一种加工双偏心零件的组合式夹具的制作方法
1.本实用新型涉及组合式夹具,特别涉及一种适用于普通车床的用于加工双偏心零件的组合式夹具。
背景技术:
2.利用普通车床能够直接加工的零件通常为同轴结构。现有技术中,为了加工偏心零件,通常需要为每一种偏心零件设计专用的夹具,才能在普通车床上完成加工。
3.采茶机是一类是从茶树顶梢采收新嫩茶叶的作物收获机械,其刀片部分通常由上刀片和下刀片组成,通过含有上偏心轮和下偏心轮的轴件将上刀片和下刀片与电机输出轴连接,使上下刀片能够沿着它们的长度方向往复运动。
4.其中,含有上偏心轮和下偏心轮的轴件是一种双偏心零件,需要借助特定的夹具才能由普通车床加工,而现有技术中尚无能够直接使用的夹具。
技术实现要素:
5.本实用新型的目的是克服现有技术不足,提供一种针对含有上偏心轮和下偏心轮的轴件的组合式夹具,确保可以通过普通车床完成这类双偏心零件的加工。
6.针对上述目的,本实用新型提供一种加工双偏心零件的组合式夹具,所述组合式夹具包括第一偏心夹具i、第二偏心夹具ii和夹具固定架iii,其特征在于:
7.所述第一偏心夹具i是具有第一偏心圆孔12的第一圆盘夹具11,第一偏心圆孔12与第一圆盘夹具11的中心轴距离为h1,偏心圆孔12设有内凸沿13,内凸沿13所在的圆面与偏心圆孔12同轴;
8.所述第二偏心夹具ii是具有偏心圆槽22和第二偏心圆孔23的第二圆盘夹具21,偏心圆槽22与第二圆盘夹具21的中心轴距离为h3,第二偏心圆孔23位于偏心圆槽22内,且第二圆盘夹具21、偏心圆槽22和第二偏心圆孔23的圆心成一直线,偏心距为h2,第二偏心圆孔23与第二圆盘夹具21的中心轴距离为h1且h
3 = h1+ h29.夹具固定架iii包括法兰盘31和设置在法兰盘31中部的、可调节的、矩形的工件固定板36,法兰盘31上设置一对可调节的纵向压板32,在工件固定板36的一侧固定安装一垂直靠板33,在工件固定板36的下侧固定安装一水平靠板35。
10.在本实用新型中,所述双偏心零件具有第一偏心距h1和第二偏心距h2。
11.根据一种特别优选的实施方式,h2= h1。
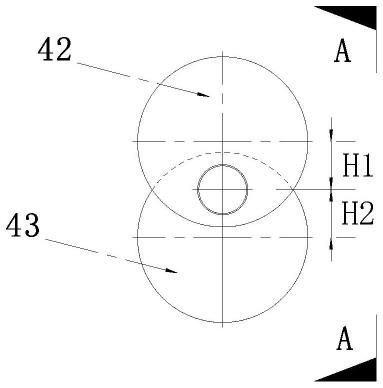
12.根据一种特别的实施方式,所述双偏心零件具有中通管41、位于中通管41中部的第一偏心轮42和第二偏心轮43,第一偏心轮42与中通管41中心轴距离为h1,第二偏心轮43与中通管41中心轴距离为h2。
13.优选地,第一偏心夹具i设置一对夹具固定孔14,以便于夹持。
14.类似地,第二偏心夹具ii也设置一对夹具固定孔24。
15.在本实用新型中,纵向压板32与工件固定板36之间设置一对隔离块规,垂直靠板
33与工件固定板36之间也设置一对隔离块规,这些块规确保纵向压板32与工件固定板36的间距和垂直靠板33与工件固定板36的间距均为l1。
16.根据一种优选的实施方式,本实用新型的组合式夹具的材料是65mn。
17.根据另一种优选的实施方式,法兰盘31具有t型槽。
18.进一步优选地,还可以在第一偏心夹具i上加工第一中心槽15,第二偏心夹具ii上加工第一中心槽25,更有利于夹紧工件。
19.在本实用新型中,所述组合式夹具的的硬度为hrc48-50
°
。
20.通过第一偏心夹具i与夹具固定架iii的配合,实现在普通车床上加工双偏心零件的第一偏心轮,然后通过更换夹具,将第二偏心夹具ii与夹具固定架iii的配合,实现在普通车床上加工双偏心零件的第二偏心轮,从而完成双偏心零件在普通车床上的加工。
21.本实用新型的组合式夹具结构简单,加工精度高,易于使用,适用于各种车床。
附图说明
22.图1a为双偏心零件的主视图;
23.图1b为a-a方向视图;
24.图2a为步骤一工件的主视图;
25.图2b为b-b方向视图;
26.图3a为步骤二工件的主视图;
27.图3b为c-c方向视图;
28.图4a为第一偏心夹具(i)的主视图;
29.图4b为d-d方向视图;
30.图5为夹具固定架(iii)的主视图;
31.图6为夹具固定架(iii)的主视图(工件固定板位移后);
32.图7为步骤四夹具固定架(iii)的主视图;
33.图8a为第二偏心夹具(ii)的主视图;
34.图8b为f-f方向视图;
35.图9为夹具固定架(iii)的主视图(工件固定板位移后);
36.图10为第一偏心夹具(i)(设置第一中心槽);
37.图11为第二偏心夹具(ii)(设置第二中心槽)。
具体实施方式
38.通过下述实施例将能够更好地理解本发明。
39.实施例1
40.加工如图1a和1b所示的双偏心零件,该零件是采茶机的轴件,中部为中通管41,在中通管41长度方向中部设置第一偏心轮42和第二偏心轮43,第一偏心轮42与中通管41中心轴距离为h1,第二偏心轮43与中通管41中心轴距离为h2。
41.步骤一,先通过普通车床将工件加成为图2a和图2b所示的工件。
42.步骤二,加工如图4a和图4b所示的第一偏心夹具i。
43.第一偏心夹具i如图4a和图4b所示,第一圆盘夹具11内设置第一偏心圆孔12,第一
偏心圆孔12与第一圆盘夹具11的中心轴距离为h1,偏心圆孔12设有内凸沿13,内凸沿13所在的圆面与偏心圆孔12同轴。第一偏心圆孔12的内径与第一偏心轮42的外径相匹配。
44.第一偏心夹具i是借助夹具固定架iii通过普通车床加工得到的。
45.夹具固定架iii如图5所示,包括法兰盘31和设置在法兰盘31中部的、可调节的、矩形的工件固定板36,法兰盘31上设置一对可调节的纵向压板32,在工件固定板36的左侧固定安装一垂直靠板33,下侧固定安装一水平靠板35,通过隔离块规隔开,使水平靠板35与工件固定板36的间距和垂直靠板33与工件固定板36的间距均为l1。
46.步骤三、借助第一偏心夹具i与夹具固定架iii的配合将工件加成为图3a和图3b所示的工件。
47.3.1、先在普通车床上加工好外圆和长度;
48.3.2、在钻床上加工一对夹具固定孔14;
49.3.3、在普车上安装夹具固定架iii,如图5所示:
50.3.3.1、将加工好外圆和长度的工件安装在工件固定板36上,调整纵向压板32将工件预固定在夹具固定架iii上,用千分表把工件外圆和夹具固定架iii的外圆找正同轴后再固定;
51.3.3.2、垂直靠板33通过2个隔离块规4与工件固定板36紧固在一起,并用螺钉固定;
52.3.3.3水平靠板35通过2个隔离块规4与工件固定板36紧固在一起,并用螺钉固定,隔离块规的长宽均为l1;
53.3.4、松开纵向压板32,往上移动工件固定板36此时工件已固定在工件固定板36上,移动距离为h1。此时,水平靠板35与工件固定板36的距离为h1+ l1,垂直靠板33与工件固定板36的距离不变,如图6所示,重新拧紧纵向压板32的螺丝,使之固定;
54.3.5、加工偏心圆孔12和内凸沿13。
55.步骤四,加工如图8a和图8b所示的第二偏心夹具ii。
56.第二偏心夹具ii具有偏心圆槽22和第二偏心圆孔23。偏心圆槽22与第二圆盘夹具21的中心轴距离为h3,第二偏心圆孔23位于偏心圆槽22内,且第二圆盘夹具21、偏心圆槽22和第二偏心圆孔23的圆心成一直线,偏心距为h2,第二偏心圆孔23与第二圆盘夹具21的中心轴距离为h1且h
3 =h2+h1。
57.偏心圆槽22的内径与第二偏心轮43的外径相匹配;第二偏心圆孔23的内径与中通管41的外径相匹配。
58.步骤4.1-4.3.4与步骤3.1-3.3.4相同;
59.4.3.4、松开纵向压板32,往上移动工件固定板36此时工件已固定在工件固定板36上,移动距离为h1。此时,水平靠板35与工件固定板36的距离为h1+ l1,垂直靠板33与工件固定板36的距离不变,重新拧紧纵向压板32的螺丝,使之固定;
60.4.4、按尺寸加工第二偏心圆孔23;
61.4.5、松开纵向压板32,往上移动工件固定板36此时工件已固定在工件固定板36上,移动距离为h2,两次移动的总距离为h3。此时,水平靠板35与工件固定板36的距离为h3+ l1,垂直靠板33与工件固定板36的距离不变,如图9所示,重新拧紧纵向压板32的螺丝,使之固定:
62.4.6、按图9图纸加工偏心圆槽22。
63.通过第一偏心夹具i与夹具固定架iii的配合,实现在普通车床上加工双偏心零件的第一偏心轮,然后通过更换夹具,将第二偏心夹具ii与夹具固定架iii的配合,实现在普通车床上加工双偏心零件的第二偏心轮,从而完成双偏心零件在普通车床上的加工。
64.本实用新型的组合式夹具结构简单,加工精度高,易于使用,适用于各种车床。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1