一种高位置度精密径向孔的加工夹具的制作方法
1.本实用新型属于工装设计领域,涉及一种加工夹具,具体涉及一种高位置度精密径向孔的铣加工夹具。
背景技术:
2.为满足装配需求,分布在长径比较大、壁厚较小的细长轴上的径向孔有较高的尺寸精度、位置精度及表面粗糙度要求。常规加工方法采用加工中心翻转加工,但由于细长轴刚性差,加工过程中极易产生切削颤振,导致零件变形,使得径向孔的位置精度超差、表面粗糙度难以保证。
技术实现要素:
3.本实用新型的目的:提供一种高位置度精密径向孔的加工夹具,采用轴向压紧、圆周压紧、高精度径向定位的方式,解决径向孔加工过程中位置度差、尺寸精度低的问题,定位准确,装夹稳定,可操作性强。
4.本实用新型的技术方案:
5.一种高位置度精密径向孔的加工夹具,包括轴向压紧装置、活动钳口、固定钳口、螺纹推杆、底座,所述的固定钳口设置在轴向压紧装置一端,所述的底座设置在所述的轴向压紧装置上,所述的活动钳口设置在轴向压紧装置上,并可在轴向压紧装置上移动,螺纹推杆穿过轴向压紧装置上的螺纹孔,压紧活动钳口;
6.底座上设置定位外径一、定位外径二、避让外径,所述的定位外径一、定位外径二上设置有异形压板,异形压板用于压紧零件,所述的定位外径一、定位外径二底部设置避让底孔,避让底孔与零件需加工的径向孔位置对应;
7.定位外径一、定位外径二与异形压板定位压紧工件的径向,轴向压紧装置压紧工件的轴向。
8.进一步,所述的定位外径一、定位外径二两侧设置有对称的校正开档。
9.进一步,所述的异形压板通过压紧螺栓穿过螺纹孔固定在底座上。
10.进一步,所述定位外径一、定位外径二与工件外径相适应。
11.进一步,所述异形压板采用圆弧面压紧工件,圆弧面直径尺寸与工件外径相适应,圆弧面的面积不大于1/2圆周面积;异形压板两端分别有供压紧螺栓穿过腰形槽和半开放腰形槽,节约工件装夹和取下时间。
12.进一步,所述校正开档根据工件轴向长度设置开档数量,至少设置两处,通过多点校正,精确找正工件外圆,消除轴线延长带来的误差。
13.本实用新型有益技术效果:本实用新型提供的一种高位置度精密径向孔的加工夹具,采用轴向压紧、圆周压紧、高精度径向定位的方式,装夹稳定可靠、精度高,可实现高位置度精密径向孔的加工,结构设计合理,制造成本低廉,可操作性强,有效提高了零件加工精度的稳定性。
附图说明
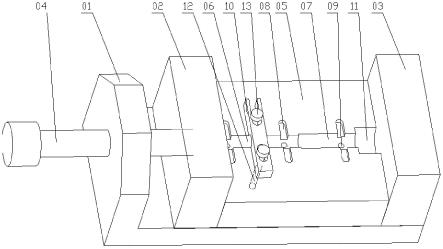
14.图1是一种高位置度精密径向孔的加工夹具的三维图;
15.图2是底座的三维图;
16.图3是异形压板的三维图;
17.图4是工件示意图;
18.其中,01-轴向压紧装置,02-活动钳口,03-固定钳口,04-螺纹推杆,05-底座,06-定位外径一、07-定位外径二,08-校正开档,09-避让底孔,10-异形压板,11-避让外径,12-螺纹孔,13-压紧螺栓。
具体实施方式
19.以下结合技术方案和附图,进一步说明本实用新型的具体实施方式。
20.如图1-3所示,一种高位置度精密径向孔的加工夹具,包括轴向压紧装置 01、活动钳口02、固定钳口03、螺纹推杆04、底座05、定位外径一06、定位外径二07、校正开档08、避让底孔09、异形压板10,避让外径11、螺纹孔12、压紧螺栓13。
21.所述底座05上设有圆周定位装置,圆周定位装置为定位外径一06或定位外径二07,圆周定位装置与异形压板10定位压紧工件的径向,轴向压紧装置 01压紧工件的轴向;所述底座05上设有定位外径一06,定位外径二07,校正开档08,避让底孔09,避让外径11,螺纹孔12;所述定位外径一06和定位外径二07与工件外径相适应;所述异形压板10采用圆弧面压紧工件,圆弧面直径尺寸与工件外径相适应;异形压板10上供压紧螺栓13穿过的两处开档,一处为腰形槽,另一处为半开放腰形槽,装夹时,将零件放入底座05,异形压板 10腰形槽端通过压紧螺栓13半固定在底座05上,以腰形槽端为中心将异形压板(10)半开放腰形槽端旋转到螺纹孔(12)上方位置,拧紧压紧螺栓(13),可实现快速装夹;将工件取下时,拧松两处压紧螺栓(13),以腰形槽端为中心将异形压板10半开放腰形槽端旋转到不干涉工件的位置,可实现工件的快速取下;所述校正开档08在定位外径一06和定位外径二07两侧对称分布,至少设置两处,工件装夹后,需对工件进行找正,找正时,首先将机床的测头高度调整到与工件中心同等高度,测头分别通过两处对称分布的校正开档08触碰到工件外圆直径的两端点,两端点连线的中点为工件中心轴线上的一点,运用同样的方法通过另外两处对称分布的校正开档8,找到工件中心轴线上的另一点,进而确定工件的中心轴线;第三处对称分布的校正开档8,可用来确认找正的正确性,一般用于首个工件加工前的确认;所述轴向压紧装置01通过拧紧所述螺纹推杆04,推动活动钳口02,将工件和底座05沿轴向并紧到固定钳口03上,工件一端通过与固定钳口03接触实现限位。
22.将工件放置在底座05上,工件外径分别与定位外径一06、定位外径二07、避让外径11相对应,工件一端通过与固定钳口03接触实现限位,用异形压板 10的圆周面将工件压紧,将两处压紧螺栓13拧入螺纹孔12实现工件的径向压紧,拧紧螺纹推杆04,推动活动钳口02,将工件和底座05沿轴向并紧到固定钳口03上即完成装夹。
23.尽管对本申请的技术方案进行了详细的描述,单本领域的技术人员在对本申请的技术方案的结构及内容进行合理的改变、替换或者变形等,这些变化或者改进的技术方案,均属于本申请的保护范围。
技术特征:
1.一种高位置度精密径向孔的加工夹具,其特征在于,包括轴向压紧装置、活动钳口、固定钳口、螺纹推杆、底座,所述的固定钳口设置在轴向压紧装置一端,所述的底座设置在所述的轴向压紧装置上,所述的活动钳口设置在轴向压紧装置上,并可在轴向压紧装置上移动,螺纹推杆穿过轴向压紧装置上的螺纹孔,压紧活动钳口;底座上设置定位外径一、定位外径二、避让外径,所述的定位外径一、定位外径二上设置有异形压板,异形压板用于压紧零件,所述的定位外径一、定位外径二底部设置避让底孔,避让底孔与零件需加工的径向孔位置对应;定位外径一、定位外径二与异形压板定位压紧工件的径向,轴向压紧装置压紧工件的轴向。2.根据权利要求1所述的高位置度精密径向孔的加工夹具,其特征在于,所述的定位外径一、定位外径二两侧设置有对称的校正开档。3.根据权利要求1所述的高位置度精密径向孔的加工夹具,其特征在于,所述的异形压板通过压紧螺栓穿过螺纹孔固定在底座上。4.根据权利要求1所述的高位置度精密径向孔的加工夹具,其特征在于,所述定位外径一、定位外径二与工件外径相适应。5.根据权利要求1所述的高位置度精密径向孔的加工夹具,其特征在于,所述异形压板采用圆弧面压紧工件,圆弧面直径尺寸与工件外径相适应,圆弧面的面积不大于1/2圆周面积;异形压板两端分别有供压紧螺栓穿过腰形槽和半开放腰形槽。6.根据权利要求2所述的高位置度精密径向孔的加工夹具,其特征在于,所述校正开档根据工件轴向长度设置开档数量,至少设置两处。
技术总结
本实用新型公开了一种高位置度精密径向孔的加工夹具,属于工装设计领域,包括轴向压紧装置、活动钳口、固定钳口、螺纹推杆、底座,所述的固定钳口设置在轴向压紧装置一端,所述的底座设置在所述的轴向压紧装置上,所述的活动钳口设置在轴向压紧装置上,并可在轴向压紧装置上移动,螺纹推杆穿过轴向压紧装置上的螺纹孔,压紧活动钳口,高位置度精密径向孔的加工夹具,采用轴向压紧、圆周压紧、高精度径向定位的方式,装夹精度高,产品质量稳定,可实现高位置度精密径向孔的加工。该夹具结构设计合理,制造成本低廉,可操作性强,显著提高了零件加工精度。工精度。工精度。
技术研发人员:吴清雨 聂玉亮 殷耀君 张帆 杨洪平
受保护的技术使用者:中国航空工业集团公司金城南京机电液压工程研究中心
技术研发日:2022.04.15
技术公布日:2022/11/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1