一种带钢导卫开口度自动控制装置的制作方法
1.本实用新型属于导卫调整装置,具体为一种带钢导卫开口度自动控制装置。
背景技术:
2.带钢行业中,粗轧和精轧机入口位置设有侧导卫装置,为控制板型常将入口导卫侧导板开度调整至带钢宽度,控制不同板宽、不同规格轧件与轧制中心线对中,确保轧制出的带钢产品质量。现有的入口导卫侧导板开度的调整通常为液压手动调整,调整过程中通过人为测量导卫宽度,这就存在如下问题:1.人为测量存在位置偏差、数值偏差;2.操作工不认真调整会导致中心线偏移使轧制过程中造成两侧的轧制力偏差过大;3人为更换导卫宽度易影响轧制节奏,轧制效率低下;4.设备始终处于运转过程中,手动更改导卫时存在重大的安全隐患。
3.因此,研究出一种全自动控制导卫开口度的装置尤为必要。
技术实现要素:
4.为了解决上述背景技术中的问题,本实用新型提供一种带钢导卫开口度自动控制装置,使用该装置避免了手动调整导卫产生的误差,降低了轧辊的不均匀磨损,且大大提高了生产效率。
5.本实用新型采用以下技术方案:一种带钢导卫开口度自动控制装置,包括具有向外扩展开口的第一导卫板和第二导卫板,第一导卫板和第二导卫板设置于带钢行程路径的两侧,第一导卫板的外侧壁上连接有第一液压缸,第二导卫板的外侧壁上连接有第二液压缸,第一液压缸和第二液压缸均通过液压阀站与控制系统连接;控制系统控制第一液压缸和第二液压缸的伸缩端伸缩以调整第一导卫板和第二导卫板的开口度。
6.进一步的,液压阀站包括第一液压阀站和第二液压阀站,第一液压阀站与第一液压缸连接,第二液压阀站与第二液压缸连接;
7.第一液压缸和第二液压缸均包括密封分隔的第一腔室和第二腔室,第二腔室内设有伸缩杆,第一液压缸的伸缩杆与第一导卫板的侧壁连接,第二液压缸的伸缩杆与第二导卫板的侧壁连接;
8.第一液压阀站包括液压换向阀和与液压换向阀连接的节流阀组,节流阀组包括第一节流阀和第二节流阀,液压换向阀通过第一节流阀与第一腔室连接,液压换向阀通过第二节流阀与第二腔室连接;第二液压阀站的结构与第一液压阀站的结构相同。
9.进一步的,第一导卫板和第二导卫板的外侧壁固定连接有支架,支架上横向贯穿有销轴,伸缩杆的下部开设有横向贯通孔,伸缩杆通过横向贯通孔与销轴连接,伸缩杆伸缩移动带动第一导卫板和第二导卫板移动。
10.进一步的,还包括液压锁,液压锁设置于液压换向阀和节流阀组之间。
11.进一步的,第一节流阀与第一腔室之间的液压油输送管道上设有第一压力传感器,第二节流阀与第二腔室之间的液压油输送管道上设有第二压力传感器。
12.进一步的,第一液压缸和第二液压缸上均设有位置传感器。
13.进一步的,控制系统为plc控制系统,plc控制系统分别与第一压力传感器、第二压力传感器、位置传感器、以及液压阀站通讯连接。
14.与现有技术相比,本实用新型的有益效果为:
15.(1)本实用新型的带钢导卫开口度自动控制装置的自动化程度较高,无需人为操作即可调整导卫的开口度,且通过液压阀站对开口度进行调整,调整精度较高。
16.(2)本实用新型的带钢导卫开口度自动控制装置上的位置传感器、压力传感器、液压阀站、以及控制系统形成闭环控制,可根据带钢的宽度实时调整导卫开口度的大小,且当检测到带钢偏向某一侧时能自动报警提醒工作人员,避免了废钢的产生。
附图说明
17.为了更清楚的说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见的,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
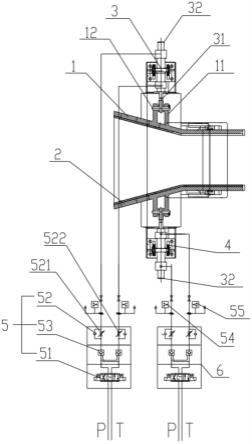
18.图1为本实用新型带钢导卫开口度自动控制装置的整体结构图;
19.图2为本实用新型带钢导卫开口度自动控制装置的控制流程图(一);
20.图3为本实用新型带钢导卫开口度自动控制装置的控制流程图(二);
21.其中:1-第一导卫板,11-支架,12-销轴,2-第二导卫板,3-第一液压缸,31-伸缩杆,32-位置传感器,4-第二液压缸,5-第一液压阀站,51-液压换向阀,52-节流阀组,521-第一节流阀,522-第二节流阀,53-液压锁,54-第一压力传感器,55-第二压力传感器,6-第二液压阀站,7-plc控制系统。
具体实施方式
22.下面将结合本实用新型中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通的技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本实用新型的保护范围。
23.下面结合附图1至附图3以及具体实施例详细论述本实用新型。
24.如图1-3所示,本实用新型提供一种带钢导卫开口度自动控制装置,包括具有向外扩展开口的第一导卫板1和第二导卫板2,第一导卫板1和第二导卫板2设置于带钢行程路径的两侧,第一导卫板1的外侧壁上连接有第一液压缸3,第二导卫板2的外侧壁上连接有第二液压缸4,第一液压缸3和第二液压缸4均通过液压阀站与控制系统连接;控制系统控制第一液压缸3和第二液压缸4的伸缩端伸缩以调整第一导卫板1和第二导卫板2的开口度。本实用新型的第一导卫板1和第二导卫板2的开口度通过控制系统自动调节,杜绝了人为原因导致导卫不对中的不利因素,且消除了人为测量存在的各种安全隐患。
25.具体的,本实施例的液压阀站包括第一液压阀站5和第二液压阀站6,第一液压阀站5与第一液压缸3连接,第二液压阀站6与第二液压缸4连接;第一液压缸3和第二液压缸4均包括密封分隔的第一腔室和第二腔室,第二腔室内设有伸缩杆31,伸缩杆31的末端与第
一导卫板1或第二导卫板2的侧壁连接,伸缩杆31的伸缩移动带动第一导卫板1或第二导卫板2的移动,进而调整开口度大小;第一液压阀站5和第二液压阀站6均包括液压换向阀51和与液压换向阀51连接的节流阀组52,节流阀组52包括第一节流阀521和第二节流阀522,液压换向阀51通过第一节流阀521与第一腔室连接,液压换向阀51通过第二节流阀522与第二腔室连接,第一腔室和第二腔室内均充满液压油,通过液压换向阀51实现对第一腔室和第二腔室内的液压油进行增压和泄压,以实现伸缩杆31的伸缩。
26.需要说明的是,本实用新型中的第一液压缸3与第二液压缸4的结构相同,第一液压阀站5和第二液压阀站6的结构相同;第一液压缸3、第一液压阀站5与控制系统之间形成独立的闭环控制系统,第二液压缸4、第二液压阀站6、与控制系统之间形成独立的闭环控制系统,实现对导卫开口度的调整。
27.具体的,本实施例的第一导卫板1和第二导卫板2的外侧壁固定连接有支架11,支架11上横向贯穿有销轴12,伸缩杆31的下部开设有横向贯通孔,伸缩杆31通过横向贯通孔与销轴12连接,伸缩杆31伸缩移动带动第一导卫板1和第二导卫板2移动,从而实现第一导卫板1和第二导卫板2开口度的调节。
28.具体的,本实施例还包括液压锁53,液压锁53设置于液压换向阀51和节流阀组52之间。液压锁53的目的是锁住回路,不让回路中的液压油有流动,从而保证第一液压缸3和第二液压缸4在外界有一定载荷的情况下仍能保持其静止不动,进而保证导卫开口度的稳定性。
29.具体的,本实施例的第一节流阀521与第一腔室之间的液压油输送管道上设有第一压力传感器54,第二节流阀522与第二腔室之间的液压油输送管道上设有第二压力传感器55,压力传感器用于检测第一腔室和第二腔室内的压力,并反馈至控制系统,第一液压缸3和第二液压缸4的上均设有位置传感器32,位置传感器32用于检测第一液压缸3和第二液压缸4的实时位置,并反馈至控制系统。
30.具体的,本实施例的控制系统为plc控制系统7,plc控制系统7分别与第一压力传感器54、第二压力传感器55、位置传感器32、以及液压阀站通讯连接,形成闭环控制,可以实时的根据来料宽度调整第一导卫板1和第二导卫板2的开口度。
31.本实用新型的工作原理为:
32.在使用本实用新型的带钢导卫开口度自动控制装置之前对第一导卫板1和第二导卫板2的开口度以及位置进行标定,并通过plc控制系统记录,当对带钢进行轧制时,由plc控制系统7发出指令控制第一液压缸3和第二液压缸4动作使第一导卫板1和第二导卫板2的开口至设定宽度。
33.当来料宽度大于当前导卫设定宽度时,第一液压缸3和第二液压缸4上的第一压力传感器521和第二压力传感器522显示的实际数值大于设定值时,第一压力传感器521和第二压力传感器522将信号传输至plc控制系统,由plc控制系统下发指令输出信号至第一液压阀站5和第二液压阀站6,第一液压阀站5和第二液压阀站6根据信号的变化控制两侧的液压油输送管道的流向实现控制伸缩杆31的伸缩,第一液压缸3和第二液压缸4上装有位置传感器32,通过位置传感器32实时反馈第一导卫板1和第二导卫板2的位置,当导卫宽度达到预设宽度时,第一液压阀站5和第二液压阀站6停止动作,并经液压锁53锁住,使第一导卫板1和第二导卫板2保持当前开度。
34.当来料宽度小于当前导卫设定宽度时,第一液压缸3和第二液压缸4上的第一压力传感器521和第二压力传感器522显示的实际数值小于设定值时,第一压力传感器521和第二压力传感器522将信号传输至plc控制系统7,由plc控制系统7下发指令输出信号至第一液压阀站5和第二液压阀站6,第一液压阀站5和第二液压阀站6根据信号的变化控制两侧的液压油输送管道的流向实现控制伸缩杆的伸缩,第一液压缸3和第二液压缸4上装有位置传感器32,通过位置传感器32实时反馈第一导卫板1和第二导卫板2的位置,当导卫宽度达到预设宽度时,第一液压阀站5和第二液压阀站6停止动作,并经液压锁53锁住,使第一导卫板1和第二导卫板2保持当前开度。
35.当带钢偏向第一导卫板1或第二导卫板2时,因第一液压缸3或第二液压缸4的压力发生变化,此时plc控制系统7可根据第一液压缸3上的压力传感器和第二液压缸4上的压力传感器反馈的压力信号判断带钢是否偏向某一侧,假如第一液压缸3的压力大于第二液压缸4的压力,plc控制系统7可自动判断带钢偏向第一导卫板1,此时,可通过报警或者画面显示的方式通知操作员去调整带钢,避免产生废钢以及减小带钢对第一导卫板1或第二导卫板2的磨损。
36.以上借助具体实施例对本实用新型做了进一步描述,但是应该理解的是,这里具体的描述,不应理解为对本实用新型的实质和范围的限定,本领域内的普通技术人员在阅读本说明书后对上述实施例做出的各种修改,都属于本实用新型所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1