复合铰刀自动组装焊接设备的制作方法
1.本实用新型涉及刀具生产领域,具体涉及复合铰刀自动组装焊接设备。
背景技术:
2.机械加工中,铰刀是常用的扩孔或者修孔刀具,在对孔的精加工中使用较多。现有铰刀一般由刀体和工作部组成,主要用于孔的半加工和精加工。
3.在复合铰刀的生产加工过程中,需要将刀体与工作部组装并实现固定连接。现有的连接方式多为焊接,焊接可保证连接强度。
4.现有的铰刀焊接操作多为人工手持焊枪来实现刀体与工作部的连接连接。但是,人工焊接不仅会消耗较多的人力劳动,人工成本较高,还会导致焊接精度较低,因此焊接后的铰刀报废率较高。
技术实现要素:
5.本实用新型的目的是:
6.研发一种复合铰刀自动组装焊接设备,可对铰刀的刀体和工作部进行定位和对位组装,并且自动实现两者的焊接操作,代替人工手持焊枪进行焊接的方式,降低人力劳动强度,提升焊接精度,降低铰刀的报废率。
7.为了实现上述目的,本实用新型提供如下的技术方案:
8.一种复合铰刀自动组装焊接设备,包括机座、定位座、装配气缸、治具块、升降模组以及电焊头;所述定位座位于机座上端面,所述定位座上设置有铰刀定位槽,所述定位座上设置有压块;所述装配气缸水平设置在机座顶部的支座侧面,所述治具块与装配气缸的活塞杆末端连接,所述治具块上设置有定位插孔;所述机座上端还设置有龙门架,所述升降模组竖向设置在龙门架顶部,所述电焊头通过升降架与升降模组的滑板连接。
9.优选的,所述治具块的定位插孔朝向定位座上的铰刀定位槽,所述支座上设置有导向块,所述导向块位于治具块底部的凹槽内。
10.优选的,所述铰刀定位槽具体位于定位座的顶部,所述铰刀定位槽水平设置,并且其横截面呈u形。
11.优选的,所述压块位于铰刀定位槽上方,所述压块呈t字形,并且压块通过螺丝与定位座可拆卸式连接。
12.优选的,所述龙门架呈倒置的凵形,所述定位座贯穿龙门架中部。
13.优选的,所述电焊头竖向设置,并且与铰刀定位槽的开口处上下位置相对应;所述电焊头与外部焊机电性连接。
14.本实用新型的有益效果为:一种复合铰刀自动组装焊接设备,结合定位座、压块、装配气缸、治具块、升降模组以及电焊头的整体利用,可对铰刀的刀体和工作部进行独立定位和对位组装,并且升降模组驱动电焊头下降进行焊接,自动实现两者的焊接操作,代替人工手持焊枪进行焊接的方式,从而降低人力劳动强度,减少人力成本,同时大幅提升焊接精
度,有利于降低铰刀的报废率。
附图说明
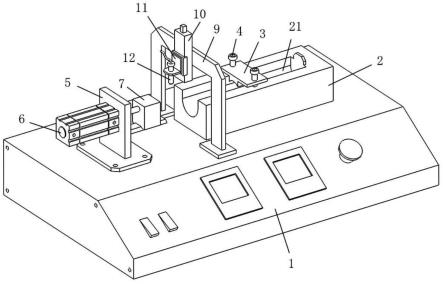
15.图1为本实用新型一种复合铰刀自动组装焊接设备的整体机构三维图。
16.图2为本实用新型一种复合铰刀自动组装焊接设备的另一视角的整体结构三维图。
17.图中:
18.1、机座;2、定位座;21、铰刀定位槽;3、铰刀定位槽;4、螺丝;5、支座;6、装配气缸;7、治具块;71、定位插孔;8、导向块;9、龙门架;10、升降模组;11、升降架;12、电焊头。
具体实施方式
19.为了使本实用新型的目的、技术方案及有益效果更加清楚、明了,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
20.参考图1和图2,一种复合铰刀自动组装焊接设备,包括机座1、定位座2、装配气缸6、治具块7、升降模组10以及电焊头12;所述定位座2位于机座1上端面,所述定位座2上设置有铰刀定位槽21,铰刀定位槽21用于对铰刀的刀体进行定位装夹,所述定位座2上设置有压块3,压块3用于压紧铰刀定位槽21内的刀体;所述装配气缸6水平设置在机座1顶部的支座5侧面,所述治具块7与装配气缸6的活塞杆末端连接,装配气缸6用于驱动治具块7往复移动,所述治具块7上设置有定位插孔71,定位插孔71用于对铰刀的工作部进行定位;所述机座1上端还设置有龙门架9,所述升降模组10竖向设置在龙门架9顶部,所述电焊头12通过升降架11与升降模组10的滑板连接,升降模组10用于驱动升降架11上下升降移动,电焊头12用于对铰刀的刀体与工作部进行焊接。
21.所述治具块7的定位插孔71朝向定位座2上的铰刀定位槽21,使刀体可与工作部形成组装,所述支座5上设置有导向块8,所述导向块8位于治具块7底部的凹槽内,导向块8用于对治具块7的往复移动进行导向,确保装配精准。
22.所述铰刀定位槽21具体位于定位座2的顶部,所述铰刀定位槽21水平设置,并且其横截面呈u形。
23.所述压块3位于铰刀定位槽21上方,所述压块3呈t字形,并且压块3通过螺丝4与定位座2可拆卸式连接,压块3压紧刀体实现稳固定位。
24.所述龙门架9呈倒置的凵形,所述定位座2贯穿龙门架9中部。
25.所述电焊头12竖向设置,并且与铰刀定位槽21的开口处上下位置相对应,从而可对工作部、刀体的连接处进行电焊操作;所述电焊头12与外部焊机电性连接;所述定位座2采用导电材质,并且定位座2与外部焊机电性连接。
26.本实用新型的工作原理为:首先将螺丝4拧下,取下压块3,装配气缸6的活塞杆处于缩回状态,实现让位;将刀体放入定位座2上的铰刀定位槽21内,并使刀体顶紧铰刀定位槽21的末端,然后将压块3放置在刀体上,拧紧螺丝4,实现刀体的稳固定位;
27.随后将工作部插入至治具块7的定位插孔71内,装配气缸6的活塞杆伸出,驱动治具块7沿导向块8朝向定位座2移动,移动到位后,工作部与刀体对位相接触;此时升降模组
10驱动升降架11向下移动,电焊头12下移,当电焊头12与工作部、刀体的连接处相接触时,可对工作部、刀体的连接处进行电焊操作,从而实现铰刀的自动焊接。
28.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
技术特征:
1.一种复合铰刀自动组装焊接设备,其特征在于:包括机座(1)、定位座(2)、装配气缸(6)、治具块(7)、升降模组(10)以及电焊头(12);所述定位座(2)位于机座(1)上端面,所述定位座(2)上设置有铰刀定位槽(21),所述定位座(2)上设置有压块(3);所述装配气缸(6)水平设置在机座(1)顶部的支座(5)侧面,所述治具块(7)与装配气缸(6)的活塞杆末端连接,所述治具块(7)上设置有定位插孔(71);所述机座(1)上端还设置有龙门架(9),所述升降模组(10)竖向设置在龙门架(9)顶部,所述电焊头(12)通过升降架(11)与升降模组(10)的滑板连接。2.根据权利要求1所述的一种复合铰刀自动组装焊接设备,其特征在于:所述治具块(7)的定位插孔(71)朝向定位座(2)上的铰刀定位槽(21),所述支座(5)上设置有导向块(8),所述导向块(8)位于治具块(7)底部的凹槽内。3.根据权利要求2所述的一种复合铰刀自动组装焊接设备,其特征在于:所述铰刀定位槽(21)具体位于定位座(2)的顶部,所述铰刀定位槽(21)水平设置,并且其横截面呈u形。4.根据权利要求3所述的一种复合铰刀自动组装焊接设备,其特征在于:所述压块(3)位于铰刀定位槽(21)上方,所述压块(3)呈t字形,并且压块(3)通过螺丝(4)与定位座(2)可拆卸式连接。5.根据权利要求4所述的一种复合铰刀自动组装焊接设备,其特征在于:所述龙门架(9)呈倒置的凵形,所述定位座(2)贯穿龙门架(9)中部。6.根据权利要求5所述的一种复合铰刀自动组装焊接设备,其特征在于:所述电焊头(12)竖向设置,并且与铰刀定位槽(21)的开口处上下位置相对应;所述电焊头(12)与外部焊机电性连接。
技术总结
本实用新型涉及一种复合铰刀自动组装焊接设备,包括机座、定位座、装配气缸、治具块、升降模组以及电焊头;所述定位座位于机座上端面,所述定位座上设置有铰刀定位槽,所述定位座上设置有压块;所述装配气缸水平设置在机座顶部的支座侧面,所述治具块与装配气缸的活塞杆末端连接,所述治具块上设置有定位插孔;所述机座上端还设置有龙门架,所述升降模组竖向设置在龙门架顶部,所述电焊头通过升降架与升降模组的滑板连接。本实用新型可对铰刀的刀体和工作部进行定位和对位组装,并且自动实现两者的焊接操作,代替人工手持焊枪进行焊接的方式,降低人力劳动强度,提升焊接精度,降低铰刀的报废率。的报废率。的报废率。
技术研发人员:陈勤忠 陈晓雷 石志刚
受保护的技术使用者:常熟凯德数控刀具有限公司
技术研发日:2022.04.27
技术公布日:2022/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1