锅具加工用的模具的制作方法
1.本技术涉及炊具加工,具体而言,涉及一种锅具加工用的模具。
背景技术:
2.复底锅一般都是通过焊接、镶嵌、粘接、挤压成型等工艺来实现的;
3.然而,在相关技术中,复底片外形规则,便于将复底片挤压成型到复底锅底部;但对于外形不规则的复底片不易在锅底进行挤压成型。
4.现在目前没有一种将外形不规则的复底片准确复底到锅具的底部的模具。
技术实现要素:
5.本技术的内容部分用于以简要的形式介绍构思,这些构思将在后面的具体实施方式部分被详细描述。本技术的内容部分并不旨在标识要求保护的技术方案的关键特征或必要特征,也不旨在用于限制所要求的保护的技术方案的范围。
6.本技术的一些实施例提出了一种锅具加工用的模具,凹模,被构造为具有一个用于成型锅具的外形的成型腔;
7.底座,提供一个用于安装模芯的支撑面以使底座支撑凹模;
8.凸模,被构造为具有一个复合压面与内腔相抵与凹膜共同形成成型腔;
9.工作台,被构造为具有一个工作台面以使挤压成型锅具的底面;
10.压模,被构造为具有一个用于锅具压制成型的圆弧角以使锅具形成内部空间;
11.锅具加工用的模具还包括:
12.导向件,用于导向工作台的移动方向以使工作台至少能沿导向件延伸的方向滑动与复底面相抵;
13.弹性件,被构造为连接底座和工作台以使工作台面高于复底座形成凹腔
14.其中,工作台设有台阶以使凹模至少部分与台阶贴合层次成型腔;凹腔的深度与复底片的厚度一样以使复底片与凹腔贴合。
15.进一步的,工作台上设有导向槽,被构造为至少部分与导向的贴合以使导向件至少能沿导向槽的延伸方向滑动。
16.进一步的,底座与复底座一体成型。
17.进一步的,台阶被构造为沿工作台高度的延伸方向相异的方向内凹。
18.进一步的,工作台设有配合槽,被构造为沿工作台高度方向贯穿以使复底座至少部分与配合槽贴合。
19.进一步的,底座至少部分沿底座高度的延伸方向凸起形成凸台。
20.进一步的,配合槽至少部分沿复底座相异的延伸方向滑动以使复底面与锅具贴合。
21.进一步的,成型腔设有圆角。
22.进一步的,复底片材质采用金属材料。
23.本技术的有益之处在于提供了一种便于对不规则形状的复底片定位和复底工艺的锅具加工用的模具。
附图说明
24.构成本技术的一部分的附图用来提供对本技术的进一步理解,使得本技术的其它特征、目的和优点变得更明显。本技术的示意性实施例附图及其说明用于解释本技术,并不构成对本技术的不当限定。
25.另外,贯穿附图中,相同或相似的附图标记表示相同或相似的元素。应当理解附图是示意性的,元件和元素不一定按照比例绘制。
26.在附图中:
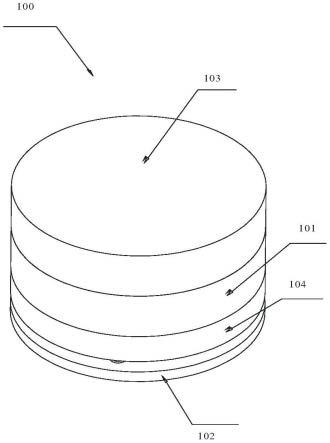
27.图1是本技术实施例的锅具加工用的模具整体结构示意图;
28.图2是本技术实施例的锅具加工用的模具的爆炸图;
29.图3是本技术实施例的锅具加工用的模具剖视立体图;
30.图4是本技术实施例的中底座和复底座的结构示意图;
31.图5使本技术实施例中工作台与底座配合后的示意图;
32.图6是本技术实施例中工作台和凹模配合后的示意图;
33.图7是本技术实施例中工作台的结构示意图;
34.图中附图标记的含义:
35.100、模具;
36.101、凹模;101a、成型腔;101b、圆角;101c、凹腔;
37.102、底座;;
38.103、凸模;103a、复合压面;
39.104、工作台;104a、工作台面;104b、导向槽;104c、台阶;104d、配合槽;
40.105、压模;105a、圆弧角;
41.106、复底片;
42.108、导向件;
43.109、复底座;109a、挤压面;
44.110、凸台;
45.111、弹性件;
具体实施方式
46.下面将参照附图更详细地描述本公开的实施例。虽然附图中显示了本公开的某些实施例,然而应当理解的是,本公开可以通过各种形式来实现,而且不应该被解释为限于这里阐述的实施例。相反,提供这些实施例是为了更加透彻和完整地理解本公开。应当理解的是,本公开的附图及实施例仅用于示例性作用,并非用于限制本公开的保护范围。
47.另外还需要说明的是,为了便于描述,附图中仅示出了与有关发明相关的部分。在不冲突的情况下,本公开中的实施例及实施例中的特征可以相互组合。
48.需要注意,本公开中提及的“第一”、“第二”等概念仅用于对不同的装置、模块或单元进行区分,并非用于限定这些装置、模块或单元所执行的功能的顺序或者相互依存关系。
49.需要注意,本公开中提及的“一个”、“多个”的修饰是示意性而非限制性的,本领域技术人员应当理解,除非在上下文另有明确指出,否则应该理解为“一个或多个”。
50.本公开实施方式中的多个装置之间所交互的消息或者信息的名称仅用于说明性的目的,而并不是用于对这些消息或信息的范围进行限制。
51.下面将参考附图并结合实施例来详细说明本公开。
52.参照图1和图2所示的作为实施例的锅具加工用的模具,包括:凹模101,被构造为具有一个用于成型锅具的外形的成型腔101a;
53.底座102,提供一个用于安装模芯的支撑面以使底座102支撑凹模101;
54.凸模103,被构造为具有一个复合压面103a与内腔相抵与凹膜共同形成成型腔101a;
55.工作台104,被构造为具有一个工作台面104a以使挤压成型锅具的底面;
56.复底片106,提供一个用于贴合锅具的复底面106a以使形成锅具的复底面;
57.锅具加工用的模具还包括:
58.导向件108,用于导向工作台104的移动方向以使工作台104能沿导向件108延伸的方向滑动与复底面106a相抵;
59.弹性件111,被构造为连接底座102和工作台104以使工作台104面高于复底座109a形成凹腔101c
60.其中,工作台104设有台阶104c以使凹模101至少部分与台阶104c贴合形成成型腔101a;凹腔101c的深度与复底片106的厚度一样以使复底片106与凹腔101c贴合;由于复底片106能放入凹腔101c内,因此对复底片106进行了径向的限位,有利于复底片106准确的挤压进锅具底部,使锅具在使用时受热更稳定均匀。
61.具体而言,工作台104上设有导向槽104b,被构造为至少部分与导向的贴合以使导向件108至少能沿导向槽104b的延伸方向滑动;这样能准确的使工作台104移动的更加稳定,使复底片106更加的准确的在锅具底部成型。
62.具体而言,底座102与复底座109一体成型;这样能使复底座109强度更好,这样使得在挤压的时候复底片106受到挤压力不会位移,提高了复底工艺的稳定性。
63.具体而言,台阶104c被构造为沿工作台104高度的延伸方向相异的方向内凹以使凹模101与台阶104c配合,具体的说凹模101和台阶104c为过渡配合;这样工作台104与凹模101结合完好,使挤压的时候凹模101不会径向错位,提高了复底片106成型的稳定性。
64.具体而言,工作台104设有配合槽104d,被构造为沿工作台104高度方向贯穿以使复底座109至少部分与配合槽104d贴合;这样在挤压的时候工作台104的位移会在配合槽104d内移动,从而对进行径向的定位,如此便不会导致复底片106径向位位移;使复底片106在锅具底部成型更准确。
65.具体而言,底座102至少部分沿底座102高度的延伸方向凸起形成凸台110;由于凸台110的设置,因此能对工作台104进行定位,使得复底片106准确的挤进锅具的底部。
66.具体而言,导向件108设有弹性件111;被构造为连接底座102和工作台104以使工作台104底面高于凸台。
67.110;其中,工作台104底面和凸台110上端面的距离为复底片106嵌入锅具的厚度;由于弹性件111的设置,因此能使工作台104自动复位,使得锅具快速脱离复底座109。
68.具体而言,配合槽104d至少部分向靠近底座120的方向滑动以使复底面106a与锅具贴合;这样能使复底片106完整的与锅具底部贴合,复底工艺的稳定性。
69.具体而言,成型腔101a设有圆角101b;由于圆角101b的设置,因此在脱模的时候能使锅具更加容易脱模。
70.具体而言,复底片106材质采用金属材料;金属材料涂有防锈材料能防止复底片106生锈,使用时升温更加稳定均匀。
71.以上描述仅为本公开的一些较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本公开的实施例中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离上述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本公开的实施例中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1