一种弯折式汽车成型模具的制作方法
1.本实用新型涉及模具制造技术领域,尤其涉及一种弯折式汽车成型模具。
背景技术:
2.拉延工艺是汽车制造领域常用的成型手段,现有的拉延模具中,采用压边圈与上模之间的挤压力将板料进行压紧,由于某些产品整体深度不均匀,受到一般拉延限制,而深度越深越容易造成产品开裂且需补充的余料越多,致使产品更易报废,成本增加导致加工时间浪费、生产效率降低的问题。
技术实现要素:
3.本实用新型的目的在于提出一种提高成品率的弯折式汽车成型模具。
4.为达此目的,本实用新型采用以下技术方案:
5.一种弯折式汽车成型模具,包括由上至下依次设置的上模组件、压边组件和下模组件,所述下模组件包括下模座,所述下模座中部设置凸形下模成型镶件,所述下模成型镶件的上表面为第一成型面;
6.所述压边组件包括压边圈、第一压边镶件和第二压边镶件,所述第一压边镶件和所述第二压边镶件相对设置于所述压边圈内侧,所述第一压边镶件的上表面为第二成型面,所述第一压边镶件和所述第二压边镶件中间设有镂空部,所述镂空部形状与所述下模成型镶件相同,所述下模成型镶件可穿过所述镂空部;
7.所述上模组件包括上模座,所述上模座中部设置凹形上模成型镶件,所述上模成型镶件的上表面为第三成型面,所述上模成型镶件与所述下模成型镶件及所述第一压边镶件和所述第二压边镶件相对配合。
8.进一步地,所述第二成型面呈阶梯状,逐级向上凸出,靠近所述镂空部的上表面为最高面,所述第三成型面前侧与所述第二成型面相对配合。
9.进一步地,所述压边组件设置若干第一限位块,若干所述第一限位块排布于所述第一压边镶件和所述第二压边镶件四周;所述下模座设置若干第二限位块,若干所述第二限位块分别与若干所述第一限位块一一上下对应。
10.进一步地,所述压边组件还包括第一定位支架和第二定位支架,所述第一定位支架分别设置于所述第一压边镶件和第二压边镶件的前后两侧,所述第二定位支架分别设置于所述第一压边镶件和第二压边镶件的左右两侧。
11.进一步地,所述下模组件还包括限位螺钉,所述限位螺钉的底端连接于所述下模座,所述限位螺钉穿过所述压边圈,所述限位螺钉的顶端为限位端。
12.进一步地,所述上模座外侧设置外导板,所述压边圈外侧设置固定槽,所述外导板与所述固定槽一一上下对应。
13.进一步地,所述下模座的四角设置引导柱,所述压边圈的四角设置与所述引导柱上下滑动配合的缺口,所述引导柱与所述缺口之间设置滑块。
14.进一步地,所述引导柱之间连接可拆卸挡板,所述挡板设置观察孔。
15.本实用新型的有益效果是:一种弯折式汽车成型模具,通过在压模组件上设置成型面,将产品成型时最深处部分预先拉延成型,解决了产品整体深度不均匀带来的拉延不充分问题。同时,通过安装压边镶件,减小了压料圈中间的镂空空间,能一定程度上缓解板料中部无支撑,自重太大带来的板料下陷问题。
附图说明
16.附图对本实用新型做进一步说明,但附图中的内容不构成对本实用新型的任何限制。
17.图1是本实用新型上模组件的结构示意图
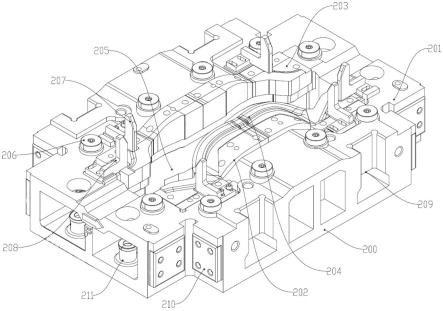
18.图2是本实用新型压模组件的结构示意图
19.图3是本实用新型下模组件的结构示意图
20.其中:100.上模组件;101.上模座;102.上模成型镶件;103.第三成型面104.外导板;200.压模组件;201.压边圈;202.第一压边成型镶件;203.第二压边成型镶件;204.第二成型面;205.镂空部;206.第一限位块;207.第一定位支架;208.第二定位支架;209.固定槽;210.滑块;211.行程调整套;300.下模组件;301.下模座;302.下模成型镶件;303.第一成型面;304.第二限位块;305.限位螺钉;306.外导柱;307.挡板;308.观察孔。
具体实施方式
21.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
22.如图1至图3所示,一种弯折式汽车成型模具,包括由上至下依次设置的上模组件100、压边组件200和下模组件300;
23.参考图3,所述下模组件300包括下模座301,所述下模座301中部设置凸形下模成型镶件302,所述下模成型镶件302的上表面为第一成型面303;
24.参考图2,所述压边组件200包括压边圈201、第一压边镶件202和第二压边镶件203,所述第一压边镶件202和所述第二压边镶件203相对设置于所述压边圈201内侧,所述第一压边镶件202的上表面为第二成型面204,所述第一压边镶件202和所述第二压边镶件203中间设有镂空部205,所述镂空部205形状与所述下模成型镶件302相同,所述下模成型镶件302可穿过所述镂空部205;
25.参考图1,所述上模组件100包括上模座101,所述上模座101中部设置凹形上模成型镶件102,所述上模成型镶件的上表面为第三成型面103,所述上模成型镶件102与所述下模成型镶件302及所述第一压边镶件202和所述第二压边镶件203相对配合。
26.具体而言,下压时,上模第三成型面103前侧与第一成型面303最先接触,将产品成型时最深处部分预先拉延成型。随着上模的逐渐下压,压模组件200受力向下移动,第三成型面103与第一成型面303接触,对产品中间部位进行拉延,当压模组件200达到最大行程时,产品实现最终成型。
27.本实施例的弯折式汽车成型模具通过在压模组件200上设置成型面,将产品成型时最深处部分首先拉延成型,解决了产品整体深度不均匀带来的拉延不充分问题。同时,通过安装压边镶件,减小了压料圈201中间的镂空空间,能一定程度上缓解板料中部无支撑,
自重太大带来的板料下陷问题。
28.优选的,所述第二成型面204呈阶梯状,逐级向上凸出,靠近所述镂空部205的上表面为最高面,所述第三成型面103前侧与所述第二成型面204相对配合。第三成型面103前侧部分的成型面为成型产品的最低处,且处于边缘位置,通过设置第二成型面204,对该部分预先拉延,解决了因深度问题带来的拉延不充分问题。同时,边缘部分得到充分拉延,能减少边缘出现褶皱、回弹问题。
29.优选的,为了保护模具,所述压边组件200设置若干第一限位块206,若干所述第一限位块206排布于所述第一压边镶件202和所述第二压边镶件203四周;所述下模座301设置若干第二限位块304,若干所述第二限位块304分别与若干所述第一限位块206一一上下对应。限位块限制模具行程,防止模具损坏。
30.优选的,所述压边组件200还包括第一定位支架207和第二定位支架208,所述第一定位支架207分别设置于所述第一压边镶件202和第二压边镶件203的前后两侧,所述第二定位支架208分别设置于所述第一压边镶件202和第二压边镶件203的左右两侧。
31.通过设置第一定位支架207和第二定位支架208,对板料成型前起到了夹紧的作用,避免板料位置偏移。
32.优选的,所述下模组件300还包括限位螺钉305,所述限位螺钉305的底端连接于所述下模座301,所述限位螺钉305穿过所述压边圈201,所述限位螺钉305的顶端为限位端。
33.通过设置限位螺钉305,用于对压边组件200的上限位作用,避免了压边组件200与下模座301的分离。
34.进一步地,压边圈201设置行程调整套208,限位螺钉305穿过行程调整套208上下移动。行程调整套208能防止限位螺钉305左右移动带来的模具对接不精准问题的出现。
35.优选的,所述上模座101外侧设置外导板104,所述压边圈201外侧设置固定槽209,所述外导板104与所述固定槽209一一上下对应。
36.通过设置外导板104与固定槽209,实现上下模具对接的粗定位。
37.优选的,所述下模座301的四角设置引导柱306,所述压边圈201的四角设置与所述引导柱306上下滑动配合的缺口,所述引导柱306与所述缺口之间设置滑块210。
38.通过设置滑块210用于引导压边组件200的上下直线活动。
39.优选的,所述引导柱306之间连接可拆卸挡板307,所述挡板307设置观察孔308。
40.通过设置挡板307,防止压料过程中,板料崩出,造成人员损伤。挡板307设置观察孔308,便于观察压模组件200的运动。
41.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1