一种全自动压装设备的制作方法
【】本发明属于电机组装设备,特别是涉及一种全自动压装设备。
背景技术
0、
背景技术:
1、电机作为动力源部件广泛应用于各个领域。电机通常包括电机壳体、设置在电机壳体两端的两个端盖、设置在电机壳体内部的定子以及转子等结构。在进行电机组装时,需要先将定子装入电机壳体内,两者之间具有一定的装配要求,装配后需要配合紧密。
2、现有技术中专利公开号为cn208231206u公开了一种主驱动电机定子压装设备,其在平台面上设置一个定位止口用于定位电机壳体,然后利用一个内撑式的夹具从内部支撑住定子铁芯,然后将其放入到电机壳体内,同时夹具上设置有一个压板,利用压板从定子铁芯的上端面将其压入到电机壳体内,实现自动压装。该压装设备虽然实现了定子铁芯与壳体的自动压装,但存在以下几个缺点:
3、(1)在实际压装操作中,定子铁芯底部为悬空状态,仅上端面受到轴向压力,在下压时,定子铁芯的中轴线容易发生偏斜,导致定子铁芯的圆周表面与壳体内壁表面发生倾斜式的卡塞情况,一方面增加了压装的阻力,另一方面,若卡塞严重,且强行压入的话,可能导致压坏产品,若不用力压又导致压装失败;
4、(2)铁芯在放入到壳体内后,在内撑夹具未松开之前,铁芯的位置有所保障,但当内撑夹具松开后,此时,铁芯在壳体上的位置状态为压装前的初始状态,内撑夹具松开后,铁芯与壳体的上部内壁之间存在缝隙,容易导致铁芯轴线偏斜,在压装时,则容易导致倾斜卡塞现象。
5、因此,需要提供一种新的全自动压装设备来解决上述问题。
技术实现思路
0、
技术实现要素:
1、本发明的主要目的在于提供一种全自动压装设备,能够保障定子铁芯与壳体同轴实现压装,提高压装过程的稳定性与可靠性,提高装配效率与产品品质。
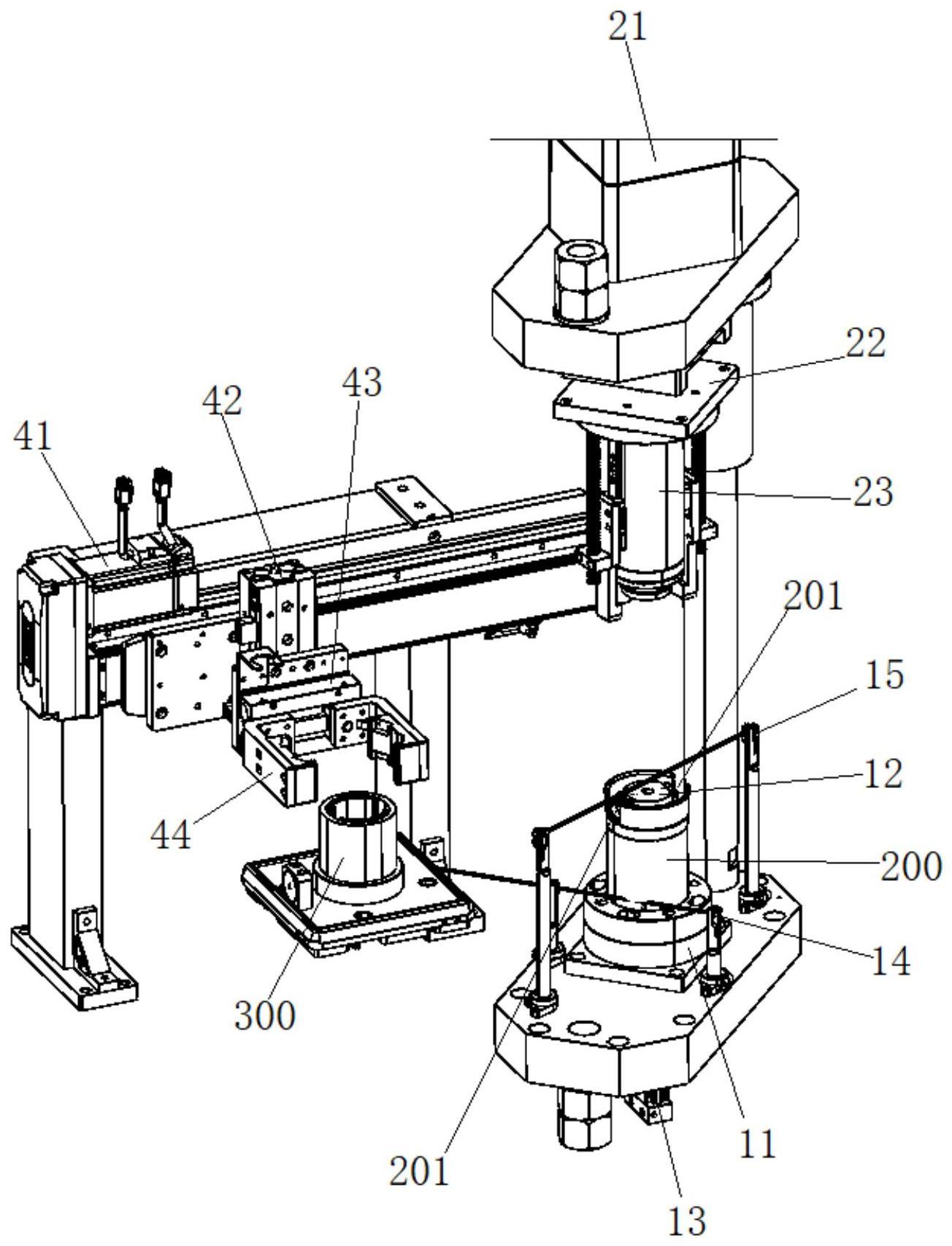
2、本发明通过如下技术方案实现上述目的:一种全自动压装设备,其包括下支撑组件以及设置在所述下支撑组件上方的压装机构,所述下支撑组件包括固定支撑座、上下活动设置在所述固定支撑座内的活动支撑座;所述固定支撑座上设置有限定壳体外周位置的限位支撑槽;所述活动支撑座包括支撑铁芯下端面的底座以及向上突出所述底座表面且对所述铁芯下部内周位置进行定位的第一定位块;所述压装机构包括进行上下运动的压装组件;所述压装组件包括安装筒柱、设置在所述安装筒柱下端面的上压板以及突出所述上压板的下表面对所述铁芯的上部内周位置进行定位的第二定位块。
3、进一步的,所述安装筒柱上上下活动设置有在压装过程中插入所述壳体上对应缺口中的第一止转限位块;所述第一止转限位块的宽度与所述缺口的宽度相当;所述安装筒柱的外周表面上设置有竖向的滑轨,所述第一止转限位块通过滑块滑动设置在滑轨上,且通过第一弹性件向下顶持保持伸出状态。
4、进一步的,所述底座上设置有上下弹性浮动的第一浮动压板;所述底座上设置有与所述铁芯中磁片位置一一对应的若干第一铆压顶针;所述第一铆压顶针在初始状态下内嵌在所述第一浮动压板内,而在所述第一浮动压板与所述底座间距缩小后伸出所述第一浮动压板表面对所述铁芯的底部轴端面进行铆压。
5、进一步的,所述第一浮动压板与所述底座之间设置有将所述第一浮动压板向上顶持的若干第二弹性件。
6、进一步的,所述上压板的下表面上下浮动设置有第二浮动压板,所述上压板上设置有与所述铁芯中磁片位置一一对应的若干第二铆压顶针,所述第二铆压顶针在初始状态下内嵌在所述第二浮动压板内,而在所述第二浮动压板与所述上压板间距缩小后伸出所述第二浮动压板表面对所述铁芯的顶部轴端面进行铆压。
7、进一步的,所述第二浮动压板与所述上压板之间设置有将所述第二浮动压板向下抵持的若干第三弹性件。
8、进一步的,所述第一定位块上设置有与所述铁芯内孔壁上的凹槽配合实现角度定位的第二止转限位块。
9、进一步的,还包括将所述壳体搬运到所述下支撑组件上的壳体搬运机构、将所述铁芯搬运到所述下支撑组件中的铁芯搬运机构以及对所述壳体内壁进行涂油的涂油机构。
10、进一步的,所述壳体搬运机构包括第二驱动件、受所述第二驱动件驱动进行水平移动的第一支撑板、设置在所述第一支撑板上的第二气缸、受所述第二气缸驱动进行上下运动的第三气缸、受所述第三气缸驱动绕水平轴进行旋转运动的第四气缸以及受所述第四气缸驱动进行张开或夹持运动的第一夹爪。
11、进一步的,所述涂油机构包括设置在所述壳体搬运机构移载路径上方的注油组件以及滚刷组件;所述注油组件包括第四驱动件、受所述第四驱动件驱动进行上下运动的第二支撑板、固定在所述第二支撑板上的第八气缸、受所述第八气缸驱动进行水平移动的第三支撑板、固定在所述第三支撑板上的注油阀以及毛刷板;所述滚刷组件包括第五驱动件、受所述第五驱动件驱动进行上下运动的第四支撑板、固定在所述第四支撑板上的第六驱动件以及受所述第六驱动件驱动进行旋转运动的海绵滚刷。
12、与现有技术相比,本发明一种全自动压装设备的有益效果在于:能够保障定子铁芯与壳体同轴实现压装,提高压装过程的稳定性与可靠性,提高装配效率与产品品质。具体的,
13、(1)通过在支撑壳体的固定支撑座上设置一个上下活动的活动支撑座,用于支撑铁芯;通过活动支撑座的设置,一方面可以对铁芯放入时的初始位置状态(包括中心轴线以及角度位置)进行精准的控制并保持住,为后续铁芯的精准压入防止其歪斜卡塞提供了重要的基础;
14、(2)另一方面,可以对铁芯的压装过程提供全程的轴向支撑,通过下部的第一定位块与上部的第二定位块保障铁芯轴线始终保持垂直状态,有效防止压装作用力与铁芯的轴线不共线导致压坏铁芯或压坏壳体,甚至是出现铁芯与壳体卡死现象,导致产品报废;
15、(3)在活动支撑座上还设置有对铁芯角度位置进行定位的止转限位块,同时在压装机构中设置防止壳体转动跑位的止转限位块,且压装机构的止转限位块具有上下浮动功能,一方面能够在压装前对壳体的角度位置进行导向归正,另一方面在压装过程中保持壳体的角度位置,还不会影响压装过程,有效的提高了壳体与铁芯的装配精准度。
技术特征:
1.一种全自动压装设备,其特征在于:其包括下支撑组件以及设置在所述下支撑组件上方的压装机构,所述下支撑组件包括固定支撑座、上下活动设置在所述固定支撑座内的活动支撑座;所述固定支撑座上设置有限定壳体外周位置的限位支撑槽;所述活动支撑座包括支撑铁芯下端面的底座以及向上突出所述底座表面且对所述铁芯下部内周位置进行定位的第一定位块;所述压装机构包括进行上下运动的压装组件;所述压装组件包括安装筒柱、设置在所述安装筒柱下端面的上压板以及突出所述上压板的下表面对所述铁芯的上部内周位置进行定位的第二定位块。
2.如权利要求1所述的全自动压装设备,其特征在于:所述安装筒柱上上下活动设置有在压装过程中插入所述壳体上对应缺口中的第一止转限位块;所述第一止转限位块的宽度与所述缺口的宽度相当;所述安装筒柱的外周表面上设置有竖向的滑轨,所述第一止转限位块通过滑块滑动设置在滑轨上,且通过第一弹性件向下顶持保持伸出状态。
3.如权利要求1所述的全自动压装设备,其特征在于:所述底座上设置有上下弹性浮动的第一浮动压板;所述底座上设置有与所述铁芯中磁片位置一一对应的若干第一铆压顶针;所述第一铆压顶针在初始状态下内嵌在所述第一浮动压板内,而在所述第一浮动压板与所述底座间距缩小后伸出所述第一浮动压板表面对所述铁芯的底部轴端面进行铆压。
4.如权利要求3所述的全自动压装设备,其特征在于:所述第一浮动压板与所述底座之间设置有将所述第一浮动压板向上顶持的若干第二弹性件。
5.如权利要求1或3所述的全自动压装设备,其特征在于:所述上压板的下表面上下浮动设置有第二浮动压板,所述上压板上设置有与所述铁芯中磁片位置一一对应的若干第二铆压顶针,所述第二铆压顶针在初始状态下内嵌在所述第二浮动压板内,而在所述第二浮动压板与所述上压板间距缩小后伸出所述第二浮动压板表面对所述铁芯的顶部轴端面进行铆压。
6.如权利要求5所述的全自动压装设备,其特征在于:所述第二浮动压板与所述上压板之间设置有将所述第二浮动压板向下抵持的若干第三弹性件。
7.如权利要求1所述的全自动压装设备,其特征在于:所述第一定位块上设置有与所述铁芯内孔壁上的凹槽配合实现角度定位的第二止转限位块。
8.如权利要求1所述的全自动压装设备,其特征在于:还包括将所述壳体搬运到所述下支撑组件上的壳体搬运机构、将所述铁芯搬运到所述下支撑组件中的铁芯搬运机构以及对所述壳体内壁进行涂油的涂油机构。
9.如权利要求8所述的全自动压装设备,其特征在于:所述壳体搬运机构包括第二驱动件、受所述第二驱动件驱动进行水平移动的第一支撑板、设置在所述第一支撑板上的第二气缸、受所述第二气缸驱动进行上下运动的第三气缸、受所述第三气缸驱动绕水平轴进行旋转运动的第四气缸以及受所述第四气缸驱动进行张开或夹持运动的第一夹爪。
10.如权利要求8所述的全自动压装设备,其特征在于:所述涂油机构包括设置在所述壳体搬运机构移载路径上方的注油组件以及滚刷组件;所述注油组件包括第四驱动件、受所述第四驱动件驱动进行上下运动的第二支撑板、固定在所述第二支撑板上的第八气缸、受所述第八气缸驱动进行水平移动的第三支撑板、固定在所述第三支撑板上的注油阀以及毛刷板;所述滚刷组件包括第五驱动件、受所述第五驱动件驱动进行上下运动的第四支撑板、固定在所述第四支撑板上的第六驱动件以及受所述第六驱动件驱动进行旋转运动的海绵滚刷。
技术总结
本发明公开了一种全自动压装设备,其包括下支撑组件以及设置在所述下支撑组件上方的压装机构,所述下支撑组件包括固定支撑座、上下活动设置在所述固定支撑座内的活动支撑座;所述固定支撑座上设置有限定壳体外周位置的限位支撑槽;所述活动支撑座包括支撑铁芯下端面的底座以及向上突出所述底座表面且对所述铁芯下部内周位置进行定位的第一定位块;所述压装机构包括进行上下运动的压装组件;所述压装组件包括安装筒柱、设置在所述安装筒柱下端面的上压板以及突出所述上压板的下表面对所述铁芯的上部内周位置进行定位的第二定位块。本发明能够保障定子铁芯与壳体同轴实现压装,提高压装过程的稳定性与可靠性,提高装配效率与产品品质。
技术研发人员:李家敏,贺竞人
受保护的技术使用者:江苏元泰智能科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!