芯轴与轴头组件的压合设备的制作方法
1.本发明涉及汽车安全带芯轴的加工设备,具体涉及芯轴的组装设备。
背景技术:
2.安全带卷收器,作为安全带系统的核心部件,其主要作用分为三个方面:第一,当无人佩戴安全带时,织带在盘簧回圈力作用下规则的回收于卷收器内,这样,既不容易引起织带的污染、磨损,也利于汽车内饰空间的整洁美观;第二,车辆处于正常行驶时,乘员不用手动调节织带长短,根据自己的身形移动,可以自由的收拉织带;第三,当汽车发生突发状况时,卷收器通过内部机构在几十毫秒的短时间内紧急锁止,防止织带继续拉出,约束乘员的身体,以防止与车内的机械装置发生二次碰撞。
3.目前,紧急紧锁式卷收器是最为安全且广泛使用的一种,紧急紧锁式卷收器一般包括框架,旋转芯轴,锁止端盖,扭力杆,车感组件等。在安装卷收器时,一般先要将芯轴的配套组件安装完毕,再把芯轴装入卷收器框架。
4.芯轴的配套组件包括安装在芯轴一端部的小齿轮、安装在芯轴另一端部的轴头(端盖)、配合在芯轴内的扭力杆、配合在扭力杆中且向外穿过小齿轮中心孔的驱动轴。在组装时,先将小齿轮压入芯轴,再把驱动轴、扭力杆与轴头压合(组装在一起的驱动轴、扭力杆与轴头称为轴头组件),最后,轴头组件与芯轴压合。其中,芯轴虽然整体呈圆柱状,但其外壁形状不规则,如图14,具有立式槽结构和立式模块结构901。
5.在轴头组件与芯轴90压合前,结合图10、图11,轴头94上安装棘齿95和弹簧951。棘齿上设有第一杆件952,轴头上设有第二杆件953,棘齿装配在轴头的棘齿槽942中,弹簧的一端与第一杆件连接,弹簧的另一端与第二杆件连接。如果芯轴因安全带快速抽动而快速旋转,棘齿因离心力而滑出棘齿槽,与止动爪配合,芯轴停止转动,安全带被止动。
技术实现要素:
6.本发明所解决的技术问题:提供一种轴头组件(组装在一起的驱动轴、扭力杆与轴头)与芯轴的压合设备。
7.为解决上述技术问题,本发明提供如下技术方案:芯轴与轴头组件的压合设备,包括立式压合模组,立式压合模组包括立式液压缸、与立式液压缸连接的升降板、位于升降板下方的底板,底板上设有定位座,升降板上设有立式冲头,定位座的左右两侧设有一对卧式压合模组,卧式压合模组设有能够作用于芯轴侧壁的卧式冲头。
8.扭力杆的底端和顶部均设有外花键,扭力杆底端的外花键与轴头配合,扭力杆顶端的外花键能够与芯轴内的内花键配合。
9.轴头组件定位在定位座上,芯轴放置在轴头上,轴头组件的扭力杆和驱动轴插入芯轴内,驱动轴的顶端突出芯轴顶部的齿轮。立式冲头下压芯轴顶部的齿轮,使芯轴底部与轴头配合,同时,扭力杆顶端的外花键与芯轴内的内花键配合。
10.为防止轴头与芯轴底部脱离,或者,扭力杆顶部外花键与芯轴内部花键脱离,一对
卧式压合模组的卧式冲头相向位移,分别作用于芯轴左右两侧,使芯轴向内发生局部变形,进而使芯轴内部花键与扭力杆顶部外花键紧密配合。
11.本发明所述的立式冲头,将芯轴与轴头组件竖直向压合到位后,所述的卧式冲头,再对芯轴与轴头组件的配合进行紧固,有效避免芯轴与轴头组件的脱离。其中,轴头组件中驱动轴与扭力杆的配合处位于扭力杆的顶部,因此,卧式冲头对芯轴与扭力杆紧固的同时,也紧固了扭力杆与驱动轴之间的配合,保证整个芯轴装配的稳定性。
附图说明
12.下面结合附图对本发明做进一步的说明:
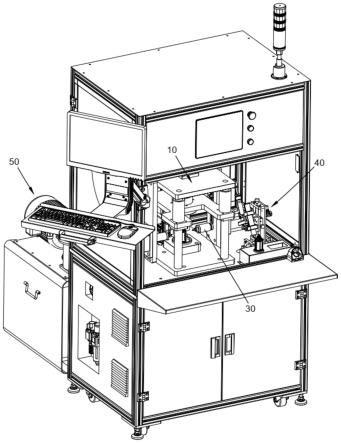
13.图1为芯轴与轴头组件的压合设备的示意图;
14.图2为立式压合模组10与卧式压合模组30的示意图;
15.图3为图2的局部结构示意图;
16.图4为立式冲头15的示意图;
17.图5为芯轴防呆模块16的示意图;
18.图6为定位座14的示意图;
19.图7为从定位座14的下方观察检测块144的示意图;
20.图8为图7的爆炸图;
21.图9为轴头注油模组40的示意图;
22.图10为装配完成的芯轴组件示意图;
23.图11为图10的爆炸图;
24.图12为芯轴组件另一视角的爆炸图;
25.图13为从芯轴90下方观察芯轴内部结构的示意图;
26.图14为芯轴90的外观图。
27.图中符号说明:
28.10、立式压合模组;11、立式液压缸;12、升降板;13、底板;14、定位座;140、定位凹陷;141、立式检测通孔;142、卧式检测槽;143、检测杆;144、检测块;145、压力传感器;146、检测气缸;15、立式冲头;151、下压平面;152、驱动轴让位孔;153、笼式外罩;16、芯轴防呆模块;161、定位凹槽;17、压合结果检测装置;171、检测板;172、驱动模组;173、检测卡口;174、距离传感器;175、卧式气缸; 176、立式气缸;
29.30、卧式压合模组; 31、卧式冲头; 32、卧式液压缸;
30.40、轴头注油模组;41、注油旋转台;42、注油装置;421、注油嘴;
31.50、液压设备;
32.90、芯轴;901、立式模块结构;902、冲压凹陷;903、芯轴内的内花键;91、齿轮;92、驱动轴;93、扭力杆;931、盲孔;932、扭力杆底部的外花键;933、扭力杆顶部的外花键;94、轴头;941、轴头的内花键;942、棘齿槽;95、棘齿;951、弹簧;952、第一杆件;953、第二杆件。
具体实施方式
33.结合图1至图3,芯轴与轴头组件的压合设备,包括立式压合模组10,立式压合模组包括立式液压缸11、与立式液压缸连接的升降板12、位于升降板下方的底板13,底板上设有
定位座14,升降板上设有立式冲头15,定位座的左右两侧设有一对卧式压合模组30,卧式压合模组设有能够作用于芯轴90侧壁的卧式冲头31。
34.结合图12至图14,轴头组件中,驱动轴92的下端配合在扭力杆93顶部的盲孔931中,扭力杆底部的外花键932与轴头的内花键941配合。
35.实际操作中,轴头组件定位在定位座14上,芯轴90再被放置在轴头94上,扭力杆93和驱动轴92插入芯轴90内,驱动轴的顶端突出芯轴顶部的齿轮91,芯轴的底部与轴头94初步配合,扭力杆93顶部的外花键933与芯轴内的内花键903初步配合。在立式液压缸11的驱动下,升降板12载着立式冲头15下降,立式冲头15下压芯轴顶部的齿轮91,使芯轴90下降,芯轴底部与轴头94配合,同步地,扭力杆顶部的外花键933与芯轴内的内花键903配合。之后,一对卧式压合模组30的卧式冲头31相向位移,分别作用于芯轴90左右两侧,使芯轴向内发生局部变形,进而使芯轴内的内花键903与扭力杆顶部的外花键933紧密配合,以及,扭力杆顶部盲孔931与驱动轴92的下端紧密配合。
36.卧式压合模组30中,卧式冲头31安装在卧式液压缸32上,卧式液压缸安装在底板13上。卧式液压缸与立式液压缸的动作由液压设备50控制。
37.如图14,芯轴90左右两侧设有冲压凹陷902,冲压凹陷与芯轴内的内花键903等高,卧式冲头31的前端需要与芯轴90侧壁上的冲压凹陷902配合,才能顺利并准确地使芯轴产生预定位置的局部变形。为此,如图3,底板13上设有压合结果检测装置17,压合结果检测装置包括检测板171和驱动模组172,驱动模组能够驱动检测板水平位移和升降,检测板的前端设有检测卡口173,检测板后端的上方设有距离传感器174。在立式冲头15将芯轴90与轴头组件压合后,在所述驱动模组172的驱动下,检测板171向前位移,检测卡口173与突出芯轴顶部的驱动轴顶部卡合,之后,检测板171下降,压迫在芯轴顶部的齿轮91上,此时,距离传感器174检测其与检测板之间的高度差,将检测结果反馈给主控单元,主控单元将检测结果与存储单元内的标准值进行比较,进而判断芯轴及其上的齿轮是否被下压到预定的高度。如果芯轴90被下压到位了,那么,之后动作的卧式冲头31能够与芯轴上的冲压凹陷902准确配合,否则,芯轴需要再次冲压。如果芯轴被下压后过低,卧式冲头31也不能够与芯轴上的冲压凹陷902准确配合,此时,芯轴为不合格品,需要移出压合设备。压合结果检测装置17与立式冲头15、卧式冲头31配合使用,保证芯轴装配的品质。
38.压合结果检测装置17中,所述驱动模组172包括安装在底板13上的卧式气缸175、安装在卧式气缸活动件上的立式气缸176。
39.如图4,立式冲头15设有能够与芯轴顶部齿轮91接触的下压平面151,下压平面上设有驱动轴让位孔152,下压平面的外围设有笼式外罩153,笼式外罩能够与芯轴90配合。实际操作中,立式冲头15下降,笼式外罩153首先笼罩在芯轴90外围,之后,驱动轴92的顶部进入所述驱动轴让位孔152,之后,下压平面151与芯轴顶部齿轮91接触并下压该齿轮,使芯轴同步下降。笼式外罩153对立式冲头15下压芯轴具有定位和导向作用。
40.结合图2、图5,定位座14上设有芯轴防呆模块16,芯轴防呆模块设有定位凹槽161,定位凹槽能够与芯轴90外壁的立式模块结构901配合。实际操作中,将芯轴90放置在轴头94上时,使芯轴90外壁的立式模块结构901与所述定位凹槽161配合,如此,芯轴得到准确定位,扭力杆顶部的外花键933能够与芯轴内的内花键903对齐并初步配合。
41.结合图6至图8,定位座14的底部设有连通的立式检测通孔141和卧式检测槽142,
卧式检测槽中配合有能够线性位移的检测杆143,卧式检测槽142中配合有检测块144,检测块与检测杆连接,检测杆上设有压力传感器145,压力传感器与检测气缸146的活塞杆连接,检测气缸安装在底板13上。实际操作中,轴头组件定位在定位座14的定位凹陷140中,第二杆件953配合入定位凹陷140底部的定位孔中。检测气缸146驱动检测杆143,检测杆驱动检测块144,检测块沿卧式检测槽142向棘齿槽942的方向位移,并深入棘齿槽942,如果棘齿槽中有异物,或者,棘齿槽形状不合格,或者,棘齿槽位置不正,压力传感器145检测出的数据较大,操作者可以根据数据的大小判断棘齿槽中是否有异物,或者,棘齿槽形状是否合格,或者,棘齿槽位置是否正确。其中,检测块144仿形于棘齿槽942。
42.结合图1、图9,立式压合模组10的旁侧设有轴头注油模组40,轴头注油模组包括注油旋转台41和注油装置42。压合前的轴头组件放置在注油旋转台41上,在电机的驱动下,注油旋转台旋转,注油装置42的注油嘴421对着轴头注油。
43.以上内容仅为本发明的较佳实施方式,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1