带码瓶盖生产方法及生产系统与流程
本发明涉及瓶盖生产,尤其是一种带码瓶盖生产方法及生产系统。
背景技术:
1、市面上的产品中,大部分具备标识码,例如二维码。标识码主要用于信息传递、品牌推广、防伪溯源、数字化营销等功能实现。
2、金属罐盖领域如奶粉罐等,生产过程中,先制作奶粉罐,然后将预先赋好码的易撕盖粘上,从而实现了奶粉罐二维码的标识;其他生产方法还有先制作罐盖,然后逐一进行二维码的标识操作。
3、但是,上述方法在实操过程中,虽然能够实现在罐盖上赋码,但成品上的标识码显得凌乱不够整齐,且在大批量生产效率方面存在不足。
技术实现思路
1、本申请人针对上述现有生产技术中的缺点,提供一种结构合理的带码瓶盖生产方法及生产系统,改变传统方法中先制作容器及盖子,再进行赋码的顺序,改为先在原材料上赋码,然后再冲制罐盖,从而确保标识码在罐盖上的统一性。
2、本发明所采用的技术方案如下:
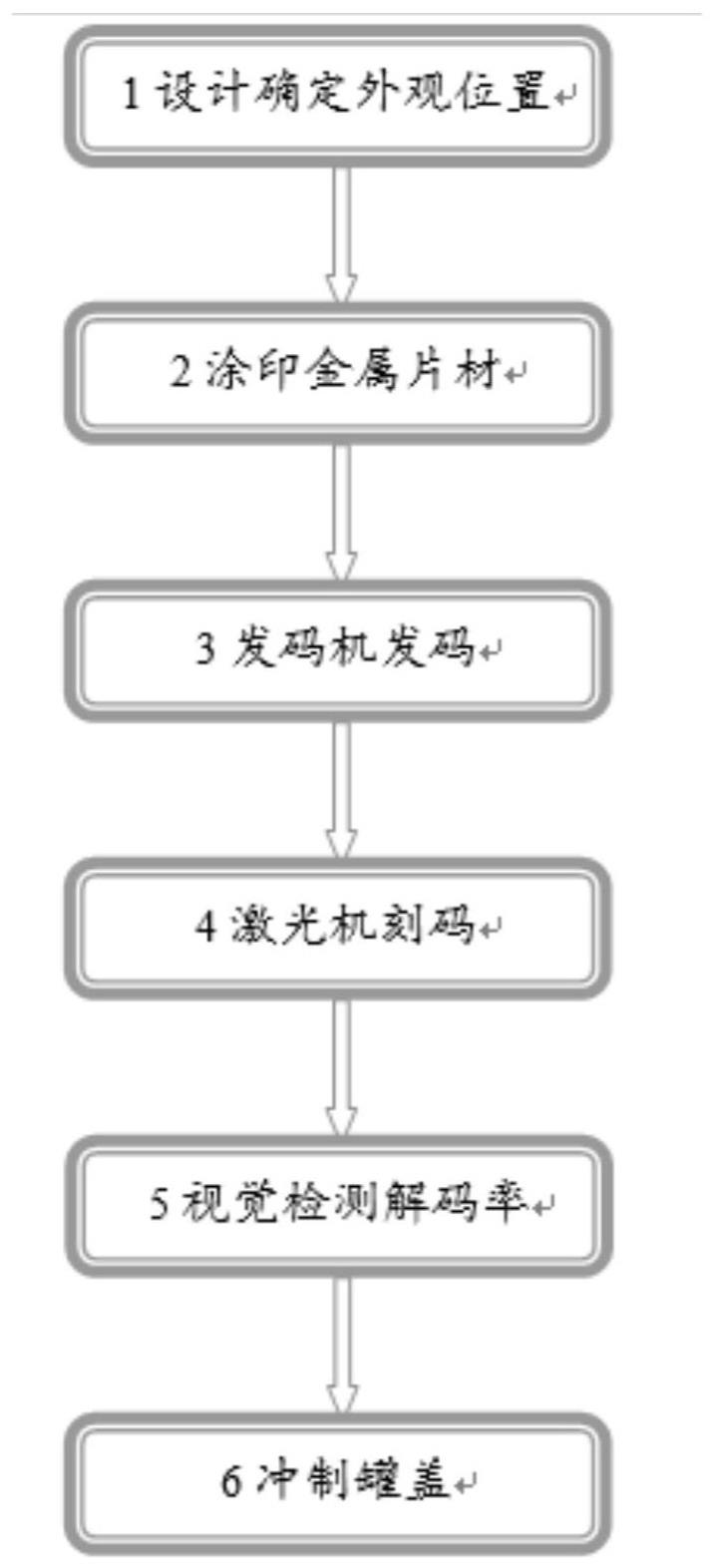
3、一种带码瓶盖生产方法,包括如下步骤:
4、第一步:确定标识码在产品上的尺寸及位置,
5、第二步:在冲制罐盖的材料板上涂印图样,
6、第三步:在第二步得到的半成品上分发标识码数据,
7、第四步:在第三步得到的半成品上刻码,
8、第五步:对第四步得到的半成品进行视觉检测解码率;
9、第六步:对第五步得到的合格半成品进行冲制,得到成品罐盖。
10、作为上述技术方案的进一步改进:
11、第一步中,确定标识码在产品中的尺寸、位置,制作ctp印版菲林作为印刷标样。
12、第二步中,材料板上先正面涂布防护涂层,然后按照第一步制作的ctp印版印刷。
13、第四步中,采用二氧化碳激光机对半成品进行刻码。
14、二氧化碳激光机刻码参数如下:功率30w,开关频率20-100khz,扫描速度0-3500字符/秒,激光机镜头焦距95mm,工作距离85mm,赋码区域60mm*60mm。
15、第五步中,采用视觉成像技术整体检测标识码。
16、以10ms/码速度检测解码,解码率大于99.9%。
17、第二步和第三步中,在材料板上阵列涂图样,相邻两行罐盖图样之间交错设置。
18、一种生产设备,用于如权利要求1所述的带码瓶盖生产方法中,包括进料输送带,所述进料输送带下方布设负压吸附风扇;进料输送带上方设置激光机。
19、本发明的有益效果如下:
20、本发明结构紧凑、合理,操作方便,通过改变传统生产方法中先制作罐盖再刻码的工序,改为先刻码再冲制罐盖,能够确保标识码和罐盖上的图案整齐有序,标识码能够设计在罐盖的固定位置处,从而减小对产品图案的遮挡影响。
21、本发明中,由于先在大面积的材料板上进行设计打样,能够充分利用材料板的前提下,还能够在单位时间内提高印刷涂布、赋码、冲制罐盖的工作效率,所得罐盖成品上的识别码位置固定统一,美观整齐,提高了客户体验度。
技术特征:
1.一种带码瓶盖生产方法,其特征在于,包括如下步骤:
2.如权利要求1所述的带码瓶盖生产方法,其特征在于:第一步中,确定标识码在产品中的尺寸、位置,制作ctp印版菲林作为印刷标样。
3.如权利要求2所述的带码瓶盖生产方法,其特征在于:第二步中,材料板上先正面涂布防护涂层,然后按照第一步制作的ctp印版印刷。
4.如权利要求1所述的带码瓶盖生产方法,其特征在于:第四步中,采用二氧化碳激光机(3)对半成品进行刻码。
5.如权利要求4所述的带码瓶盖生产方法,其特征在于:二氧化碳激光机(3)刻码参数如下:功率30w,开关频率20-100khz,扫描速度0-3500字符/秒,激光机(3)镜头焦距95mm,工作距离85mm,赋码区域60mm*60mm。
6.如权利要求1所述的带码瓶盖生产方法,其特征在于:第五步中,采用视觉成像技术整体检测标识码。
7.如权利要求6所述的带码瓶盖生产方法,其特征在于:以10ms/码速度检测解码,解码率大于99.9%。
8.如权利要求1所述的带码瓶盖生产方法,其特征在于:第二步和第三步中,在材料板上阵列涂图样,相邻两行罐盖图样之间交错设置。
9.一种生产设备,用于如权利要求1所述的带码瓶盖生产方法中,其特征在于:包括进料输送带(1),所述进料输送带(1)下方布设负压吸附风扇(2);进料输送带(1)上方设置激光机(3)。
技术总结
本发明涉及一种带码瓶盖生产方法及生产系统,包括如下步骤:第一步:确定标识码在产品上的尺寸及位置,第二步:在冲制罐盖的材料板上涂印图样,第三步:在第二步得到的半成品上分发标识码数据,第四步:在第三步得到的半成品上刻码,第五步:对第四步得到的半成品进行视觉检测解码率;第六步:对第五步得到的合格半成品进行冲制,得到成品罐盖。本发明先刻码再冲制罐盖,标识码能够设计在罐盖的固定位置处,从而减小对产品图案的遮挡影响。还能够提高工作效率。
技术研发人员:秦简,王鹏,许迪兴
受保护的技术使用者:无锡华鹏瓶盖有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!