一种镭焊吹气保护工装及设备的制作方法
1.本实用新型属于机械技术领域,涉及一种镭焊加工装置,特别是一种镭焊吹气保护工装及设备。
背景技术:
2.随着3c类制造行业的日渐庞大,许多小件在制造过程中,需经镭焊处理以达到使用需求。
3.在焊接时会产生焊烟,现有镭焊设备存在焊烟不易排出,同时还可能存有焊烟颗粒积存等情况,并且在焊接时焊接点会产生高温,进而导致产品发生损坏与氧化情况,造成产品不良率发生。
4.另外现有设备中因氮气入口在下方,每次焊接时氮气注入更换密室内气体慢,需加大注气量,致导气量注入不稳同时造成氮气资源浪费,并且无法再自动运行。
技术实现要素:
5.本实用新型的目的是针对现有的技术存在上述问题,提出了一种在焊接底部与上部同时冲入氮气,结合一侧进气另一侧出气,达到充氮均匀且排气快速的镭焊吹气保护工装及设备。
6.本实用新型的目的可通过下列技术方案来实现:一种镭焊吹气保护工装,包括具有焊接台面的底架,所述焊接台面上固设焊箱,所述焊箱的底部设置焊槽,所述焊槽内开通若干焊孔;
7.所述焊接台面的至少一侧边上开通底进气孔,所述底进气孔连通所述焊槽的侧壁;
8.所述焊箱的一侧壁上固设若干侧进气管,所述侧进气管连通开设于所述焊箱内壁的进气槽;所述焊箱的另一侧壁上固设若干侧出气管,所述侧出气管连通开设于所述焊箱内壁的出气槽。
9.在上述的镭焊吹气保护工装中,所述焊箱包括矩形围壁和顶盖,所述矩形围壁的底边呈密封固连于所述焊接台面上,所述顶盖呈密封盖设于所述矩形围壁的顶口上。
10.在上述的镭焊吹气保护工装中,所述侧进气管与所述侧出气管分别位于所述矩形围壁的两相对侧壁上,所述侧进气管由上向下倾斜设置,所述侧出气管水平设置,所述进气槽与所述出气槽均为一道平直槽缝。
11.在上述的镭焊吹气保护工装中,所述焊槽嵌设于所述焊接台面的中部,所述焊槽具有低于所述焊接台面的槽腔,所述槽腔的侧壁连通所述底进气孔,所述槽腔的底壁排布一列所述焊孔。
12.在上述的镭焊吹气保护工装中,所述焊孔具体为矩形孔,所述矩形孔的拐角为圆弧倒角,所述焊孔的顶侧外周设置弧形锥面,所述弧形锥面的小口衔接所述焊孔,所述弧形锥面的大口朝上。
13.在上述的镭焊吹气保护工装中,所述焊槽的外周环绕设置若干定位爪,所述定位爪通过螺钉固装于所述焊接台面上,所述焊槽上对应开设若干装配孔,所述装配孔内装入缓冲弹簧,所述定位爪的底部压制所述缓冲弹簧。
14.一种镭焊设备,包括上述任一项所述镭焊吹气保护工装。
15.与现有技术相比,本镭焊吹气保护工装及设备具有以下有益效果:
16.1、通过焊接台面中设置进气孔实现氮气对底部焊接处吹气,对焊点起到保护作用。
17.2、通过焊箱内壁进、出气槽与进、出气管相配合,保证在镭焊过程中内部氮气及时实现充气与排气功能,同时避免了氧化现象。
18.3、大大提高效率的同时,降低了氮气的资源浪费,保证密室内的氮气含量,焊接面都有氮气覆盖。
附图说明
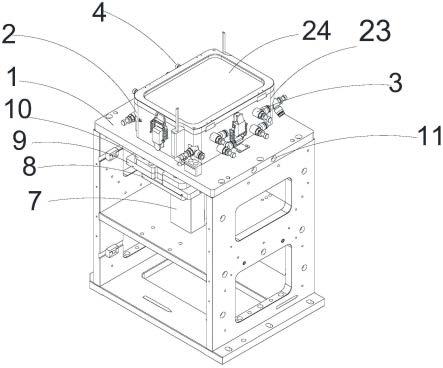
19.图1是本实用新型提供的镭焊吹气保护工装的结构示意图。
20.图2是本实用新型提供的镭焊吹气保护工装的俯视图。
21.图3是图2中a处的局部放大图。
22.图4是图2中d-d剖视图。
23.图5是本实用新型提供的镭焊吹气保护工装的后视图。
24.图6是图5中b处的局部放大图。
25.图中,焊接台面1、底进气孔11、定位销12、限位柱13、焊箱2、焊槽20、焊孔201、弧形锥面2011、矩形围壁23、顶盖24、侧进气管3、进气槽31、侧出气管4、出气槽41、定位爪5、缓冲弹簧6、升降器7、升降杆71、装配板8、导向柱81、定位板9、模板10、焊接点位101。
具体实施方式
26.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
27.实施例一
28.如图1—图4所示,一种镭焊吹气保护工装,包括具有焊接台面1的底架,焊接台面1上固设焊箱2,焊箱2的底部设置焊槽20,焊槽20内开通若干焊孔 201;
29.焊接台面1的至少一侧边上开通底进气孔11,底进气孔11连通焊槽20的侧壁;
30.焊箱2的一侧壁上固设若干侧进气管3,侧进气管3连通开设于焊箱2内壁的进气槽31;
31.焊箱2的另一侧壁上固设若干侧出气管4,侧出气管4连通开设于所述焊箱 2内壁的出气槽41。
32.焊箱2中包括矩形围壁23和顶盖24,矩形围壁23的底边呈密封固连于焊接台面1上,顶盖24呈密封盖设于矩形围壁23的顶口上,通过焊接台面1、矩形围壁23和顶盖24环围形成矩形的焊接内腔,利用矩形结构实现一侧进气、一侧出气的排焊烟方式。
33.为了达到更好的排烟效果,从而保证产品外观如图1和图3所示,在侧进气管3与侧出气管4分别位于所述矩形围壁23的两相对侧壁上,侧进气管3由上向下倾斜设置,侧出气
管4水平设置,进气槽31与所述出气槽41均为一道平直槽缝。侧出气管4具体的倾斜角度为45
°
,可使氮气斜向下直吹焊接部位,保证每次焊接面都有氮气覆盖。通过平直槽缝使得氮气可以平稳匀速进入或排出,利于稳定焊接。
34.如图1和图3所示,焊槽20嵌设于焊接台面1的中部,焊槽20具有低于焊接台面1的槽腔,槽腔的侧壁连通底进气孔11,槽腔的底壁排布一列所述焊孔 201。
35.氮气通过底进气孔11平直吹入槽腔内,从而直接达到焊接的底部位置,起到对焊点的保护作用。
36.如图3所示,焊孔201具体为矩形孔,矩形孔的拐角为圆弧倒角,焊孔201 的顶侧外周设置弧形锥面2011,弧形锥面2011的小口衔接所述焊孔201,弧形锥面2011的大口朝上,通过上大下小的弧形锥面2011形成逐渐向内收拢的倾斜面,由此当氮气吹过焊点边缘时,更方便快速排出,避免存在窝风死角。
37.如图1—图4所示,焊槽20的外周环绕设置若干定位爪5,定位爪5通过螺钉固装于焊接台面1上,焊槽20上对应开设若干装配孔,装配孔内装入缓冲弹簧6,定位爪5的底部压制缓冲弹簧6。通过若干定位爪5压紧焊槽20以形成固定,避免焊接过程中焊槽20脱位。通过若干缓冲弹簧6提供适量的上下位移空间与弹性缓冲量,避免焊槽20因过渡压制而损伤。
38.工作流程:1、通过焊接台面1底部侧边底进气孔11并连通于底部焊接处当氮气进入底部焊接处,起到对焊点的保护作用。
39.2、通过侧进气管3和进气槽31,可以快速均匀的对焊箱2充满氮气。
40.3、通过侧出气管4和出气槽41,保证焊烟随着氮气及时排出。
41.4、氮气在焊箱内形成循环,进气与出气相对设计,使中间的焊点产生的焊烟很快的排出。
42.实施例二
43.本实施例与实施例一基本相同,区别点在于:如图1-图4所示,底架上固设升降器7,升降器7的升降杆上固连装配板8,装配板8上方承托定位板9,定位板9上固设用于承载产品的模板10,模板10的顶面上具有若干焊接点位 101,若干焊孔201与若干焊接点位101呈上下一一对应设置。升降器7具体可以采用气缸、液压缸或电动推杆,三者均通过升降杆实现升降驱动。将产品放入模板10的型腔中,升降器7升起模板10使其若干焊接点位101一一对准焊孔201。
44.实施例三
45.基于实施例与实施例一或实施例二,区别点在于:如图1-图6所示,焊接台面1的底部向下伸出若干定位销12,模板10的顶面上对应开设若干定位孔,若干定位销12与若干定位孔形成一一对应插嵌配合。模板10上升后,通过定位销12与定位孔插嵌连接,实现模板10的精准定位,确保焊接点位101与焊孔201一一精确对准。
46.实施例四
47.基于实施例与实施例一、实施例二及实施例三,区别点在于:如图1-图6 所示,焊接台面1的底部向下伸出若干限位柱13,若干限位柱13的底端抵靠定位板9。模板10上升后,通过限位柱13抵靠定位板9从而限制模板10的最高位置,从而避免将产品挤压损伤。
48.实施例五
49.本实施例与实施例一、实施例二、实施例三及实施例四,区别点在于:装配板8上竖
立至少两根导向柱81,定位板9上对应设置至少两个,导向柱81对应穿入形成竖向滑动连接。模板10上升、下降过程中,通过导向柱81与导套的滑动套接,确保竖直升降,避免发生偏移错位,同时保障升降过程中的稳定性。
50.实施例六
51.基于实施例一至实施五如图1-6所示,本镭焊设备,包括上述镭焊吹气保护工装。
52.工作流程:1、通过焊接台面1底部侧边底进气孔11并连通于底部焊接处当氮气进入底部焊接处,起到对焊点的保护作用。
53.2、通过侧进气管3和进气槽31,可以快速均匀的对焊箱2充满氮气。
54.3、通过侧出气管4和出气槽41,保证焊烟随着氮气及时排出。
55.4、氮气在焊箱内形成循环,进气与出气相对设计,使中间的焊点产生的焊烟很快的排出。
56.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
57.尽管本文较多地使用了焊接台面1、底进气孔11、定位销12、限位柱13、焊箱2、焊槽20、焊孔201、弧形锥面2011、矩形围壁23、顶盖24、侧进气管 3、进气槽31、侧出气管4、出气槽41、定位爪5、缓冲弹簧6、升降器7、升降杆71、装配板8、导向柱81、定位板9、模板10、焊接点位101等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
58.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1