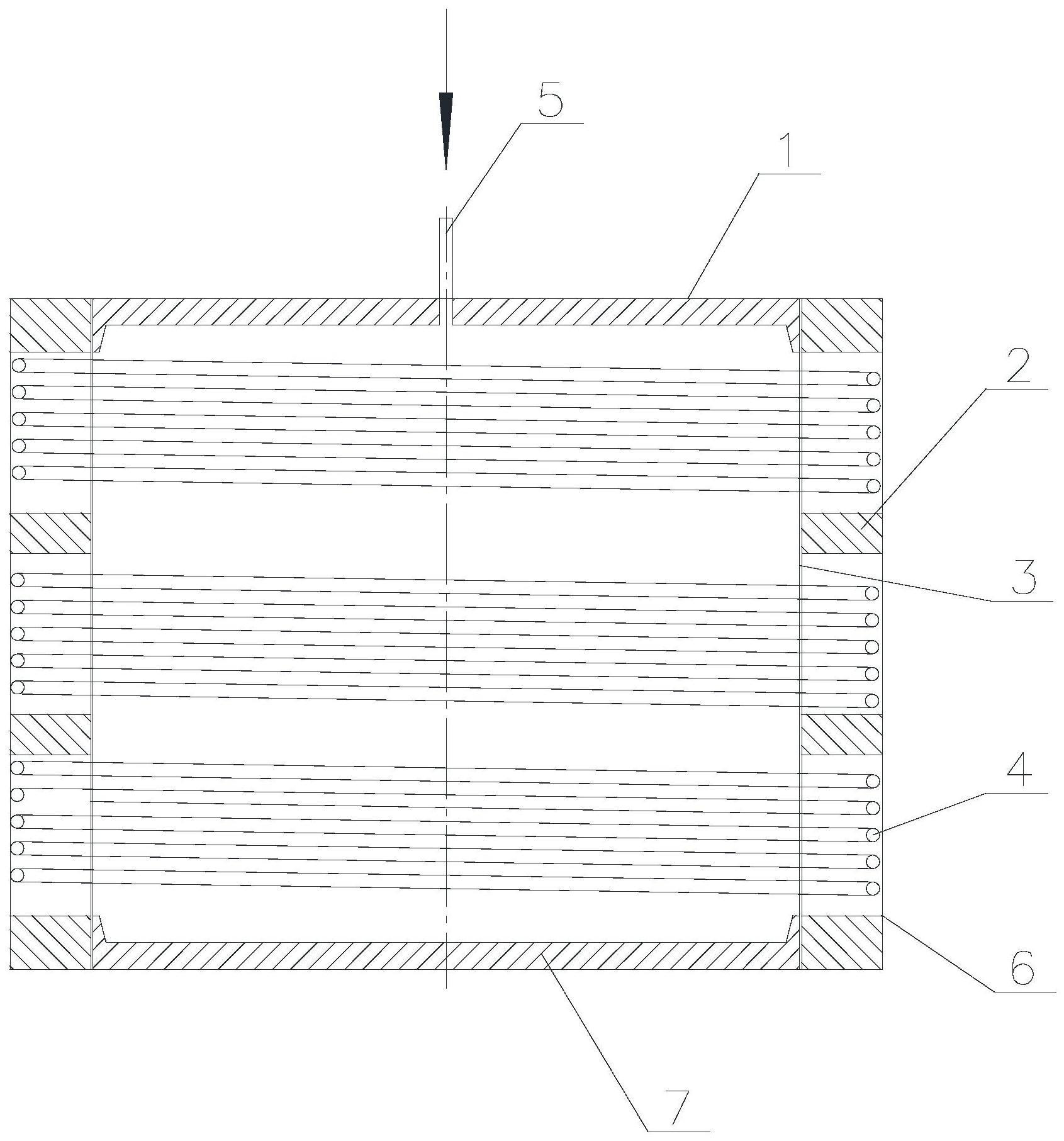
3、一种钛合金波纹管的成形装置,包括成形模具、电加热线圈和设为中空结构的圆柱形钛合金管坯,所述成形模具包括筒体、封板、模圈和底板,筒体的上端设有封板,筒体的下端设有底板;
4、所述筒体的内表面分段均布设有多组电加热线圈,相邻电加热线圈之间分别设有多个模圈,所述电加热线圈与电源控制装置电连接;
5、所述管坯设在筒体内,模圈套设在管坯的外表面,筒体与封板和底板构成密封的空腔;所述封板上设有连通高压气源的气嘴。
6、作为本发明的优选技术方案,所述模圈由两片半圆形模片组成,模片与筒体连接和固定。
7、作为本发明的优选技术方案,所述相邻模圈之间的间距等于波纹管的设计波距。
8、作为本发明的优选技术方案,所述高压气源包括氩气储气瓶。
9、作为本发明的优选技术方案,所述封板的侧面设有向下延伸的环形凸边,环形凸边的外表面设为逐渐收缩的锥形面。
10、作为本发明的优选技术方案,所述底板的侧面设有向上延伸的环形凸边,环形凸边的外表面设为逐渐收缩的锥形面。
11、一种钛合金波纹管的成形工艺,包括以下步骤:
12、(1)在筒体内安装模圈,根据波纹管的设计波距调整相邻模圈之间的间距,使相邻模圈之间的间距相等;
13、(2)将钛合金管坯装入筒体内,分别在筒体的两端安装封板和底板,使筒体与封板和底板构成密封的空腔;
14、(3)将封板上的气嘴通过气管连接到高压氩气气源,向筒体内输入氩气;
15、(4)通过电源控制装置启动电加热线圈,根据升温曲线使钛合金管坯相应部位的温度逐渐升高,同时提高输入筒体内氩气的气压;
16、(5)当钛合金管坯的温度达到设计温度时,在管坯的两端同时增加压力,并进一步增加输入筒体内氩气的气压;
17、(6)保压和保温足够的时间,使钛合金管坯的波纹充分成形,然后逐渐降低温度和气压至常温和常压,拆除封板、底板和模圈,获得钛合金波纹管成品。
18、作为本发明的优选技术方案,所述步骤(2)将钛合金管坯装入筒体内时,使管坯两端伸出封板和底板的长度相等。
19、作为本发明的优选技术方案,所述管坯两端伸出封板和底板的长度是根据波纹管的设计参数计算获得,加压时只需将管坯两头的伸出端压入到与封板或底板平齐即可。
20、作为本发明的优选技术方案,所述输入筒体内氩气的气压为0.2-1.6mpa;钛合金管坯的温度为400-680℃,并且管坯中间部位的温度高于靠近管坯两端位置的温度;保压和保温时间为3-6分钟。
21、本发明的有益效果是:相对于现有技术,本发明成形装置主要采用筒体、封板和底板结构,安装时将管坯两端伸出封板和底板,伸出长度根据波纹管设计参数计算获得,加压时只需将管坯两头的伸出端压入到与封板或底板平齐即可。对于大直径或厚壁管坯的成形,控制管坯中间的温度略高于管坯两端的温度;从而使产品的成形效果更好。本发明不仅成形装置和成形工艺均有所简化,而且降低了产品的成本和制造难度,同时提高了生产效率。
技术特征:
1.一种钛合金波纹管的成形装置,包括成形模具、电加热线圈和设为中空结构的圆柱形钛合金管坯,其特征是:所述成形模具包括筒体、封板、模圈和底板,筒体的上端设有封板,筒体的下端设有底板;
2.根据权利要求1所述钛合金波纹管的成形装置,其特征是:所述模圈由两片半圆形模片组成,模片与筒体连接和固定。
3.根据权利要求2所述钛合金波纹管的成形装置,其特征是:所述相邻模圈之间的间距等于波纹管的设计波距。
4.根据权利要求1所述钛合金波纹管的成形装置,其特征是:所述高压气源包括氩气储气瓶。
5.根据权利要求1所述钛合金波纹管的成形装置,其特征是:所述封板的侧面设有向下延伸的环形凸边,环形凸边的外表面设为逐渐收缩的锥形面。
6.根据权利要求1所述钛合金波纹管的成形装置,其特征是:所述底板的侧面设有向上延伸的环形凸边,环形凸边的外表面设为逐渐收缩的锥形面。
7.一种如权利要求1至6任一项所述钛合金波纹管的成形工艺,其特征是所述工艺包括以下步骤:
8.根据权利要求7所述钛合金波纹管的成形工艺,其特征是:所述步骤(2)将钛合金管坯装入筒体内时,使管坯两端伸出封板和底板的长度相等。
9.根据权利要求8所述钛合金波纹管的成形工艺,其特征是:所述管坯两端伸出封板和底板的长度是根据波纹管的设计参数计算获得,加压时只需将管坯两头的伸出端压入到与封板或底板平齐即可。
10.根据权利要求7所述钛合金波纹管的成形工艺,其特征是:所述输入筒体内氩气的气压为0.2-1.6mpa;钛合金管坯的局部温度为400-680℃,并且管坯中间部位的温度高于靠近管坯两端位置的温度;保压和保温时间为3-6分钟。
技术总结
本发明涉及一种钛合金波纹管的成形装置及成形工艺,装置包括成形模具、电加热线圈和钛合金管坯,成形模具包括筒体、封板、模圈和底板,筒体上端设有封板,筒体下端设有底板;筒体内设有多组电加热线圈,线圈之间设有模圈,管坯设在筒体内,模圈套设在管坯外表面,筒体与封板和底板构成密封的空腔;封板上设有连通高压气源的气嘴。成形工艺包括:(1)在筒体内安装模圈;(2)将钛合金管坯装入筒体内;(3)向筒体内输入氩气;(4)启动电加热线圈,提高氩气气压;(5)在管坯的两端同时增加压力;(6)获得波纹管成品。本发明成形效果好,不仅成形装置和成形工艺均有所简化,而且降低了产品的成本和制造难度,同时提高了生产效率。
技术研发人员:吉慧萍
受保护的技术使用者:江苏恒丰波纹管有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!