一种中孔管件改进工装的制作方法
1.本实用新型涉及中孔管件加工技术领域,更具体的是涉及一种中孔管件改进工装技术领域。
背景技术:
2.目前社会劳动分工越来越细,中孔管件也通常是外购得来,而中心管件的中心孔通常在采购回厂前已加工到位。在中孔管件使用过程中经常出现中心孔表面锈蚀情况。由于中心孔孔径适当较大、管件长度长,表面防护困难,无法采用常规打磨方式进行除锈处理。
3.管件t25x15在冲完孔工序后需要经过烧孔和拉孔两道工序进入到平中孔,而且拉孔需要将拉孔芯球装入管件中与拉杆装配好后才放入工装模具设备上进行拉孔,这种方式需要大量加工周期,并且工序太多,操作麻烦,为了快速生产稳定的合格产品,需要开发工装模具,大量减少加工周期,省去复杂工序,从而操作简单快捷。
技术实现要素:
4.本实用新型的目的在于:为了解决现有中孔管件需要大量加工周期、加工工序多以及操作麻烦的问题,本实用新型提供一种中孔管件改进工装。
5.本实用新型为了实现上述目的具体采用以下技术方案:
6.一种中孔管件改进工装,包括支撑架和位于所述支撑架上方的工作台,所述工作台的上方具有支撑台,所述支撑台上固定支撑有气缸,所述气缸连接有第一活动件,所述第一活动件连接有夹模,所述夹模夹持于管件,所述管件套设在内心棒的外部,所述内心棒的下方通过所述工作台支撑,内心棒具有中孔,定位销穿过管件和所述中孔与内心棒内具有的顶珠接触连接。
7.进一步说明,所述支撑架的下方具有拉拔机油缸,所述拉拔机油缸的上方具有升降器,所述升降器的上方具有顶针,所述顶针穿过所述支撑台和工作台进入到所述内心棒具有的所述中孔内。
8.进一步说明,所述内心棒的内部装有的所述顶珠与所述顶针接触,顶珠穿过内心棒具有的通孔,顶珠具有工具头和顶珠头,所述顶珠头与所述定位销接触连接。
9.进一步说明,所述内心棒的中孔装有的所述顶珠与所述顶针接触,顶针具有第一斜面,顶珠具有第二斜面,所述第一斜面与第二斜面接触配合或分离。
10.进一步说明,所述定位销连接有移动块,所述移动块通过第二支撑柱支撑。
11.进一步说明,所述第一活动件放置于所述支撑台上,第一活动件通过其上方具有的盖板压住,所述工作台的上方具有第一支撑柱,所述第一支撑柱的上方具有螺杆,所述螺杆穿过所述盖板,通过螺母与螺杆的螺纹连接将盖板紧压于第一活动件。
12.进一步说明,所述第一活动件与第二活动件铰接连接,所述第二活动件连接于所述气缸。
13.本实用新型的有益效果如下:
14.1、本实用新型所述工作台的上方具有支撑台,所述工作台的上方具有支撑台,所述支撑台上固定支撑有气缸,所述气缸连接有第一活动件,所述第一活动件连接有夹模,所述夹模夹持于管件,所述管件套设在内心棒的外部,所述内心棒的下方通过所述工作台支撑,内心棒具有中孔,内心棒位于管件内,定位销穿过管件和所述中孔与内心棒内具有的顶珠接触连接,将管件套设并放置于内芯棒的外部通过定位销控制中孔位子,再由气缸、第一活动件以及夹模的固定防止管件成型变形,定位销与顶珠接触能更好的确定管件方位。
15.2、本实用新型所述支撑架的下方具有拉拔机油缸,所述拉拔机油缸的上方具有升降器,所述升降器的上方具有顶针,所述顶针穿过所述支撑台和工作台进入到所述内心棒具有的所述中孔内,所述内心棒的内部装有的所述顶珠与所述顶针接触,顶珠穿过内心棒具有的通孔,顶珠具有工具头和顶珠头,所述顶珠头与所述定位销接触连接,顶针向上移动使顶珠侧向外移一定距离让顶珠头向定位销移动使顶珠头与定位销接触。
16.3、本实用新型所述内心棒的内部装有的所述顶珠与所述顶针接触,顶针具有第一斜面,顶珠具有第二斜面,所述第一斜面与第二斜面接触配合或分离,顶针向上移动时,第一斜面与第二斜面接触,使顶珠侧向外移,顶针继续向上移动第一斜面与第二斜面分离不接触,但是顶针继续抵靠顶珠使顶珠不移动,顶针向下移动到顶珠下方后,顶珠继续在通孔内。
17.4、本实用新型所述第一活动件与第二活动件铰接连接,所述第二活动件连接于所述气缸,通过驱动气缸决定第一活动件对管件的夹持与否。
18.5、本实用新型适用于不锈钢管件t25*15对现有工装进行改进,提供一种简单快捷的管件挤孔方式,解决目前批量生产管件、加工周期长和质量不稳定的问题,减少了大量的加工周期,省去复杂工序,从而操作简单快捷。
19.6、本实用新型研发的管件不烧孔生产工艺,操作方便、快捷、大大节约管材成本和加工周期与生产成本,而且不烧孔生产工艺简单,易于实现,经济效益高,减少工序,降低生产成本,缩短加工周期,提高产能;提升产品的良品率。
附图说明
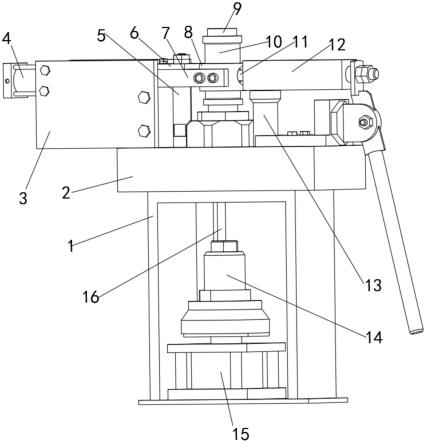
20.图1是本实用新型的结构示意图;
21.图2是本实用新型的部分结构示意图;
22.图3是本实用新型的内芯棒内部局部结构示意图;
23.图4是本实用新型的顶针结构示意图;
24.图5是本实用新型的顶珠剖面示意图;
25.图6是本实用新型的顶珠腐蚀方向结构示意图;
26.图7是本实用新型的一种工作状态示意图;
27.图8是本实用新型的另一种工作状态示意图。
28.附图标记:1-支撑架、2-工作台、3-支撑台、4-气缸、5-第一支撑柱、6-盖板、7-第一活动件、8-夹模、9-内心棒、91-通孔、92-中孔、10-管件、11-定位销、12-移动块、13-第二支撑柱、14-升降器、15-拉拔机油缸、16-顶针、161-第一斜面、17-顶珠、171-工具头、172-第二斜面、173-顶珠头、18-第二活动件。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.实施例1
31.如图1、2所示,本实施例提供一种中孔管件改进工装,包括支撑架1和位于所述支撑架1上方的工作台2,所述工作台2的上方具有支撑台3,所述支撑台3上固定支撑有气缸4,所述气缸4连接有第一活动件7,所述第一活动件7与第二活动件18铰接连接,所述第二活动件18连接于所述气缸4,所述第一活动件7连接有夹模8,所述夹模8夹持于管件10,所述管件10套设在内心棒9的外部,所述内心棒9的下方通过所述工作台2支撑,内心棒9具有中孔92,定位销11穿过管件10和所述中孔92与内心棒9内具有的顶珠17接触连接,定位销11连接有移动块12,所述移动块12通过第二支撑柱13支撑。
32.所述支撑架1的下方具有拉拔机油缸15,所述拉拔机油缸15的上方具有升降器14,所述升降器14的上方具有顶针16,所述顶针16穿过所述支撑台3和工作台2进入到所述内心棒9具有的所述中孔92内。
33.如图3-6所示,所述内心棒9的内部装有的所述顶珠17与所述顶针16接触,顶珠17穿过内心棒9具有的通孔91,顶珠17具有工具头171和顶珠头173,工具头171和顶珠头173之间具有第二斜面172且第二斜面172和第二斜面172之间有适当的距离,所述顶珠头173与所述定位销11接触连接,所述内心棒9的中孔92装有的所述顶珠17与所述顶针16接触,顶针16具有第一斜面161,顶珠17具有第二斜面172,所述第一斜面161与第二斜面172接触配合或分离。
34.如图7-8所示,所述第一活动件7放置于所述支撑台3上,第一活动件7通过其上方具有的盖板6压住,所述工作台2的上方具有第一支撑柱5,所述第一支撑柱5的上方具有螺杆,所述螺杆穿过所述盖板6,通过螺母与螺杆的螺纹连接将盖板6紧压于第一活动件7。
35.实施例2
36.如图7、8所示,上述实施例的具体工作原理:
37.气缸4驱动第二活动件18向左移动使第一活动件7连接的夹模8夹持于管件10的外壁,气缸4驱动第二活动件18向右移动,第一活动件7连接的夹模8对管件10的夹持松开。
38.实施例3
39.如图3-6所示,顶针16向上移动,第一斜面161接触于第二斜面172,顶珠17侧向外移动并穿过内心棒9具有的通孔91和管件10,顶针16继续向上移动,顶珠17不再侧向外移动,同时顶针16抵靠于顶珠17使顶针16不侧向移动;顶针16向下移动,顶针16移动到顶珠17的下方过程中,顶珠17通过第一斜面161的作用侧向内移,顶针16脱离顶珠17后顶珠17在原来的侧向方向位置,第二斜面172和第二斜面172之间有适当的距离就是为了使顶针16插入到顶珠17内使顶珠17能够在侧向方向移动。这样顶针16周而复始的上下往返运动使顶珠17频繁在通孔91内的侧向方内、外移动,工具头171的作用是当顶针16位于顶珠17的下方后,工具从深入内心棒9的上侧伸入到工具头内,用工具使顶珠17侧向外移将顶珠17取出。
40.实施例4
41.将管件t25*15放置于内芯棒9的外部通过定位销11控制中孔位子,再由气缸4、第一活动件7以及夹模8的固定防止管件10成型变形,定位销11与顶珠17接触能更好的确定管件10的方位,再由拉拔机油缸15带动顶针16上下移动,让顶珠17凸起达到管件10成型即管件10的中孔成型,顶珠17相当于一把拉孔的拉刀。
42.移动块12向左移动,定位销11穿过内心棒9和管件10具有的中孔,根据定位销11的移动调节定位销11与顶珠17之间的距离,定位销11通过顶针16的上移抵紧并接触于顶珠17,减少顶珠17在侧向移动的径向偏移,顶珠17不再频繁的在中孔内的侧向方内、外移动后,移动块12向右移动。
43.实施例5
44.本实用新型通过改中孔的尺寸与产品定位方式,使产品破口降低,同时减少了中孔成型周期,原来由装芯球到孔成型时间为10s,用t25*15挤孔工装成型需5s左右,节约一半时间,烧孔工序加工人工成本为0.05元,每年大约生产500000件,加工成本每年节约25000元。
45.本实用新型适用于不锈钢管件t25*15对现有工装进行改进,提供了一种简单快捷的管件挤孔方式,解决了目前批量生产管件加工周期长和质量不稳定的问题。
46.本实用新型的管件生产不需要烧孔生产工艺,操作方便、快捷、大大节约管材成本和加工周期与生产成本,不烧孔的生产工艺简单,易于实现,经济以及效益高,具体体现在:
47.1、减少工序,降低生产成本;
48.2、缩短加工周期,提高产能;
49.3、提升产品的良品率。
50.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1