圆弧压扁模具的制作方法
1.本实用新型涉及管件成型模具技术领域,尤其涉及圆弧压扁模具。
背景技术:
2.不锈钢钢管是一种中空的长条圆形钢材,主要广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。另外,在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构。也常用作家具厨具等。现有不锈钢弯管中,对管件复杂成型表面轮廓度要求高的产品,一般应用内高压模具进行制造。
3.目前针对管件的圆弧压扁模具普遍存在以下缺陷:其一,内高压设备的成本高,占用项目经费比例大;其二,内高压设备与普通液压机相比,节拍长,操作难度高;其三,内高压设备备件成本高,周期长、影响产品交付。
4.基于上述技术问题,本领域的技术人员亟需研发一种结构简单,制造成本低,有效提高加工效率,内高压设备备件成本低,减少交付周期的圆弧压扁模具。
技术实现要素:
5.本实用新型的目的是提供一种结构简单,制造成本低,有效提高加工效率,内高压设备备件成本低,减少交付周期的圆弧压扁模具。
6.为了实现上述目的,本实用新型提供如下技术方案:
7.本实用新型的圆弧压扁模具,该压扁模具包括:
8.相互平行设置的上模板和下模板,所述下模板长于上模板;
9.导柱组件,其上端支撑于所述上模板、下端与所述下模板接触,且上模板和下模板之间的距离能够通过所述导柱组件调整;
10.模腔,其具有上下型体、并用以放置待压扁成型的管件;
11.该压扁模具还包括:
12.设于所述下模板上端的推动机构;以及
13.压型芯轴,其连接于所述推动机构的一端、并能够通过所述推动机构朝所述模腔方向运动。
14.进一步的,该压扁模具还包括扯料机构,其用以将管件成型后的废料拉伸至废料区域,所述扯料机构位于所述模腔远离所述压型芯轴的一端;以及
15.压型凸模,其位于所述上模板的底部。
16.进一步的,所述扯料机构包括一水平布置的扯料块;以及
17.设于所述扯料块底部的垫块,所述垫块由聚氨酯材料制成。
18.进一步的,所述压型芯轴包括轴体,所述轴体呈圆柱形;以及
19.与所述轴体集成于一体的轴头,所述轴头通过所述推动机构能够伸入所述模腔,所述轴头的上部开有一弧面,且所述轴头的下部开有一斜面。
20.进一步的,所述模腔包括上型腔,所述上型腔固定连接于所述上模板的底部;以及
21.下型腔,其固定连接于所述下模腔的上端。
22.进一步的,所述导柱组件包括竖直布置的导柱;以及
23.套设在所述导柱上的导套。
24.进一步的,该压扁模具还包括定位型腔,其位于所述上模板和下模板之间,且所述定位型腔用以限制所述模腔的位置。
25.进一步的,所述推动机构包括导向轴;以及
26.连接于所述导向轴一端的导向座,所述压型芯轴通过一连接轴连接于所述导向座;
27.套设在所述导向轴轴体上的导向套;
28.设置于所述导向轴远离所述导向座一端的油缸。
29.在上述技术方案中,本实用新型提供的圆弧压扁模具,具有以下有益效果:
30.本实用新型的圆弧压扁模具结构简单,用过工厂中常用的液压机即可生产,项目投入的设备费用小,生产成本和设备备件成本低,节拍快、操作难度低,且本实用新型设置的扯料机构,能够将管件因变形产生的多余废料拉伸到废料区域,使得圆弧压扁平面度达到技术要求,提高实用性。
附图说明
31.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
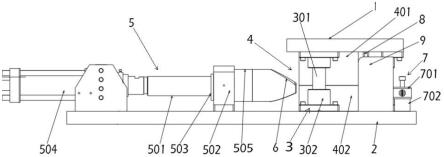
32.图1为本实用新型实施例提供的圆弧压扁模具的整体结构主视图;
33.图2为本实用新型实施例提供的圆弧压扁模具的主视剖面图;
34.图3为本实用新型实施例提供的圆弧压扁模具中成型芯轴的结构示意图。
35.附图标记说明:
36.1、上模板;2、下模板;3、导柱组件;4、模腔;5、推动机构;6、压型芯轴;7、扯料机构;8、压型凸模;9、定位型腔;
37.301、导柱;302、导套;
38.401、上型腔;402、下型腔;
39.501、导向轴;502、导向座;503、导向套;504、油缸;505、连接轴;
40.601、轴体;602、轴头;
41.701、扯料块;702、垫块。
具体实施方式
42.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
43.参见图1~图3所示;
44.本实用新型的圆弧压扁模具,该压扁模具包括:
45.相互平行设置的上模板1和下模板2,所述下模板2长于上模板1;
46.导柱组件3,其上端支撑于所述上模板1、下端与所述下模板2接触,且上模板1和下
模板2之间的距离能够通过所述导柱组件3调整;
47.模腔4,其具有上下型体、并用以放置待压扁成型的管件;
48.该压扁模具还包括:
49.设于所述下模板2上端的推动机构5;以及
50.压型芯轴6,其连接于所述推动机构5的一端、并能够通过所述推动机构5朝所述模腔4方向运动。
51.作为本实施例进一步的介绍,该压扁模具还包括扯料机构7,其用以将管件成型后的废料拉伸至废料区域,使得圆弧压扁平面度达到技术要求,废料区域由激光切工序将废料切掉,且所述扯料机构7位于所述模腔4远离所述压型芯轴6的一端;以及
52.压型凸模8,其位于所述上模板1的底部。
53.作为本实施例进一步的介绍,所述扯料机构7包括一水平布置的扯料块701;以及
54.设于所述扯料块701底部的垫块702,所述垫块702由聚氨酯材料制成。
55.作为本实施例进一步的介绍,所述压型芯轴6包括轴体601,所述轴体601呈圆柱形;以及
56.与所述轴体601集成于一体的轴头602,所述轴头602通过所述推动机构5能够伸入所述模腔4,所述轴头602的上部开有一弧面,且所述轴头602的下部开有一斜面。
57.作为本实施例进一步的介绍,所述模腔4包括上型腔401,所述上型腔401固定连接于所述上模板1的底部;以及
58.下型腔402,其固定连接于所述下模腔2的上端,在具体使用时,待压扁成型的管件先放入所述上型腔401中,再通过液压机的作用将所述上型腔401和下型腔402闭合。
59.作为本实施例进一步的介绍,所述导柱组件3包括竖直布置的导柱301;以及
60.套设在所述导柱301上的导套302,通过所述导柱301和导套的配合以调节所述上模板1和下模板2的距离。
61.作为本实施例进一步的介绍,该压扁模具还包括定位型腔9,其位于所述上模板1和下模板2之间,且所述定位型腔9用以限制所述模腔4的位置。
62.作为本实施例进一步的介绍,所述推动机构5包括导向轴501;以及
63.连接于所述导向轴501一端的导向座502,所述压型芯轴6通过一连接轴505连接于所述导向座502;
64.套设在所述导向轴501轴体上的导向套503;
65.设置于所述导向轴501远离所述导向座502一端的油缸504,油缸504工作推动所述导向轴501以使得所述压型芯轴6朝向所述模腔4移动。
66.具体工作步骤如下:
67.首先,将待压扁的管件放入所述下型腔402中,工作人员启动双手按钮,液压机开始工作,使得上型腔401和下型腔402闭合,所述油缸504启动,推动压型芯轴6到达预设位,对管件进行压扁,压扁后油缸504复位,同时带动所述压型芯轴6复位,再次启动双手按钮,液压机复位,此时上型腔401和下型腔402打开,取出成品管件即可。
68.在上述技术方案中,本实用新型提供的圆弧压扁模具,具有以下有益效果:
69.本实用新型的圆弧压扁模具结构简单,用过工厂中常用的液压机即可生产,项目投入的设备费用小,生产成本和设备备件成本低,节拍快、操作难度低,且本实用新型设置
的扯料机构,能够将管件因变形产生的多余废料拉伸到废料区域,使得圆弧压扁平面度达到技术要求,提高实用性。
70.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1