一种对中装置及使用该装置的冲孔下料一体机的制作方法
1.本实用新型属于钢板弹簧制造技术领域,尤其涉及一种对中装置及使用该装置的冲孔下料一体机。
背景技术:
2.钢板弹簧是汽车悬架系统中最为关键的减振元件,不同的汽车配件以不同规格的钢板弹簧,同一辆汽车上都要成对配用的钢板弹簧,钢板弹簧是汽车悬架系统中最为关键的减振元件,不同的汽车配件以不同规格的钢板弹簧,同一辆汽车上都要成对配用的钢板弹簧,目前在钢板弹簧生产过程中,一般先由带状钢板切断、冲孔形成板簧毛坯,目前大多数板簧在生产过程中一般先由切断设备根据尺寸需求切断,随后将板簧拿放至冲孔机下方进行冲孔,工序较为繁杂且浪费人力物力,另外在板簧冲孔时板簧位置可能位于冲孔设备下方的不同位置,冲孔位置也会不同,在冲孔时也无法用人工调整无法达到设计要求;因此开发出来一种可实现不同宽度规格原材料自动对中的对中装置及使用该装置的冲孔下料一体机具有重要的应用意义。
技术实现要素:
3.本实用新型的目的在于提供一种对中装置及使用该装置的冲孔下料一体机,以解决现有的汽车钢板弹簧在生成过程中工序较为繁杂、浪费人力物力且板簧在冲孔过程中无法对中导致冲孔位置产生较大差距的问题,从而提供一种可实现不同宽度规格原材料自动对中的对中装置及使用该装置的冲孔下料一体机具有重要的应用意义。
4.为实现上述目的,本实用新型提供的技术方案是:
5.一种对中装置,包括对中装置本体,所述的对中装置本体底部设置有冲孔下底板,冲孔下底板上端固定设置有校中冲孔垫板,校中冲孔垫板底部为圆盘型,旋臂内侧卡接孔,旋臂位于圆盘外侧并与圆盘滑动连接,所述的旋臂端部连接设置有气缸,校中冲孔垫板前后侧壁上开设有固定孔,导柱后端部位于固定孔内并与校中冲孔垫板固定连接,方滑块位于校中冲孔垫板前后两端并与导柱滑动连接,所述的方滑块上端固定连接有对中滑块,对中滑块内侧设置的校中头位于推料板之间,推料板位于冲孔底膜左右两端部上端,冲孔底膜位于校中冲孔垫板中部正上方;
6.有益效果:通过设置对中装置本体,对中装置底部设置有冲孔下底板,冲孔下底板上方固定设置有校中冲孔垫板,校中冲孔垫板底部设置的圆盘外部套设有旋臂,旋臂可进行360
°
旋转,旋臂前后端部设置有弧形状长条孔,方滑块位于旋臂前后端部上方且底部通过销轴与弧形状长条孔滑动连接,旋臂端部连接有气缸,在校中冲孔垫板正上方设置有冲孔底膜,推料板位于冲孔底膜左右两端部上端且推料板之间设置有间隔,对中滑块位于方滑块正上方且对中滑块伸出的校中头位于间隔之间,旋臂旋动时由于方滑块底部设置的销轴位于弧形状长条孔内,方滑块可进行前后滑动同时带动对中滑块前后滑动,使用过程中可先输入参数到电脑后plc进行识别信息,原材料放入推料板、冲孔底膜设置的间隔后,感
应开关感应到原材料后,传递信号给plc,plc传递信号给第一油缸进行冲孔,同时气缸启动(油缸下降信号与气缸的启动信号并联),气缸推动旋臂,旋臂围绕冲孔中心做旋转运动,对中滑块在推料板内做限位运动,带动校中圆轮将位于推料板、冲孔底膜设置的间隔原材料推至中心,进行冲孔,整个过程自动进行同时对中可有效防止板簧件在进行冲孔时因放置位置或板簧件不规则导致冲孔位置偏差较大。
7.进一步地,旋臂中部开设有卡接孔,卡接孔左右两端开设有弧形状长条孔,所述的旋臂右端部设置有连接孔,通过设置卡接孔,卡接孔套设在校中冲孔垫板底部设置的圆盘外侧可进行360
°
旋转,卡接孔外侧设置有弧形状长条孔,旋臂进行旋转过程中由于弧形状长条孔的作用方滑块可做限位运动,连接孔通过销轴与气缸端部连接。
8.进一步地,校中冲孔垫板底部为圆盘,圆盘上端为正方体,正方体前后侧壁上开设有固定孔,圆盘、正方体为一体式结构;
9.一种冲孔下料一体机,包括冲孔下料一体机本体,所述的冲孔下料一体机本体底部设置有支撑下底板,支撑下底板四角处上端设置有丝杠,丝杠上端设置有支撑上顶板,支撑下底板、丝杠、支撑上顶板组成方形框架,支撑上顶板上端前部设置有控制柜,控制柜后方支撑上顶板上端设置有油缸,油缸底部穿过支撑上顶板分别连接有冲孔设备及切断设备,冲孔设备及切断设备位于支撑下底板上端;
10.有益效果:通过设置冲孔下料一体机,冲孔下料一体机设置有控制柜,可在控制柜预先输入plc程序,由plc程序控制冲孔设备运行过程中冲孔位置及切断设备运行过程中切断尺寸,在冲孔设备及切断设备冲孔及切断之前,先由标尺测量出设定尺寸,随后冲孔设备设置的冲头向下进行对刀(例如数控车床加工之前对刀程序),切断设备运行之前先由测量尺进行测量,到达设定位置时上切刀下压完成切断原点设置,切断设备位于冲孔设备后方,将冲孔设备、切断设备设置为一体式,并完全由电气系统进行控制无需人力同时带状钢板冲孔后随即由切断设备进行切断,无需将带状移动至切断机重新进行切断,节省了人力、物力,缩短了加工时间提高了工作效率;
11.进一步地,冲孔设备底部设置有冲孔下底板,冲孔下底板上端设置有对中装置本体,所述的冲孔下底板正上方设置有冲孔上底板,冲孔上底板同时位于对中装置本体上方,所述的冲孔上底板上端设置有第一油缸,冲孔装置顶部穿过冲孔上底板与第一油缸配合连接;在冲孔设备顶部设置有第一油缸,冲孔装置位于第一油缸下方并与冲孔装置配合连接,冲孔装置底部设置有冲头,冲孔装置与第一油缸配合可实现上下移动,冲孔装置下方设置有冲孔支撑块,带状钢板位于冲孔支撑块上方,冲孔装置在plc控制下并由第一油缸供油向下运动实现冲孔动作,冲孔支撑块下方设置有旋臂,旋臂连接有气缸,气缸带动旋臂转动并同时带动冲孔支撑块开合完成校正对中作用;
12.进一步地,切断设备底部设置有切断下底板,切断下底板对角处上端设置有切断导柱,切断导柱上方设置有切断上底板,所述的切断下底板左半部上端设置有下切刀架,下切刀架正上方设置有压簧板,压簧板上端连接有压簧,所述的压簧顶部与切断上底板底部固定连接,所述的压簧及压簧板右端设置有上切刀,所述的上切刀位于切断上底板底部下端,所述的切断上底板顶部与第二油缸配合连接;通过设置第二油缸,第二油缸下方与切断上底板配合连接,可实现切断上底板上下运动,切断上底板可带动压簧板及上切刀向下及向上运动,带状钢板运动至切断设备下方时,由plc控制第二油缸供油切断上底板下压同时
带动压簧板下压由于压簧的作用压簧板可对带状钢板进行固定防止其在切断过程中晃动,上切刀下压并与下切刀架配合完成带状钢板切断,在切断上底板及切断下底板对角处设置有导柱及导套,导柱及导套配合使用可实现切断上底板向下运动过程中定位作用;总的来讲:本实用新型具有结构简单、自动化程度高、切断、冲孔一体完成且可实现不同宽度规格原材料的自动对中冲孔精度高的优点。
附图说明
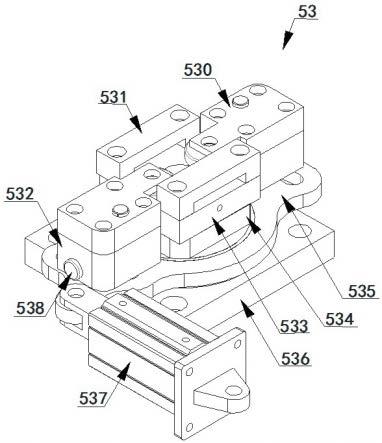
13.图1为本实用新型对中装置的立体结构示意图;
14.图2为本实用新型旋臂的立体结构示意图;
15.图3为本实用新型校中冲孔垫板的立体结构示意图;
16.图4为本实用新型冲孔下料一体机的立体结构示意图;
17.图5为本实用新型冲孔设备的立体结构示意图;
18.图6为本实用新型冲孔设备的主视结构示意图;
19.图7为本实用新型切断设备的立体结构示意图。
20.附图标记:0、冲孔下料一体机本体
ꢀꢀ
1、控制柜
ꢀꢀ
2、支撑顶板
ꢀꢀ
3、油缸
ꢀꢀ
4、丝杠
ꢀꢀ
5、冲孔设备
ꢀꢀ
50、第一油缸
ꢀꢀ
51、冲孔上底板
ꢀꢀ
53、对中装置本体
ꢀꢀ
530、对中滑块
ꢀꢀ
531、推料板
ꢀꢀ
532、方滑块
ꢀꢀ
533、冲孔底膜
ꢀꢀ
534、校中冲孔垫板
ꢀꢀ
5340、正方体
ꢀꢀ
5341、固定孔
ꢀꢀ
5342、圆盘
ꢀꢀ
535、旋臂
ꢀꢀ
5350、弧形长条孔
ꢀꢀ
5351、卡接孔
ꢀꢀ
5352、连接孔
ꢀꢀ
536、冲孔下底板
ꢀꢀ
537、气缸
ꢀꢀ
538、导柱
ꢀꢀ
55、冲孔装置
ꢀꢀ
6、切断设备
ꢀꢀ
60、第二油缸
ꢀꢀ
61、切断上底板
ꢀꢀ
62、切断导柱
ꢀꢀ
63、压簧
ꢀꢀ
64、压簧板
ꢀꢀ
65、下刀架
ꢀꢀ
66、上切刀
ꢀꢀ
67、切刀下底板
ꢀꢀ
7、支撑下底板。
具体实施方式
21.下面结合附图对本实用新型的实施方式作进一步说明。
22.本实用新型的具体实施方式,如图1、图2所示,一种对中装置,包括对中装置本体53,所述的对中装置本体53底部设置有冲孔下底板536,冲孔下底板536上端固定设置有校中冲孔垫板534,校中冲孔垫板534底部为圆盘5342型,旋臂535内侧卡接孔5351,旋臂535位于圆盘5342外侧并与圆盘5342滑动连接,所述的旋臂535端部连接设置有气缸537,校中冲孔垫板534前后侧壁上开设有固定孔5341,导柱538后端部位于固定孔5341内并与校中冲孔垫板534固定连接,方滑块532位于校中冲孔垫板534前后两端并与导柱538滑动连接,所述的方滑块532上端固定连接有对中滑块530,对中滑块530内侧设置的校中头位于推料板531之间,推料板531位于冲孔底膜533左右两端部上端,冲孔底膜533位于校中冲孔垫板534中部正上方;通过设置对中装置本体53,对中装置本体53底部设置有冲孔下底板536,冲孔下底板536上方固定设置有校中冲孔垫板534,校中冲孔垫板534底部设置的圆盘5342外部套设有旋臂535,旋臂535可进行360
°
旋转,旋臂535前后端部设置有弧形状长条孔5350,方滑块532位于旋臂535前后端部上方且底部通过销轴与弧形状长条孔5350滑动连接,旋臂535端部连接有气缸537,在校中冲孔垫板534正上方设置有冲孔底膜533,推料板531位于冲孔底膜533左右两端部上端且推料板531之间设置有间隔,对中滑块530位于方滑块532正上方且对中滑块530伸出的校中头位于间隔之间,旋臂535旋动时由于方滑块532底部设置的销
轴位于弧形状长条孔5350内,方滑块532可进行前后滑动同时带动对中滑块530前后滑动,使用过程中可先输入参数到电脑后plc进行识别信息,原材料放入推料板531、冲孔底膜533设置的间隔后,感应开关感应到原材料后,传递信号给plc,plc传递信号给第一油缸50进行冲孔,同时气缸537启动(油缸下降信号与气缸的启动信号并联),气缸537推动旋臂535,旋臂535围绕冲孔中心做旋转运动,对中滑块530在推料板531内做限位运动,带动校中圆轮将位于推料板531、冲孔底膜533设置的间隔原材料推至中心,进行冲孔,整个过程自动进行同时对中可有效防止板簧件在进行冲孔时因放置位置或板簧件不规则导致冲孔位置偏差较大。
23.如图2所示,旋臂535中部开设有卡接孔5351,卡接孔5351左右两端开设有弧形状长条孔5350,所述的旋臂535右端部设置有连接孔5352,通过设置卡接孔5351,卡接孔5351套设在校中冲孔垫板534底部设置的圆盘5342外侧可进行360
°
旋转,卡接孔5351外侧设置有弧形状长条孔5350,旋臂535进行旋转过程中由于弧形状长条孔5350的作用方滑块532可做限位运动,连接孔5352通过销轴与气缸537端部连接。
24.如图3所示,所述的校中冲孔垫板534底部为圆盘5342,圆盘5342上端为正方体5340,正方体5340前后侧壁上开设有固定孔5341,圆盘5342、正方体5340为一体式结构。
25.如图4所示,一种冲孔下料一体机,包括冲孔下料一体机本体0,所述的冲孔下料一体机本体0底部设置有支撑下底板7,支撑下底板7四角处上端设置有丝杠4,丝杠4上端设置有支撑上顶板2,支撑下底板7、丝杠4、支撑上顶板2组成方形框架,支撑上顶板2上端前部设置有控制柜1,控制柜1后方支撑上顶板2上端设置有油缸3,油缸3底部穿过支撑上顶板2分别连接有冲孔设备5及切断设备6,冲孔设备5及切断设备6位于支撑下底板7上端;通过设置冲孔下料一体机本体0,冲孔下料一体机0设置有控制柜1,可在控制柜1预先输入plc程序,由plc程序控制冲孔设备5运行过程中冲孔位置及切断设备6运行过程中切断尺寸,在冲孔设备5及切断设备6冲孔及切断之前,先由标尺测量出设定尺寸,随后冲孔设备5设置的冲头向下进行对刀(例如数控车床加工之前对刀程序),切断设备6运行之前先由测量尺进行测量,到达设定位置时上切刀66下压完成切断原点设置,切断设备6位于冲孔设备5后方,将冲孔设备5、切断设备6设置为一体式,并完全由电气系统进行控制无需人力同时带状钢板冲孔后随即由切断设备进行切断,无需将带状移动至切断机重新进行切断,节省了人力、物力,缩短了加工时间提高了工作效率。
26.如图5、图6所示,冲孔设备5底部设置有冲孔下底板536,冲孔下底板536上端设置有对中装置本体53,所述的冲孔下底板536正上方设置有冲孔上底板51,冲孔上底板51同时位于对中装置本体53上方,所述的冲孔上底板51上端设置有第一油缸50,冲孔装置55顶部穿过冲孔上底板51与第一油缸50配合连接;在冲孔设备5顶部设置有第一油缸50,冲孔装置55位于第一油缸50下方并与冲孔装置55配合连接,冲孔装置55底部设置有冲头,冲孔装置55与第一油缸50配合可实现上下移动,冲孔装置55下方设置有冲孔支撑块,带状钢板位于冲孔支撑块上方,冲孔装置55在plc控制下并由第一油缸50供油向下运动实现冲孔动作,冲孔支撑块下方设置有旋臂535,旋臂535连接有气缸537,气缸537带动旋臂535转动并同时带动冲孔支撑块开合完成校正对中作用。
27.如图7所示,切断设备6底部设置有切断下底板67,切断下底板67对角处上端设置有切断导柱62,切断导柱62上方设置有切断上底板61,所述的切断下底板67左半部上端设
置有下切刀架65,下切刀架65正上方设置有压簧板64,压簧板64上端连接有压簧63,所述的压簧63顶部与切断上底板61底部固定连接,所述的压簧63及压簧板64右端设置有上切刀66,所述的上切刀66位于切断上底板61底部下端,所述的切断上底板61顶部与第二油缸60配合连接;通过设置第二油缸60,第二油缸60下方与切断上底板61配合连接,可实现切断上底板61上下运动,切断上底板61可带动压簧板64及上切刀66向下及向上运动,带状钢板运动至切断设备6下方时,由plc控制第二油缸60供油切断上底板61下压同时带动压簧板64下压由于压簧63的作用压簧板64可对带状钢板进行固定防止其在切断过程中晃动,上切刀66下压并与下切刀架65配合完成带状钢板切断,在切断上底板61及切断下底板67对角处设置有导柱538及导套,导柱538及导套配合使用可实现切断上底板61向下运动过程中定位作用。
28.本实用新型在使用时:如图1、图2图3、图4、图5、图6、图7所示,在系统开启之前首先在控制柜1输入预先设定好的plc程序,随后将带状钢板推送至冲孔下料一体机下方由测量尺进行尺寸测量,按设定尺寸测量后将冲头下压进行对刀(例如数控车床加工之前对刀程序),完成冲孔设备5对刀后,将切断设备6设置的上切刀66下压进行对刀,对刀完成后开启系统,随后在控制柜1内输入plc进行识别信息,当带状钢板运送至冲孔下料一体机0下方时,控制柜1根据预先设定好的plc程序对冲孔设备5、切断设备6进行控制,冲孔设备5顶部设置有第一油缸50,第一油缸50在控制柜1控制下输出推力,推动冲孔装置55下压对带状钢板进行冲孔,在冲孔设备5进行冲孔前,在入料口处设置有感应器,感应器感应到带状钢板时将感应信号传输给控制柜1,控制柜1传递信号给第一油缸50进行冲孔,同时气缸537启动(油缸下降信号与气缸的启动信号并联),气缸537推动旋臂535,旋臂535围绕冲孔中心做旋转运动,由于方滑块532底部设置的销轴穿过弧形状长条孔5350,旋臂535同时带动方滑块532及对中滑块530做限位运动,并带动校中圆轮将原材料推至中心,进行冲孔,带状钢板位于推料板531下方设置的间隔内并位于校中圆轮之间,带状钢板完成冲孔后继续向前运动,运动至切断设备6下方时,控制柜1控制第二油60输出推力,推动切断上底板61下压,切断上底板61下压过程中同时带动压簧板64及上切刀66下压,压簧板64下压过程中由于压簧63的作用压簧板64可对位于其下方的带状钢板产生下压力防止其左右滑动,随后上切刀66与下切刀架65配合对带状钢板进行切断,完成带状钢板冲孔及切断;总的来讲:本实用新型具有结构简单、自动化程度高、切断、冲孔一体完成且可实现不同宽度规格原材料的自动对中冲孔精度高的优点。
29.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1