一种钣金件加工自动上下料装置的制作方法
1.本实用新型涉及钣金件加工技术领域,具体为一种钣金件加工自动上下料装置。
背景技术:
2.钣金件就是钣金工艺加工出来的产品,我们生活到处都离不开钣金件,钣金件是通过灯丝电源绕组、激光切割、重型加工、金属粘结、金属拉拔、等离子切割、精密焊接、辊轧成型、金属板材弯曲成型、模锻、水喷射切割来制作的,钣金件在加工时,需要对钣金件进行上下料作业,现有技术中,钣金件上下料通常是工人人工完成的,作业员的工作负担重,钣金件的加工效率低,加工成本高,为此,我们提出一种钣金件加工自动上下料装置。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种钣金件加工自动上下料装置,能够实现钣金件的自动连续上下料作业,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种钣金件加工自动上下料装置,包括安装立板、吸料机构和推料机构;
5.安装立板:数量为两个,两个安装立板的中部上端均开设有滑口,两个安装立板之间左侧设有固定块;
6.吸料机构:滑动连接于滑口的内部;
7.推料机构:数量为两个,两个推料机构分别设置于安装立板的相背离外侧面右端,推料机构分别与吸料机构配合设置,能够实现钣金件的自动连续上下料作业,减轻作业员的工作负担,提高钣金件的加工效率,降低钣金件的加工成本。
8.进一步的,还包括控制开关组,所述控制开关组设置于前侧的安装立板前侧面左端,控制开关组的输入端电连接外部电源,调控装置的正常运行
9.进一步的,所述吸料机构包括方板、圆柱、滑块、磁台和第一电动推杆,所述圆柱分别设置于方板的前后两侧面中部,滑块分别滑动连接于滑口的内部,圆柱分别与滑块中部的转孔转动连接,第一电动推杆分别设置于方板的上表面四角处,第一电动推杆的伸缩端下端分别穿过方板下表面开设的圆孔,第一电动推杆的伸缩端下端均与磁台的上表面固定连接,磁台和第一电动推杆的输入端均电连接控制开关组的输出端,能够对钣金件进行吸附。
10.进一步的,所述推料机构包括第二电动推杆,所述第二电动推杆分别设置于安装立板的相背离外侧面右端,第二电动推杆的伸缩端左端分别与圆柱转动连接,第二电动推杆的输入端电连接控制开关组的输出端,能够推动装置进行左右移动。
11.进一步的,所述推料机构还包括第一齿轮和第一齿条,所述第一齿轮分别设置于圆柱的外弧面中部,第一齿条分别设置于安装立板的相背离外侧面中部上端,第一齿条均位于滑口的下方,第一齿轮分别与第一齿条配合安装,能够使装置在移动的同时进行翻转。
12.进一步的,还包括料盘,所述料盘滑动连接于安装立板右侧下端开设的槽口内,料
盘的下表面四角处均设有滚轮,料盘的上表面设有两个对称分布的放置槽,便于钣金件的放置。
13.进一步的,还包括电机、第二齿轮和第二齿条,所述第二齿条设置于料盘的上端板体下表面中部,电机位于料盘的下方,第二齿轮设置于电机的输出轴左端,第二齿轮与第二齿条啮合连接,电机的输入端电连接控制开关组的输出端,能够带动料盘进行前后移动。
14.与现有技术相比,本实用新型的有益效果是:本钣金件加工自动上下料装置,具有以下好处:
15.将本装置在使用位置固定,滚轮与下方地面接触,通过螺栓将电机在料盘的下方地面上安装固定,使第二齿轮与第二齿条啮合连接,外部输料设备将钣金件输送至前侧的放置槽内部,通过控制开关组的调控,电机工作,输出轴带动第二齿轮转动,第二齿轮通过第二齿条推动料盘沿安装立板右侧下端的槽口向后滑动,以此使前侧的放置槽滑动至磁台的下方,后侧的放置槽滑出磁台的下方,作业员取下后侧的放置槽上的材料,随后,外部输料设备将钣金件输送至后侧的放置槽内部,同时,第一电动推杆工作,伸缩端伸展,推动磁台下移,在控制开关组的调控下,磁台工作,产生磁力将下方的钣金件吸起,第一电动推杆的伸缩端收缩,将磁台和下方吸附的钣金件提起,通过控制开关组的调控,第二电动推杆工作,伸缩端伸展,推动圆柱向左移动,以此使滑块带着上方部件沿滑口向左滑动,圆柱与滑块中部的转孔紧密接触,在没有外力的作用下,圆柱与滑块中部的转孔不会发生相对转动,在第一齿轮移动至滑口的中部时,第一齿轮与第一齿条啮合连接,此时,第一齿轮在第一齿条的作用下通过带着圆柱带着方板及上方部件进行翻转,由于第一齿条的齿牙数为第一齿轮齿牙数的一半,因此,方板在旋转一百八十度时停止,此时方板的下方平面与固定块的上表面接触,以此将磁台及下方吸附的钣金件翻至装置的上方,进而实现钣金件的上料作业,在钣金件加工完毕后,第二电动推杆的伸缩端收缩,拉着左侧部件向右移动,以此使方板重新复位,此时磁台带着加工好的钣金件移动至放置槽的上方,随后,通过控制开关组的调控,磁台松开钣金件,使钣金件落入放置槽的内部,重复以上步骤实现钣金件的加工作业,能够实现钣金件的自动连续上下料作业,减轻作业员的工作负担,提高钣金件的加工效率,降低钣金件的加工成本。
附图说明
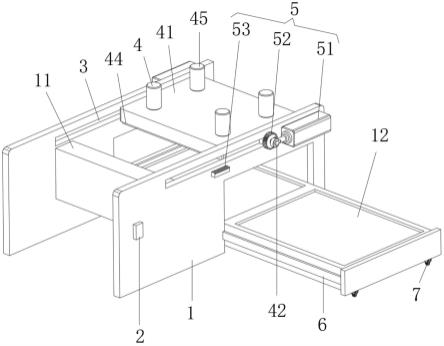
16.图1为本实用新型结构示意图;
17.图2为本实用新型吸料机构的结构示意图;
18.图3为本实用新型料盘的仰视结构示意图。
19.图中:1安装立板、2控制开关组、3滑口、4吸料机构、41方板、42圆柱、43滑块、44磁台、45第一电动推杆、5推料机构、51第二电动推杆、52第一齿轮、53第一齿条、6料盘、7滚轮、8电机、9第二齿轮、10第二齿条、11固定块、12放置槽。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下
所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1-3,本实施例提供一种技术方案:一种钣金件加工自动上下料装置,包括安装立板1、吸料机构4和推料机构5;
22.安装立板1:安装立板1为其它部件提供一个安装场所,数量为两个,两个安装立板1的中部上端均开设有滑口3,滑口3为其它部件的移动提供导向支撑,两个安装立板1之间左侧设有固定块11,固定块11连接两个安装立板1,同时在右侧部件运行时提供限位作用,还包括控制开关组2,控制开关组2调控装置的正常运行,控制开关组2设置于前侧的安装立板1前侧面左端,控制开关组2的输入端电连接外部电源;
23.吸料机构4:吸料机构4能够对钣金件进行吸附,滑动连接于滑口3的内部,吸料机构4包括方板41、圆柱42、滑块43、磁台44和第一电动推杆45,圆柱42分别设置于方板41的前后两侧面中部,滑块43分别滑动连接于滑口3的内部,圆柱42分别与滑块43中部的转孔转动连接,第一电动推杆45分别设置于方板41的上表面四角处,第一电动推杆45的伸缩端下端分别穿过方板41下表面开设的圆孔,第一电动推杆45的伸缩端下端均与磁台44的上表面固定连接,磁台44和第一电动推杆45的输入端均电连接控制开关组2的输出端,第一电动推杆45工作,伸缩端伸展,推动磁台44下移,在控制开关组2的调控下,磁台44工作,产生磁力将下方的钣金件吸起,第一电动推杆45的伸缩端收缩,将磁台44和下方吸附的钣金件提起;
24.推料机构5:推料机构5能够推动装置进行左右移动,数量为两个,两个推料机构5分别设置于安装立板1的相背离外侧面右端,推料机构5分别与吸料机构4配合设置,推料机构5包括第二电动推杆51,第二电动推杆51分别设置于安装立板1的相背离外侧面右端,第二电动推杆51的伸缩端左端分别与圆柱42转动连接,第二电动推杆51的输入端电连接控制开关组2的输出端,推料机构5还包括第一齿轮52和第一齿条53,第一齿轮52分别设置于圆柱42的外弧面中部,第一齿条53分别设置于安装立板1的相背离外侧面中部上端,第一齿条53均位于滑口3的下方,第一齿轮52分别与第一齿条53配合安装,第二电动推杆51工作,伸缩端伸展,推动圆柱42向左移动,以此使滑块43带着上方部件沿滑口3向左滑动,圆柱42与滑块43中部的转孔紧密接触,在没有外力的作用下,圆柱42与滑块43中部的转孔不会发生相对转动,在第一齿轮52移动至滑口3的中部时,第一齿轮52与第一齿条53啮合连接,此时,第一齿轮52在第一齿条53的作用下通过带着圆柱42带着方板41及上方部件进行翻转,由于第一齿条53的齿牙数为第一齿轮52齿牙数的一半,因此,方板41在旋转一百八十度时停止,此时方板41的下方平面与固定块11的上表面接触,以此将磁台44及下方吸附的钣金件翻至装置的上方,进而实现钣金件的上料作业,在钣金件加工完毕后,第二电动推杆51的伸缩端收缩,拉着左侧部件向右移动,以此使方板41重新复位,此时磁台44带着加工好的钣金件移动至放置槽12的上方,随后,通过控制开关组2的调控,磁台44松开钣金件,使钣金件落入放置槽12的内部,重复以上步骤实现钣金件的加工作业;
25.其中:还包括料盘6,料盘6滑动连接于安装立板1右侧下端开设的槽口内,料盘6的下表面四角处均设有滚轮7,料盘6的上表面设有两个对称分布的放置槽12,还包括电机8、第二齿轮9和第二齿条10,第二齿条10设置于料盘6的上端板体下表面中部,电机8位于料盘6的下方,第二齿轮9设置于电机8的输出轴左端,第二齿轮9与第二齿条10啮合连接,电机8的输入端电连接控制开关组2的输出端,将本装置在使用位置固定,滚轮7与下方地面接触,通过螺栓将电机8在料盘6的下方地面上安装固定,使第二齿轮9与第二齿条10啮合连接,外
部输料设备将钣金件输送至前侧的放置槽12内部,通过控制开关组2的调控,电机8工作,输出轴带动第二齿轮9转动,第二齿轮9通过第二齿条10推动料盘6沿安装立板1右侧下端的槽口向后滑动,以此使前侧的放置槽12滑动至磁台44的下方,后侧的放置槽12滑出磁台44的下方,作业员取下后侧的放置槽12上的材料,随后,外部输料设备将钣金件输送至后侧的放置槽12内部。
26.本实用新型提供的一种钣金件加工自动上下料装置的工作原理如下:将本装置在使用位置固定,滚轮7与下方地面接触,通过螺栓将电机8在料盘6的下方地面上安装固定,使第二齿轮9与第二齿条10啮合连接,外部输料设备将钣金件输送至前侧的放置槽12内部,通过控制开关组2的调控,电机8工作,输出轴带动第二齿轮9转动,第二齿轮9通过第二齿条10推动料盘6沿安装立板1右侧下端的槽口向后滑动,以此使前侧的放置槽12滑动至磁台44的下方,后侧的放置槽12滑出磁台44的下方,作业员取下后侧的放置槽12上的材料,随后,外部输料设备将钣金件输送至后侧的放置槽12内部,同时,第一电动推杆45工作,伸缩端伸展,推动磁台44下移,在控制开关组2的调控下,磁台44工作,产生磁力将下方的钣金件吸起,第一电动推杆45的伸缩端收缩,将磁台44和下方吸附的钣金件提起,通过控制开关组2的调控,第二电动推杆51工作,伸缩端伸展,推动圆柱42向左移动,以此使滑块43带着上方部件沿滑口3向左滑动,圆柱42与滑块43中部的转孔紧密接触,在没有外力的作用下,圆柱42与滑块43中部的转孔不会发生相对转动,在第一齿轮52移动至滑口3的中部时,第一齿轮52与第一齿条53啮合连接,此时,第一齿轮52在第一齿条53的作用下通过带着圆柱42带着方板41及上方部件进行翻转,由于第一齿条53的齿牙数为第一齿轮52齿牙数的一半,因此,方板41在旋转一百八十度时停止,此时方板41的下方平面与固定块11的上表面接触,以此将磁台44及下方吸附的钣金件翻至装置的上方,进而实现钣金件的上料作业,在钣金件加工完毕后,第二电动推杆51的伸缩端收缩,拉着左侧部件向右移动,以此使方板41重新复位,此时磁台44带着加工好的钣金件移动至放置槽12的上方,随后,通过控制开关组2的调控,磁台44松开钣金件,使钣金件落入放置槽12的内部,重复以上步骤实现钣金件的加工作业。
27.值得注意的是,以上实施例中所公开的磁台44可选用型号为mw35s的电磁台,第一电动推杆45可选用型号为yh8-521的电动推杆,第二电动推杆51可选用型号为jn185t的电动推杆,电机8可选用型号为qs42hs34-zk2-m6的步进电机,控制开关组2上设有与磁台44、第一电动推杆45、第二电动推杆51和电机8一一对应的用于控制其开关工作的开关按钮。
28.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1