一种农机离合器压盘盖自动化生产系统的制作方法
1.本发明涉及自动化生产线装术领域,具体涉及一种农机离合器压盘盖自动化生产系统。
背景技术:
2.传统的离合器压盘盖生产过程中,从内缘加工到成品检验有多道工序组成,目前大多依赖人工操作相应的设备完成加工、流转、检验作业。由于传统的人工效率较低,劳动强度大,不同的工人对于质量的把控存在差异,同一工人较难保证持续稳定的工序质量,影响产品的整体质量。其中重要的六凸台槽及两侧加工工序,全凭工人经验进行加工,对人的经验、技术要求较高。另外整个离合器压盘盖生产中需要较多的工人,加剧了工厂劳动力紧缺的问题。综合以上的这些存在问题使传统人工操作生产无法适应现代工业的生产控制和质量控制,难以满足现代工业中对于效率与生产标准的迫切需求。
技术实现要素:
3.针对现有技术的不足,本发明提供了一种农机离合器压盘盖自动化生产系统。
4.本发明采用了如下技术方案:一种农机离合器压盘盖自动化生产系统,包括多组用于组合完成工件所有加工工序的机床、用于各个机床之间辅助加工的辅助装置、用于各个机床和辅助装置之间工件转移的机器人抓手装置以及系统控制装置;其特征在于,所述辅助装置包括:用于自动化生产系统上料的拆垛机,其包括拆垛台,拆垛台上设有拆垛相机,拆垛相机与带有三维视觉定位系统的拆垛pc端连接,拆垛pc端与系统控制装置连接;通过拆垛相机对工件表面轮廓进行扫描,利用三维视觉定位系统获取工件的点云数据,通过对点云数据进行3d建模,并对建模特征进行分析,判断出工件当前的摆放位置和姿态,根据系统控制装置计算机器人抓手装置可能抓取的路径和姿态,并进行数字虚拟抓取,计算路径中的所有碰撞点,并分析机器人抓手装置的可到达性,最终选择无碰撞、可到达的安全抓取路径和手爪姿势对工件进行抓取拆垛;二维视觉检测定位装置,包括承载台,承载台上设有角度检测相机,角度检测相机与带有二维视觉检测系统的2d角度检测pc端连接,2d角度检测pc端与系统控制装置连接;通过角度检测相机对工件的六凸台进行视觉拍照,经二维视觉检测系统对拍照图片的数据进行分析,计算六个凸台的分布和对称情况,得出一个最优的加工角度,并将角度信息通过系统控制装置发给机器人抓手装置,对工件进行旋转;以及用于工件临时存放和/或翻面的交换台、和过渡转移用的过渡台。
5.进一步地,所述机床包括按生产工序依次布设的车内缘的第一机床、铣六面凸台槽及两侧面的第二机床、加工卡复位弹簧槽的第三机床、钻孔的第四机床、加工沉孔的第五机床以及加工分离杠杆安装孔的第六机床;所述拆垛机位于第一机床的生产工序前端;
所述第六机床的生产工序尾端依次设有动平衡机和用于成品工件存放的下料装置;所述二维视觉检测定位装置位于第一、第二机床的生产工序之间;所述过渡台设置在拆垛机和第一机床生产工序之间;所述交换台为多个,包括第一交换台,第一交换台为所述承载台,设置在第二机床与第三机床生产工序之间的第二交换台、第三机床与第四机床生产工序之间的第三交换台、第四机床与第五机床生产工序之间的第四交换台、第五机床与第六机床生产工序之间的第五交换台、第六机床和动平衡机生产工序之间的第六交换台以及动平衡机与下料装置生产工序之间的第七交换台。
6.进一步地,所述动平衡机与下料装置的生产工序之间还设有线尾抽检输送带。
7.进一步地, 所述机器人抓手装置为工业六关节机器人抓手装置,数量为多个,它包括:第一机器人抓手装置,所述拆垛机、过渡台、第一机床、二维视觉检测定位装置、第二机床和第二交换台位于所述第一机器人抓手装置的工作半径内;第二机器人抓手装置,所述第二交换台、第三机床、第三交换台、第七交换台、线尾抽检输送带和下料装置位于所述第二机器人抓手装置的工作半径内;第三机器人抓手装置,所述第三交换台、第四机床、第四交换台、第五机床、第五交换台、第六机床、第六交换台、动平衡机和第七交换台位于所述第三机器人抓手装置的工作半径内。
8.进一步地,所述系统控制装置包括plc控制器, plc控制器通过perfinet io总线连接机器人抓手装置、 plc控制器通过tcp/ip连接拆垛pc端和2d角度检测pc端,plc控制器通过人机界面进行信息交互。
9.相比于现有技术,本发明具的有益效果:本方案通过在拆垛台上设置拆垛相机,利用带有三维视觉定位系统的拆垛pc端经系统控制装置连接,控制机器人抓手装置对工件进行精准拆垛;通过在承载台上设有角度检测相机,利用带有二维视觉检测系统的2d角度检测pc端经系统控制装置连接,控制机器人抓手装置对工件进行精准的角度调节,解决人工凭经验来判断加工角度的问题,提高了产生质量。本方案取代了现有一人一机的人工操作模式,降低了人员劳动强度、提高了生产效率,有效缓解了工厂劳动力紧缺的问题。
附图说明
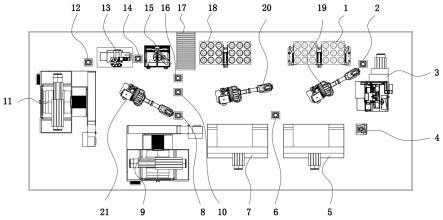
10.图1是本发明实施例一种农机离合器压盘盖自动化生产系统的平面示意图;图2是本发明实施例一种农机离合器压盘盖自动化生产系统的生产加工工序流程示意图;图3是本发明实施例中拆垛机的结构示意图;图4是本发明实施例中二维视觉检测定位装置的结构示意图;图5是本发明实施例中系统控制装置的组成示意图。
11.附图标记说明:1、拆垛机;1a、拆垛台;1b、拆垛相机;1c、拆垛pc端;2、过渡台;3、第一机床;4、二维视觉检测定位装置;4a、承载台;4b、角度检测相机;4c、2d角度检测pc端;5、
第二机床;6、第二交换台;7、第三机床;8、第三交换台;9、第四机床;10、第四交换台;11、第五机床;12、第五交换台;13、第六机床;14、第六交换台;15、动平衡机;16、第七交换台;17、线尾抽检输送带;18、下料装置;19、第一机器人抓手装置;20、第二机器人抓手装置;21、第三机器人抓手装置;22、plc控制器;23、人机界面。
具体实施方式
12.为使本发明更加清楚明白,下面结合附图对本发明的一种农机离合器压盘盖自动化生产系统进一步说明,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。
13.如图1、图2所示,一种农机离合器压盘盖自动化生产系统,包括多组用于组合完成工件所有加工工序的机床、用于各个机床之间辅助加工的辅助装置、用于各个机床和辅助装置之间工件转移的机器人抓手装置以及系统控制装置。
14.具体地,所述机床包括车内缘的第一机床3、铣六面凸台槽及两侧面的第二机床5、加工卡复位弹簧槽的第三机床7、钻孔的第四机床9、加工沉孔的第五机床11以及加工分离杠杆安装孔的第六机床13。本实施例中,第一机床3为立式车床,第二机床5和第三机床7均为卧式铣床,第四机床9和第五机床11为立式铣床,第六机床13为打孔机。
15.所述辅助装置包括用于自动化生产系统上料的拆垛机1、用于工件临时存放和/或翻面的交换台、过渡转移用的过渡台2、二维视觉检测定位装置4、检测工件动平衡性能的动平衡机15、线尾抽检输送带17以及下料装置18。本实施例中所述交换台的数量为多个,包括第一交换台、第二交换台6、第三交换台8、第四交换台10、第五交换台12、第六交换台14和第七交换台16。上述交换台根据工艺需求,决定是否设定翻面功能,交换台的翻面功能为现有技术。
16.所述机器人抓手装置为工业六关节机器人抓手装置,其数量为三个,分别是第一机器人抓手装置19、第二机器人抓手装置20和第三机器人抓手装置21。
17.具体地,该自动化生产系统按照生产工序依次布设有拆垛机1、过渡台2、第一机床3、二维视觉检测定位装置4、第二机床5、第二交换台6、第三机床7、第三交换台8、第四机床9、第四交换台10、第五机床11、第五交换台12、第六机床13、第六交换台14、动平衡机15、第七交换台16、线尾抽检输送带17以及下料装置18。根据系统抽检数量的设定,部分工件可直接跳过线尾抽检输送带17直接进入下料装置18。
18.其中,上述装置的布置位置整体呈矩形的生产路线设置,所述拆垛机1、过渡台2、第五交换台12、第六机床13、第六交换台14、动平衡机15、线尾抽检输送带17以及下料装置18位于生产路线的一长边侧;所述第二机床5、第二交换台6、第三机床7、第三交换台8以及第四机床9位于生产路线的另一长边侧;所述第一机床3和二维视觉检测定位装置4位于生产路线的一短边侧;所述第五机床11位于生产路线的另一短边侧;另外,所述第四交换台10和第七交换台16布设在矩形的生产路线内侧,且位于第五机床11的相对侧。
19.所述第一机器人抓手装置19、第二机器人抓手装置20和第三机器人抓手装置21也布设在矩形的生产路线内侧。所述拆垛机1、过渡台2、第一机床3、二维视觉检测定位装置4、第二机床5和第二交换台6位于所述第一机器人抓手装置的工作半径内;所述第二交换台6、第三机床7、第三交换台8、第七交换台16、线尾抽检输送带17和下料装置18位于所述第二机
器人抓手装置的工作半径内;所述第三交换台8、第四机床9、第四交换台10、第五机床11、第五交换台12、第六机床13、第六交换台14、动平衡机15和第七交换台16位于所述第三机器人抓手装置的工作半径内。
20.如图3所示,所述拆垛机1,其包括框架结构并带有承载面的拆垛台1a,拆垛台1a上具有两个承载工件的区域,拆垛台1a的两侧分别设有一个拆垛相机1b,每个拆垛相机1b分别与带有三维视觉定位系统的拆垛pc端1c连接,拆垛pc端1c与系统控制装置连接;通过每个拆垛相机1b对对应区域内的工件表面轮廓进行扫描,利用三维视觉定位系统获取工件的点云数据,通过对点云数据进行3d建模,并对建模特征进行分析,判断出工件当前的摆放位置和姿态,根据系统控制装置计算机器人抓手装置可能抓取的路径和姿态,并进行数字虚拟抓取,计算路径中的所有碰撞点,并分析机器人抓手装置的可到达性,最终选择无碰撞、可到达的安全抓取路径和手爪姿势对工件进行抓取拆垛。
21.如图4所示,所述二维视觉检测定位装置4,包括一个承载台4a,承载台4a可用于工件临时存放和/或翻面。承载台4a上通过支架设有角度检测相机4b,角度检测相机4b与带有二维视觉检测系统的2d角度检测pc端4c连接,2d角度检测pc端4c与系统控制装置连接;通过角度检测相机4b对工件的六凸台进行视觉拍照,经二维视觉检测系统对拍照图片的数据进行分析,计算六个凸台的分布和对称情况,得出一个最优的加工角度,并将角度信息通过系统控制装置发给机器人抓手装置,对工件进行旋转。此处承载台4a可以作为第一交换台。
22.如图5所示,系统控制装置包括可编程的plc控制器22, plc控制器22通过perfinet io总线连接第一至第三机器人抓手装置的控制模块,plc控制器22通过tcp/ip分别连接拆垛pc端1c和2d角度检测pc端4c,plc控制器22通过人机界面23(hmi)进行信息交互。
23.本系统的工作过程:首先,人工将装有产品的托盘上料到拆垛台1a上并进行定位,通过拆垛机1以及配合第一机器人抓手装置19进行拆垛,拆垛的工件置于过渡台2进行调整,然后,再将工件转移至第一机床3上进行车内缘工序,通过二维视觉检测定位装置4调整其相对角度,随后转移至第二机床5进行工件的铣六面凸台槽及两侧面加工,随后转运至第二交换台6进行调整。其中,交换台根据工艺需求设定,可以是生产节拍调整、工件翻面调整以及各个工位间的转运调整等,下述的交换台均具备上述功能,下文不再重述。
24.以下由第二机器人抓手装置20进行转运,第二机器人抓手装置20将工件从第二交换台6上转运至第三机床7上,对工件的加工卡复位弹簧槽,然后转运至第三交换台8进行调整。
25.以下由第三机器人抓手装置21进行转运,将工件从第三交换台8上运至第四机床9进行钻孔加工,随后依次经第四交换台10的调整、第五机床11的沉孔加工、第五交换台12的调整、第六机床13的分离杠杆安装孔加工、第六交换台14的调整、动平衡机15的工件动平衡检测,最后进入第七交换台16上进行调整。
26.根据抽检设定,部分工件通过第二机器人抓手装置20将第七交换台16的工件转运至线尾抽检输送带17检测各个加工尺寸是否合格,最后进入下料装置18;部分工件通过第二机器人抓手装置20将第七交换台16的工件直接转运至下料装置18中,下料装置18中设有周转用的托盘,人工将码放好的成品工件的托盘整体取走并更换空的托盘。
27.当然,本实施例中可根据不同型号的离合器压盖对加工工艺流程进行调节,以提
高该自动化生产系统的适应性。
28.本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而这些属于本发明的实质精神所引伸出的显而易见的变化或变动仍属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1