一种铝合金门板的焊接工艺的制作方法
本发明涉及铝合金门板的焊接工艺,尤其涉及一种铝合金门板的焊接工艺。
背景技术:
1、铝合金是轻量化商用汽车发展的理想材料,具有良好导热性,对于薄壁型材焊后产品形态难以控制,导致焊后需要大量的时间调整产品外观形态,同时也是铝合金焊接行业难以攻克的难题。厢式车门板采用铝合金挤压型材组拼,并使用传统手工mig工艺配合专用工装焊接,由于门板型材壁薄,mig焊热输入较大,门板焊后变形严重,焊前要在工装上施加一定的反变形来控制才能防止变形。并且,批量门板焊后一致性较差,需要人工校形来保证质量。再者,手工mig焊接工艺焊接薄壁型材,热输入较高,收缩量较大,焊接过程不易控制,门板变形较大,焊后校形困难,且由于壁薄校形时易损伤工件,成品生产效率较低,质量不可控。
技术实现思路
1、本发明所要解决的技术问题在于,提供一种铝合金门板的焊接工艺,其工序简单,不易发生焊接变形,产品一致性高。
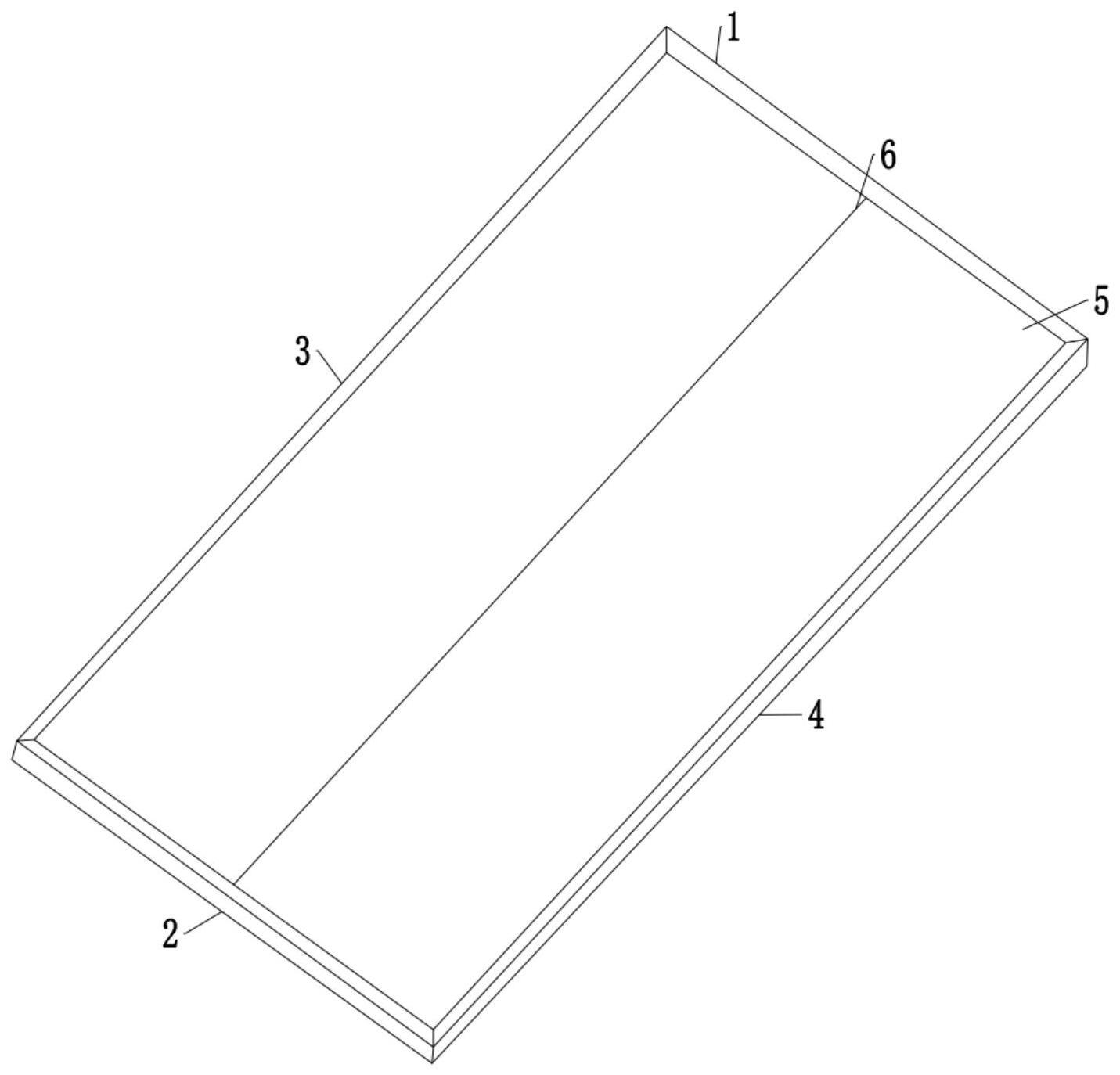
2、为了解决上述技术问题,本发明提供了一种铝合金门板的焊接工艺,所述铝合金门板包括边框和门板,所述门板固定安装在所述边框内,所述边框包括上边型材、下边型材、左边型材和右边型材,所述上边型材、下边型材、左边型材和右边型材围成所述边框,所述门板由多块门板型材拼接而成,所述铝合金门板焊接工艺包括以下步骤:
3、将所述门板型材拼接成门板,相邻所述门板型材之间设有焊缝;
4、将所述上边型材和下边型材分别焊接在所述门板的上下两端,再将所述左边型材和右边型材与所述上边型材和下边型材焊接并形成边框;
5、将所述左边型材和右边型材分别焊接在所述门板的左右两侧;
6、沿所述焊缝将所述门板型材焊接固定,完成焊接。
7、在一种实施方式中,所述上边型材和下边型材分别焊接在所述门板的上下两端时,焊接工艺为激光焊接,焊接功率为1150w-1250w,扫描宽度为2mm-3mm,送丝速度为55mm/s-65mm/s,气体流量为8l/min-12l/min。
8、在一种实施方式中,所述左边型材和右边型材与所述上边型材和下边型材焊接并形成边框时,焊接工艺为激光焊接,焊接功率为1150w-1250w,扫描宽度为2mm-3mm,送丝速度为65mm/s-75mm/s,气体流量为8l/min-12l/min。
9、在一种实施方式中,所述将所述左边型材和右边型材分别焊接在所述门板的左右两侧时,焊接工艺为激光焊接,焊接功率为850w-950w,扫描宽度为2.1mm-3.5mm,送丝速度为65mm/s-75mm/s,气体流量为8l/min-12l/min。
10、在一种实施方式中,所述将所述左边型材和右边型材分别焊接在所述门板的左右两侧时,焊接方式为断续焊接。
11、在一种实施方式中,所述沿所述焊缝将所述门板型材焊接固定时,焊接工艺为激光焊接,焊接功率为950w-1050w,扫描宽度为2mm-3mm,送丝速度为65mm/s-75mm/s,气体流量为8l/min-12l/min。
12、在一种实施方式中,所述沿所述焊缝将所述门板型材焊接固定时,焊接工艺为断续焊接。
13、在一种实施方式中,所述上边型材与所述门板的上端焊接时的焊接方向与所述下边型材与所述门板的下端焊接时的焊接方向保持一致。
14、在一种实施方式中,所述左边型材与所述门板的左侧焊接时的焊接方向与所述右边型材与所述门板的右侧焊接时的焊接方向保持一致。
15、在一种实施方式中,所述门板型材之间焊接时的焊接方向与所述左边型材与所述门板的左侧焊接时的焊接方向或所述右边型材与所述门板的右侧焊接时的焊接方向保持一致。
16、实施本发明,具有如下有益效果:
17、本发明提供的铝合金门板的焊接工艺,先将所述上边型材和下边型材分别焊接在所述门板的上下两端,再将所述左边型材和右边型材与所述上边型材和下边型材焊接并形成边框;然后将所述左边型材和右边型材分别焊接在所述门板的左右两侧;最后沿所述焊缝将所述门板型材焊接固定,完成焊接。本发明采用特定的焊接顺序以控制焊接变形,同时搭配激光焊接工艺和特定的焊接参数,能够省去焊前工装施加反变形工序和焊后校形工序,明显提高了生产效率、减少了焊接工序和人工的劳动强度,降低生产成本。
技术特征:
1.一种铝合金门板的焊接工艺,其特征在于,所述铝合金门板包括边框和门板,所述门板固定安装在所述边框内,所述边框包括上边型材、下边型材、左边型材和右边型材,所述上边型材、下边型材、左边型材和右边型材围成所述边框,所述门板由多块门板型材拼接而成,所述铝合金门板焊接工艺包括以下步骤:
2.如权利要求1所述的铝合金门板的焊接工艺,其特征在于,所述上边型材和下边型材分别焊接在所述门板的上下两端时,焊接工艺为激光焊接,焊接功率为1150w-1250w,扫描宽度为2mm-3mm,送丝速度为55mm/s-65mm/s,气体流量为8l/min-12l/min。
3.如权利要求1所述的铝合金门板的焊接工艺,其特征在于,所述左边型材和右边型材与所述上边型材和下边型材焊接并形成边框时,焊接工艺为激光焊接,焊接功率为1150w-1250w,扫描宽度为2mm-3mm,送丝速度为65mm/s-75mm/s,气体流量为8l/min-12l/min。
4.如权利要求1所述的铝合金门板的焊接工艺,其特征在于,所述将所述左边型材和右边型材分别焊接在所述门板的左右两侧时,焊接工艺为激光焊接,焊接功率为850w-950w,扫描宽度为2.1mm-3.5mm,送丝速度为65mm/s-75mm/s,气体流量为8l/min-12l/min。
5.如权利要求4所述的铝合金门板的焊接工艺,其特征在于,所述将所述左边型材和右边型材分别焊接在所述门板的左右两侧时,焊接方式为断续焊接。
6.如权利要求1所述的铝合金门板的焊接工艺,其特征在于,所述沿所述焊缝将所述门板型材焊接固定时,焊接工艺为激光焊接,焊接功率为950w-1050w,扫描宽度为2mm-3mm,送丝速度为65mm/s-75mm/s,气体流量为8l/min-12l/min。
7.如权利要求6所述的铝合金门板的焊接工艺,其特征在于,所述沿所述焊缝将所述门板型材焊接固定时,焊接工艺为断续焊接。
8.如权利要求1所述的铝合金门板的焊接工艺,其特征在于,所述上边型材与所述门板的上端焊接时的焊接方向与所述下边型材与所述门板的下端焊接时的焊接方向保持一致。
9.如权利要求1所述的铝合金门板的焊接工艺,其特征在于,所述左边型材与所述门板的左侧焊接时的焊接方向与所述右边型材与所述门板的右侧焊接时的焊接方向保持一致。
10.如权利要求1所述的铝合金门板的焊接工艺,其特征在于,所述门板型材之间焊接时的焊接方向与所述左边型材与所述门板的左侧焊接时的焊接方向或所述右边型材与所述门板的右侧焊接时的焊接方向保持一致。
技术总结
本发明公开了一种铝合金门板的焊接工艺,所述铝合金门板包括边框和门板,所述门板固定安装在所述边框内,所述边框包括上边型材、下边型材、左边型材和右边型材,所述上边型材、下边型材、左边型材和右边型材围成所述边框,所述门板由多块门板型材拼接而成,所述铝合金门板焊接工艺包括以下步骤:将所述门板型材拼接成门板,相邻所述门板型材之间设有焊缝;将所述上边型材和下边型材分别焊接在所述门板的上下两端,再将所述左边型材和右边型材与所述上边型材和下边型材焊接并形成边框;将所述左边型材和右边型材分别焊接在所述门板的左右两侧;沿所述焊缝将所述门板型材焊接固定,完成焊接。本发明提供的铝合金门板的焊接工艺工序简单,不易发生焊接变形,产品一致性高。
技术研发人员:张玉新
受保护的技术使用者:江西日菱车业有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!