一种机外校正工装的制作方法
1.本实用新型一种钳工加工异型面的工装,属于机械加工技术领域。
背景技术:
2.目前的机械加工中,对于连杆两头小孔的加工,缺少一种高效的加工方法,常规加工方法是逐件两头对钻,每个零件需要装夹2次,换零件时又需要重新定位,操作繁琐,会产生大量装夹、找中心的时间。因此,需要一种机外校正工装可以高效完成连杆的钻孔工序,保证两头对钻的位置要求。
技术实现要素:
3.本实用新型的目的:提供了一种固定压板、锁紧螺母、定位销、装夹基座结构为一体,方便拆卸与安装的能够显著提高加工效率的机外校正工装。
4.本实用新型的技术方案:
5.一种机外校正工装,包括固定压板、定位销、装夹基座,所述的装夹基座顶部设置数个下槽,所述的下槽用于放置零件,所述的固定压板底部设置有与所述下槽数量相同、位置一一对应的上槽,所述的固定压板设置在装夹基座顶部,通过上槽与零件外径配合,将零件压紧在装夹基座顶部的下槽中,所述的定位销穿过装夹基座的下槽,限制零件的轴向窜动。
6.进一步,固定压板顶部中间设有孔,锁紧螺母设置在所述的孔内,锁紧螺母将固定压板固定在装夹基座上。
7.进一步,所述固定压板为长条形结构。
8.进一步,锁紧螺母为六棱柱结构。
9.进一步,定位销为回转体结构。
10.进一步,装夹基座为长条形结构。
11.进一步,装夹基座侧面短边设有孔,定位销穿过所述的孔安装在装夹基座内部,所述的定位销与孔间隙配合。
12.进一步,装夹基座的下槽为v型槽,槽底开方形口,防止应力集中。
13.进一步,固定压板的上槽为v型槽。
14.本实用新型的有益效果:本实用新型提出一种机外校正工装,组合工装通过定位销定位多个连杆,使用锁紧螺母将固定压板、装夹基座和连杆压紧。整个组合工装放置在加工中心的转盘上,加工完一边后转 180
°
加工另一边,大幅度减少了重复装夹定位的步骤,减少了重复装夹的误差,提高了精度。同时一次加工多个零件,充分释放了加工中心的自动化能力,在提高生产精度的前提下,尽可能降低了加工成本,提高了生产效率。
附图说明
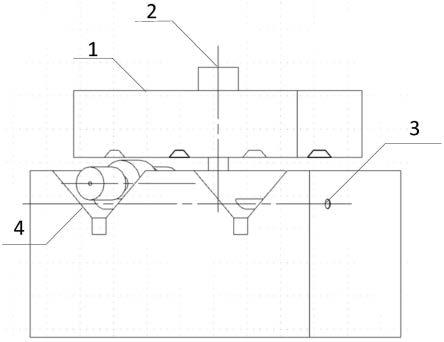
15.图1是机外校正工装的结构示意图;
16.其中1-固定压板、2-锁紧螺母、3-定位销、4-装夹基座。
具体实施方式
17.下面通过具体实施方式对本组合研磨工装作进一步的详细说明。
18.请参阅图1,一种机外校正工装,包括固定压板1、锁紧螺母2、定位销3、装夹基座4,所述固定压板1为长条形结构,固定压板1 顶部中间设有通孔,固定压板1底部分布数个v型槽。装夹基座4 为长条形结构,顶部设有数个v型槽,装夹基座4侧面短边设有圆孔。定位销3安装在装夹基座4圆孔内,两者间隙配合,该定位销起到对连杆在加工过程中的限位作用。固定压板1和装夹基座4将零件夹在中间,锁紧螺母2连接锁死固定压板1上和装夹基座4。
19.通过装夹基座4底部的v型槽和定位销3将多个连杆定位,装夹完成之后使用加工中心钻一边孔,之后转台旋转180
°
钻另一边孔。该工装一次装夹,可以保证两头对钻位置的准确性,减小了两次装夹的误差。
20.本机外校正工装通过组合固定压板1、锁紧螺母2、定位销3、装夹基座4,实现了多个连杆的机外校正,减少了装夹次数,提高了装夹精度,具有较大的实际应用价值。
21.本实用新型在机外校正工装中设计了一个v型槽,配合定位销3 卡住连杆头部,保证每次钻孔时位置的准确性。该工装可以推广至多个v型槽,可以一次性完成批次性的连杆钻孔工作,大幅度减少了传统四轴机床钻深长小孔的时间,提高了工作效率,同时克服了传统加工时每次都要找钻孔中心的缺点,具有较大的实际应用价值。
技术特征:
1.一种机外校正工装,其特征在于:包括固定压板、定位销、装夹基座,所述的装夹基座顶部设置数个下槽,所述的下槽用于放置零件,所述的固定压板底部设置有与所述下槽数量相同、位置一一对应的上槽,所述的固定压板设置在装夹基座顶部,通过上槽与零件外径配合,将零件压紧在装夹基座顶部的下槽中,所述的定位销穿过装夹基座的下槽,限制零件的轴向窜动。2.根据权利要求1所述的一种机外校正工装,其特征在于:固定压板顶部中间设有孔,锁紧螺母设置在所述的孔内,锁紧螺母将固定压板固定在装夹基座上。3.根据权利要求1所述的一种机外校正工装,其特征在于:所述固定压板为长条形结构。4.根据权利要求2所述的一种机外校正工装,其特征在于:锁紧螺母为六棱柱结构。5.根据权利要求1所述的一种机外校正工装,其特征在于:定位销为回转体结构。6.根据权利要求1所述的一种机外校正工装,其特征在于:装夹基座为长条形结构。7.根据权利要求1所述的一种机外校正工装,其特征在于:装夹基座侧面短边设有孔,定位销穿过所述的孔安装在装夹基座内部,所述的定位销与孔间隙配合。8.根据权利要求1所述的一种机外校正工装,其特征在于:装夹基座的下槽为v型槽,槽底开方形口,防止应力集中。9.根据权利要求1所述的一种机外校正工装,其特征在于:固定压板的上槽为v型槽。
技术总结
本实用新型涉及一种机外校正工装,属于机械加工技术领域,包括固定压板、定位销、装夹基座,所述的装夹基座顶部设置数个下槽,所述的下槽用于放置零件,所述的固定压板底部设置有与所述下槽数量相同、位置一一对应的上槽,所述的固定压板设置在装夹基座顶部,通过上槽与零件外径配合,将零件压紧在装夹基座顶部的下槽中,所述的定位销穿过装夹基座的下槽,限制零件的轴向窜动。本工装通过结构约束达成了多个零件的机外校正功能,实现了成组连杆的批次性自动钻孔,可以满足孔的各种尺寸要求。可以满足孔的各种尺寸要求。可以满足孔的各种尺寸要求。
技术研发人员:赵鑫 彭为康 杨雨晨 钱钧
受保护的技术使用者:中国航空工业集团公司金城南京机电液压工程研究中心
技术研发日:2022.04.15
技术公布日:2022/11/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1