一种监测方法、监测装置、监测设备及可读存储介质与流程
本申请属于轧钢,涉及一种监测方法、监测装置、监测设备及可读存储介质。
背景技术:
1、采用连铸板坯为原料,在常规热连轧线上将板坯在加热炉中加热后经过粗轧与精轧轧制成热轧卷,热轧卷再在开平线上经粗矫、剪切、精矫后生产出热轧板,是目前生产热轧钢板的主要模式。在板坯热轧生产线中,板坯加热温度均匀性对保证热轧卷的质量至关重要。板坯温度均匀性差,将会降低热轧卷长度方向上的力学性能均匀性并可能导致轧制事故。轧制板坯前,通常采用加热炉对板坯进行加热,由于受加热炉内火焰长短、加热炉内积渣以及水梁(支撑梁)等的影响,板坯温度的均匀性不容易把控。其次,由于板坯加热后表面会产生氧化铁皮,氧化铁皮导致板坯的温度难以准确测量。
技术实现思路
1、本申请实施例提供一种监测方法、监测装置、监测设备及可读存储介质,能够较为准确的监控板坯温度的均匀性,减小或者避免因板坯温度不均匀导致的热轧钢卷的力学性能不合格,减少或者避免由于板坯温度均匀性差导致的轧制故障。
2、本申请第一方面实施例提供一种板坯热轧过程中对板坯的纵向温度均匀性的监测方法,应用于板坯热轧系统。板坯热轧系统设备主要包括加热炉、除鳞机、粗轧轧和精轧机等。板坯经加热炉加热、除鳞后,进入粗轧机轧制其中,粗轧机第一道次匀速轧制板坯,监测方法包括:
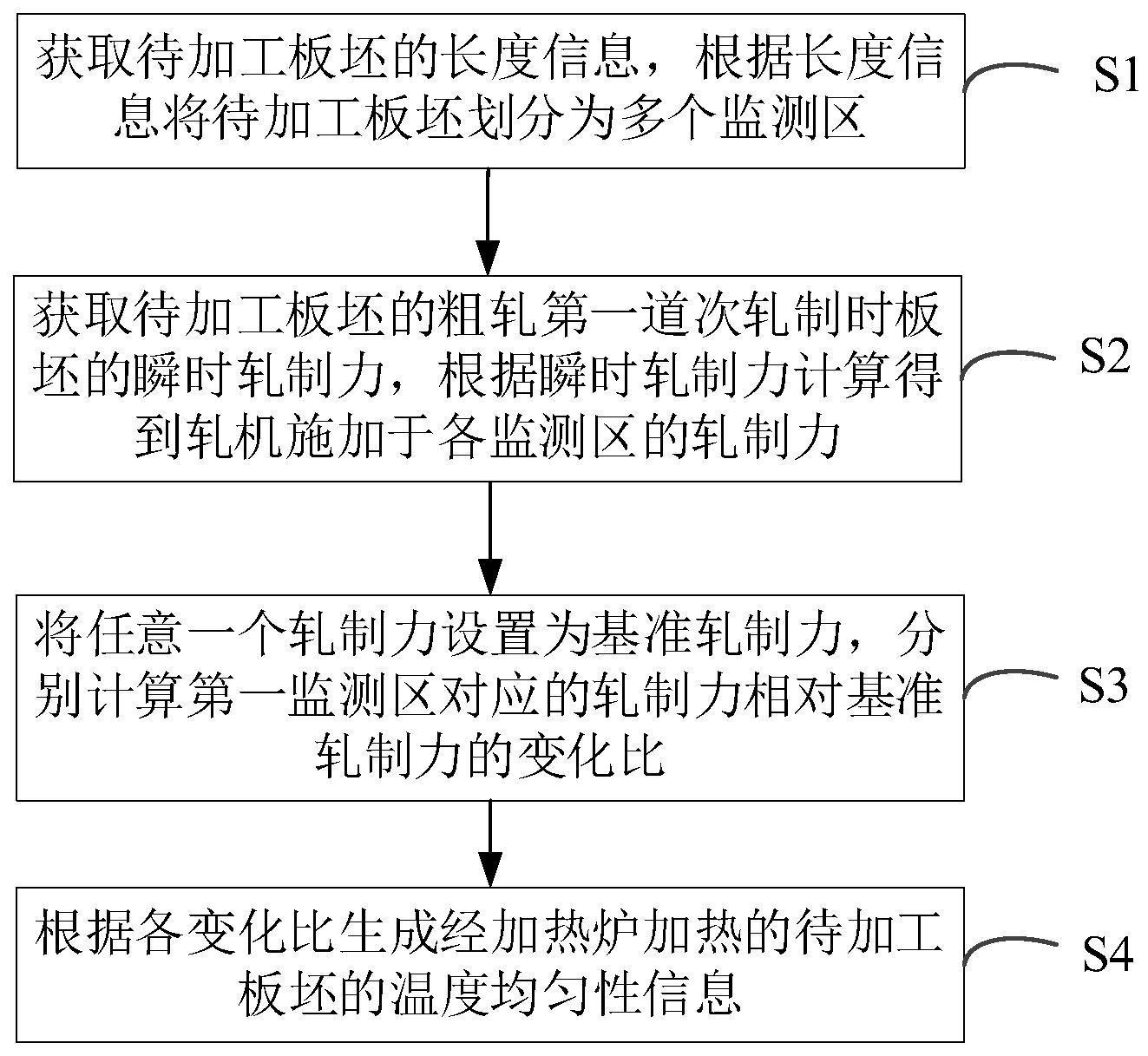
3、获取待加工板坯的长度信息,根据所述长度信息将所述待加工板坯划分为多个监测区;;
4、获取所述待加工板坯的粗轧第一道次轧制时板坯的瞬时轧制力,根据所述板坯的瞬时轧制力计算得到所述粗轧机施加于各所述监测区的轧制力;
5、将任意一个所述轧制力设置为基准轧制力,所述基准轧制力对应的监测区设置为基准监测区,分别计算第一监测区对应的轧制力相对所述基准轧制力的变化比,所述第一监测区为所述多个监测区中除所述基准监测区外的其他任一监测区;
6、第一道次粗轧后,根据各所述变化比生成经所述加热炉加热的所述待加工板坯的温度均匀性信息。
7、根据本申请第一方面的实施方式,将任意一个轧制力设置为基准轧制力,包括:
8、将各监测区轧制力中的最小值设置为基准轧制力。
9、根据本申请第一方面前述任一实施方式,根据各所述变化比生成经所述加热炉加热的所述待加工板坯的温度均匀性信息,包括:
10、在各所述第一监测区对应的所述变化比中,至少一个所述变化比大于预设参数的情况下,生成所述加热炉加热所述待加工板坯的温度均匀性不合格的信息;
11、在各所述第一监测区对应的所述变化比均不大于所述预设参数的情况下,生成所述加热炉加热所述待加工板坯的温度均匀性合格的信息。
12、根据本申请第一方面前述任一实施方式,获取待加工板坯的长度信息,根据长度信息将待加工板坯划分为多个监测区,包括:
13、获取待加工板坯的长度值;
14、根据长度值,将待加工板坯划分为非稳态区和稳态区,非稳态区沿待加工板坯的长度方向位于稳态区的一侧;
15、将稳态区划分为多个沿长度方向依次设置的监测区。
16、根据本申请第一方面前述任一实施方式,沿待加工板坯的长度方向,每个非稳态区的长度为长度值的5%~10%,监测区的长度为长度值的1%~6%。
17、本申请第二方面实施例提供了一种监测装置,监测装置包括第一获取模块、划分模块、第二获取模块、第一计算模块、第二计算模块和判断模块。第一获取模块用于获取待加工板坯的长度信息;划分模块用于根据长度信息将待加工板坯划分为多个监测区;第二获取模块用于获取粗轧机轧制板坯第一道次时的板坯瞬时轧制力;第一计算模块用于根据板坯的瞬时轧制力计算得到轧机施加于各监测区的轧制力;第二计算模块用于分别计算第一监测区对应的轧制力相对基准轧制力的变化比,基准轧制力为轧制力中任意一个轧制力,多个监测区包括第一监测区和与基准轧制力对应的监测区;判断模块用于根据各变化比生成的已经加热炉加热与轧制的板坯的温度均匀性信息。
18、本申请第三方面实施例提供了一种监测设备,监测设备包括处理器、存储器及存储在存储器上并可在处理器上运行的程序或指令,程序或指令被处理器执行时实现如前述第一方面实施例种任一项的板坯热轧的监测方法的步骤。
19、本申请第四方面实施例提供了一种可读存储介质,可读存储介质上存储程序或指令,程序或指令被处理器执行时实现如前述第一方面实施例任一项的板坯热轧的监测方法的步骤。
20、本申请实施例的热轧板坯纵向温度均匀性的监测方法、监测装置、监测设备及可读存储介质,通过将待加工板坯划分为多个监测区,轧制板坯时获取粗轧机第一道次轧制板坯时板坯的瞬时轧制力,进而计算出施加于每一个监测区上的轧制力,以其中任意一个轧制力为基准计算其他轧制力的变化比。由于板坯的温度对轧制力的大小的有显著的影响,根据轧制力的变化比即可得到关于待加工板坯的温度均匀性信息。根据本申请提供的方法,能够较为准确的监测板坯温度的均匀性,减小或者避免因板坯温度不均匀导致的热轧卷长度方向的性能不均与厚度不均,减小或者避免因板坯温度不均匀导致的轧制故障。
技术特征:
1.一种热轧板坯温度均匀性的监测方法,所述监测方法应用于板坯热轧系统,所述板坯热轧系统包括粗轧机和加热炉,所述粗轧机第一道次匀速轧制板坯,其特征在于,包括:
2.根据权利要求1所述的监测方法,其特征在于,将任意一个所述的轧制力设置为基准轧制力,包括:
3.根据权利要求2所述的监测方法,其特征在于,所述根据各所述变化比生成经所述加热炉加热的所述待加工板坯的温度均匀性信息,包括:
4.根据权利要求1所述的监测方法,其特征在于,所述获取待加工板坯的长度信息,根据所述长度信息将所述待加工板坯划分为多个监测区,包括:
5.根据权利要求4所述的监测方法,其特征在于,沿所述待加工板坯的长度方向,每个所述非稳态区的长度为所述长度值的5%~10%,所述监测区的长度为所述长度值的1%~6%。
6.一种监测装置,用于监测热轧的板坯温度的均匀性,所述板坯通过粗轧机轧制,其特征在于,所述监测装置包括:
7.一种监测设备,其特征在于,包括处理器、存储器及存储在所述存储器上并可在所述处理器上运行的程序或指令,所述程序或指令被所述处理器执行时实现如权利要求1-5任一项所述的板坯热轧的监测方法的步骤。
8.一种可读存储介质,其特征在于,所述可读存储介质上存储程序或指令,所述程序或指令被处理器执行时实现如权利要求1-5任一项所述的板坯热轧的监测方法的步骤。
技术总结
本申请公开了一种监测方法、监测装置、监测设备及可读存储介质,用于板坯热轧系统。板坯热轧系统包括粗轧机和加热炉,监测方法包括获取待加工板坯的长度信息,根据长度信息将待轧制板坯划分为多个监测区;获取粗轧机轧制第一道次时板坯的瞬时轧制力,根据板坯的瞬时轧制力计算得到各监测区的轧制力,将任意一个轧制力设置为基准轧制力,基准轧制力对应的监测区设置为基准监测区,分别计算第一监测区对应的轧制力相对基准轧制力的变化比,第一监测区为多个监测区中除基准监测区外的其他任一监测区;根据各变化比生成经加热炉加热的已轧制板坯的温度均匀性信息。根据本申请实施例,能够较准确地监测板坯温度的均匀性。
技术研发人员:伍康勉,李春辉,汪净,齐江华
受保护的技术使用者:湖南华菱涟源钢铁有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!