大直径取水管道焊接方法与流程
本发明涉及取水管道施工,更为具体地,涉及一种大直径取水管道焊接方法。
背景技术:
1、市政取水泵站设施中的取水管道是取水功能的重要一环;取水管道直径大、管壁较厚(3020*30),管道长度单根达170余米长(总长700余米),如何快速有效、保质保量的地面焊接组对完成是施工的难题之一;如何在新建或技术升级改造时即要保障工艺管线施工、焊接的进度,又要保证施工过程中质量、安全,将是所有参与建设者要关注的重点,也将是一个建设企业核心技术素质集中体现。
2、目前,对于上述所述的大直径取水管道的焊接方法一般采用传统人工对称焊接的方式完成,焊接量大且工期较紧,易导致焊工疲劳,影响工期;并且由于焊工疲劳、以及手法等因素影响,容易导致焊缝成型不一致,影响焊缝的焊接质量,使焊缝内部无损探伤合格率低。
3、综上,目前传统人工对称焊接方法对大直径取水管道的焊接过程中,存在工作效率低、以及由于焊工疲劳、及手法等因素影响,容易导致焊缝成型不一致,影响焊缝的焊接质量,使焊缝内部无损探伤合格率低等问题。
技术实现思路
1、鉴于上述问题,本发明的目的是提供一种大直径取水管道焊接方法,以解决现有技术中,目前传统人工对称焊接方法对大直径取水管道的焊接过程中,存在工作效率低、以及由于焊工疲劳、及手法等因素影响,容易导致焊缝成型不一致,影响焊缝的焊接质量,使焊缝内部无损探伤合格率低等问题。
2、本发明提供一种大直径取水管道焊接方法,包括如下步骤:
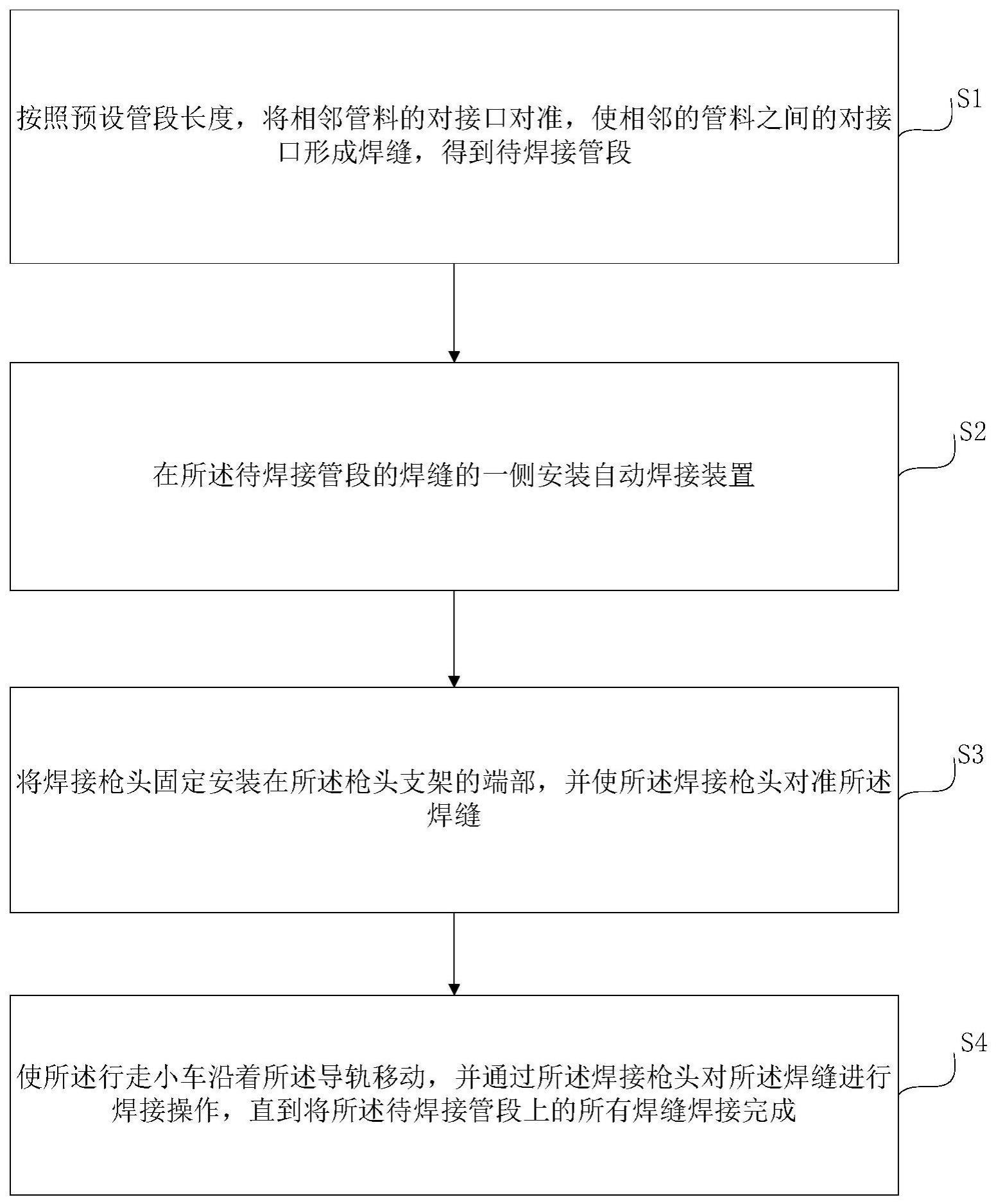
3、按照预设管段长度,将相邻管料的对接口对准,使相邻的管料之间的对接口形成焊缝,得到待焊接管段;其中,所述待焊接管段包括至少两根管料;
4、在所述待焊接管段的焊缝的一侧安装自动焊接装置;其中,所述自动焊接装置包括环绕所述待焊接管段外侧壁设置的导轨、滑动设置在所述导轨上的卡轮、通过卡轮支架与所述卡轮连接的行走小车和设置在所述行走小车的车头一侧的枪头支架;
5、将焊接枪头固定安装在所述枪头支架的端部,并使所述焊接枪头对准所述焊缝;
6、使所述行走小车沿着所述导轨移动,并通过所述焊接枪头对所述焊缝进行焊接操作,直到将所述待焊接管段上的所有焊缝焊接完成。
7、此外,优选的方案是,在所述按照预设管段长度,将相邻管料的对接口对准,使相邻的管料之间的对接口形成焊缝,得到待焊接管段之前,还包括:
8、在取水管所在的河流岸边布置管道制作场地,并根据所述管道制作场地的面积和吊运设备的称重范围预设管段长度;
9、按照所述预设管段长度计算所需管料数量,并按照所需管料数量将所述管料吊运至所述管道制作场地。
10、此外,优选的方案是,所述按照所述预设管段长度计算所需管料数量,并按照所需管料数量将所述管料吊运至所述管道制作场地包括:
11、在所述管料的顶部焊接吊耳,得到带有吊耳的管料;
12、对所述带有吊耳的管料进行探伤检测,通过吊运装置将检测合格的带有吊耳的管料吊运至所述管道制作场地。
13、此外,优选的方案是,所述在所述待焊接管段的焊缝的一侧安装自动焊接装置包括:
14、将所述卡轮支架和所述枪头支架分别固定在所述行走小车的两侧,并在所述卡轮支架的端部安装卡轮,得到初步待用行走小车;
15、通过磁力吸座将所述导轨环绕所述待焊接管段的外侧壁一周后固定在所述待焊接管段的外侧壁上,并将所述初步待用行走小车的卡轮滑动安装在所述导轨上,使所述初步行走小车能够沿着所述导轨的方向移动,得到待用行走小车;
16、在所述待用行走小车的枪头支架的端部固定所述焊接枪头,并使所述焊接枪头对准所述焊缝。
17、此外,优选的方案是,在所述通过磁力吸座将所述导轨环绕所述待焊接管段的外侧壁一周后固定在所述待焊接管段的外侧壁上的过程中,
18、使所述导轨与所述焊缝平行;
19、所述导轨与所述焊缝之间的距离为330㎜-370㎜。
20、此外,优选的方案是,在所述将所述初步待用行走小车的卡轮滑动安装在所述导轨上,使所述初步行走小车能够沿着所述导轨的方向移动,得到待用行走小车的过程中,
21、以所述待焊接管段的顶部中线为起始点,所述待焊接管段的底部中线为终点,将所述导轨划分为第一导轨和第二导轨;
22、在所述第一导轨和所述第二导轨的顶部分别安装第一待用行走小车和第二待用行走小车,使所述第一待用行走小车与所述第二待用行走小车的起始点和终点均相同,移动方向相反。
23、此外,优选的方案是,在所述导轨的两端分别设置有凹槽接口和与所述凹槽接口相适配的凸型接头;所述导轨环绕所述待焊接管段的外侧壁一周后,所述凸型接头插接在所述凹槽接口内。
24、此外,优选的方案是,在所述行走小车上安装有蓄电池和控制装置。
25、此外,优选的方案是,在所述使所述行走小车沿着所述导轨移动,并通过所述焊接枪头对所述焊缝进行焊接操作之前,还包括:
26、对所述焊缝两侧的对接口中的一边进行v型60度坡口处理。
27、此外,优选的方案是,在所述使所述行走小车沿着所述导轨移动,并通过所述焊接枪头对所述焊缝进行焊接操作的过程中,
28、采用二氧化碳气体保护的方式对所述焊缝进行焊接。
29、从上面的技术方案可知,本发明提供的大直径取水管道焊接方法,通过先按照预设管段长度,将相邻管料的对接口对准,使相邻的管料之间的对接口形成焊缝,得到待焊接管段;然后在待焊接管段的焊缝的一侧安装自动焊接装置;再将焊接枪头固定安装在枪头支架的端部,使焊接枪头对准焊缝;使行走小车沿着导轨移动,并通过焊接枪头对焊缝进行焊接操作,从而代替现有的传统人工对称焊接方法,实现对大直径取水管道的自动化焊接,无需人工手工操作,提高工作效率,缩短工期;不会因为焊工疲劳、手法等因素影响,焊接调整参数一旦确定完毕,可长时间持续焊接,焊缝成型美观,经实际操作检验,焊缝内部无损探伤合格率达到98%以上。
30、为了实现上述以及相关目的,本发明的一个或多个方面包括后面将详细说明的特征。下面的说明以及附图详细说明了本发明的某些示例性方面。然而,这些方面指示的仅仅是可使用本发明的原理的各种方式中的一些方式。此外,本发明旨在包括所有这些方面以及它们的等同物。
技术特征:
1.一种大直径取水管道焊接方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的大直径取水管道焊接方法,其特征在于,在所述按照预设管段长度,将相邻管料的对接口对准,使相邻的管料之间的对接口形成焊缝,得到待焊接管段之前,还包括:
3.根据权利要求2所述的大直径取水管道焊接方法,其特征在于,所述按照所述预设管段长度计算所需管料数量,并按照所需管料数量将所述管料吊运至所述管道制作场地包括:
4.根据权利要求1所述的大直径取水管道焊接方法,其特征在于,所述在所述待焊接管段的焊缝的一侧安装自动焊接装置包括:
5.根据权利要求4所述的大直径取水管道焊接方法,其特征在于,在所述通过磁力吸座将所述导轨环绕所述待焊接管段的外侧壁一周后固定在所述待焊接管段的外侧壁上的过程中,
6.根据权利要求1所述的大直径取水管道焊接方法,其特征在于,在所述将所述初步待用行走小车的卡轮滑动安装在所述导轨上,使所述初步行走小车能够沿着所述导轨的方向移动,得到待用行走小车的过程中,
7.根据权利要求1所述的大直径取水管道焊接方法,其特征在于,
8.根据权利要求1所述的大直径取水管道焊接方法,其特征在于,
9.根据权利要求1所述的大直径取水管道焊接方法,其特征在于,在所述使所述行走小车沿着所述导轨移动,并通过所述焊接枪头对所述焊缝进行焊接操作之前,还包括:
10.根据权利要求1所述的大直径取水管道焊接方法,其特征在于,在所述使所述行走小车沿着所述导轨移动,并通过所述焊接枪头对所述焊缝进行焊接操作的过程中,
技术总结
本发明提供一种大直径取水管道焊接方法,包括如下步骤:按照预设管段长度,将相邻管料的对接口对准,使相邻的管料之间的对接口形成焊缝,得到待焊接管段;在待焊接管段的焊缝的一侧安装自动焊接装置;将焊接枪头固定安装在枪头支架的端部,并使焊接枪头对准所述焊缝;使行走小车沿着所述导轨移动,并通过焊接枪头对焊缝进行焊接操作,直到将待焊接管段上的所有焊缝焊接完成。利用本发明能够解决现有技术中,目前传统人工对称焊接方法对大直径取水管道的焊接过程中,存在工作效率低、以及由于焊工疲劳、及手法等因素影响,容易导致焊缝成型不一致,影响焊缝的焊接质量,使焊缝内部无损探伤合格率低等问题。
技术研发人员:吕延京,周志生,郭淑娟,李庆东,吴宏伟,李静静
受保护的技术使用者:华北冶建工程建设有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!