一种管夹成型模的制作方法
1.本实用新型涉及冲压模具技术领域,具体而言,涉及一种管夹成型模。
背景技术:
2.管夹是管道固定常用的一种配件。如图1所示为一种管夹的半成品,在其下一道工序中,需将其加工成环形。现有的该管夹成型模,结构复杂,同时由于成型后产品呈环形,取产品不便。
3.鉴于此,本技术发明人发明了一种管夹成型模。
技术实现要素:
4.本实用新型的目的在于提供一种结构简单、设计合理,开模时可快速、简单取产品的管夹成型模。
5.为实现上述目的,本实用新型采用以下技术方案:一种管夹成型模,包括
6.下模,所述下模设有一成型模,所述成型模上设有成型面、位于成型面一侧的定位块及至少两组定位柱,所述成型面位于所述成型模的中部,且下凹呈圆弧状,所述定位块靠近成型面的一侧设有弧形定位面,一组定位柱包括两根定位柱,且该两根定位柱之间的距离与管夹的宽度相等;
7.上模,所述上模设有前压块、后压块及活动压轴,所述活动压轴与成型面对应设置,且活动压轴的外表面与成型面形状适配,所述前压块位于活动压轴的上方且与活动压轴前端对应,前压块的底端设有与活动压轴侧面适配的弧形压面,所述活动压轴的后端与所述后压块可上下转动链接。
8.进一步地,所述后压块上设有一左右延伸且水平设置的安装轴,所述活动压轴的后端与所述安装轴可转动连接。
9.进一步地,所述后压块设有一矩形安装槽,所述活动压轴包括柱体部及位于柱体部后端的腰形部,所述腰形部匹配嵌于安装槽内,所述柱体部的后端与后压块的前侧面存在间隙。
10.进一步地,所述下模上设有导柱,所述后压块、上模设有与所述导柱对应设置的导向孔。
11.进一步地,所述导柱的数量为两根。
12.进一步地,所述定位柱的数量为两组,且两组定位柱分别位于成型面的两侧。
13.采用上述技术方案后,本实用新型与现有技术相比,具有如下优点:
14.本实用新型管夹成型模结构简单、设计合理,通过将冲压的压轴设置为活动压轴,使得开模取产品简单方便,且无需借助工具,如此有效提高效率。
附图说明
15.图1为本实用新型实施例管夹半成品示意图;
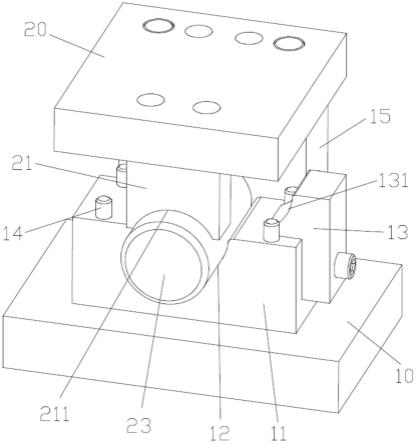
16.图2为本实用新型实施例管夹成型模示意图;
17.图3为本实用新型实施例管夹成型模另一视角示意图;
18.图4为本实用新型实施例活动压轴与安装轴配合示意图。
19.附图标记说明:
20.10-下模,
21.11-成型模,
22.12-成型面,
23.13-定位块,131-弧形定位面,
24.14-定位柱,
25.15-导柱,
26.20-上模,
27.21-前压块,211-弧形压面,
28.22-后压块,221-安装轴,222-矩形安装槽,
29.23-活动压轴,231-柱体部,232-腰形部,
30.30-半成品。
具体实施方式
31.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
32.在本实用新型中需要说明的是,术语“上”“下”“左”“右”“竖直”“水平”“内”“外”等均为基于附图所示的方位或位置关系,仅仅是为了便于描述本实用新型和简化描述,而不是指示或暗示本实用新型的装置或元件必须具有特定的方位,因此不能理解为对本实用新型的限制。
33.实施例
34.配合图1至图4所示,本实用新型公开了一种管夹成型模11,用于将如图1所示的管夹半成品30冲压成型,该半成品30经过之前的工序其中部呈平面状,两端呈圆弧状,用本技术管夹成型模11冲压后可形成环形的管夹,即为最终产品的形状。
35.一种管夹成型模11,包括
36.下模10,所述下模10设有一成型模11,所述成型模11上设有成型面12、位于成型面12一侧的定位块13及至少两组定位柱14,所述成型面12位于所述成型模11的中部,且下凹呈圆弧状,所述定位块13靠近成型面12的一侧设有弧形定位面131,一组定位柱14包括两根定位柱14,且该两根定位柱14之间的距离与管夹的宽度相等。
37.其中,定位块13的弧形定位面131的形状与半成品30一端的圆弧状适配,定位柱14的数量为两组,且两组定位柱14分别位于成型面12的两侧,半成品30放置时。一端的圆弧状部分对应放置弧形定位面131上,同时半成品30卡在每一组定位柱14的两根定位柱14之间,从而可实现半成品30在成型模11上的定位放置。且半成品30定位放置此时,半成品30的平面部分与成型面12的位置对应(位于成型面12上方)。
38.上模20,所述上模20设有前压块21、后压块22及活动压轴23,所述活动压轴23与成
型面12对应设置,且活动压轴23的外表面与成型面12形状适配(活动压轴23的外径与成型面12对应直径相等),所述前压块21位于活动压轴23的上方且与活动压轴23前端对应,前压块21的底端设有与活动压轴23侧面适配的弧形压面211,所述活动压轴23的后端与所述后压块22可上下转动连接。
39.其中,前压块21、后压块22的顶端均通过螺丝与上模20连接固定。冲压完成后,上模20带动前压块21、后压块22及活动压轴23向上运动,其中,活动压轴23在重力的作用下,以后端相对于后压块22往下转动,如此活动压轴23的前端脱离前压块21的下端弧形压面211,直至与弧形压面211之间存在一定间距,此时,套在活动压轴23上冲压成型的产品即可自活动压轴23轴线方向取出,非常方便,且无需借助工具即可完成。且因活动压轴23前端向下倾斜,套在活动压轴23上冲压成型的产品也会有朝活动压轴23前端向下移动的趋势。
40.所述后压块22上设有一左右延伸且水平设置的安装轴221,所述活动压轴23的后端与所述安装轴221可转动连接。具体的,所述后压块22设有一矩形安装槽222,所述活动压轴23包括柱体部231及位于柱体部231后端的腰形部232,所述安装轴221位于安装槽内并与活动压块连接,所述腰形部232匹配嵌于安装槽内并与安装轴221可转动连接,所述柱体部231的后端与后压块22的前侧面存在间隙。因腰形部232与安装槽适配并与安装轴221可转动连接,如此当上模20向上移动时,活动压轴23的前端会一安装轴221为转轴向下转动,当转动至柱体部231的后端面与后压块22的前侧面相抵时,活动压轴23将无法转动。其中,柱体部231后端与后压块22前侧面的间隙可根据实际需求设置,优选为,活动压轴23向下转动停止时,活动压轴23与水平面的夹角为10度左右,此时,活动压轴23与前压块21弧形压面211的间距恰能较便捷的取出产品。
41.本实施例中,所述下模10上设有导柱15,所述后压块22、上模20设有与所述导柱15对应设置的导向孔。上模20上下运动时,后压块22、上模20均通过导向孔沿导柱15运动。导柱15具有导向作用,使得上模20运动更平稳,同时冲压时位置也更精准。
42.其中,所述导柱15的数量为两根。
43.该管夹成型模11安装在冲压设备上,成型时,半成品30通过定位柱14及定位块13定位放置在成型模11上表面,上模20往下运动,带动活动压轴23将本成品压向成型面12内,同时在最后前压块21的下压作用下,半成品30被冲压定型,此时半成品30两端的圆弧状部分恰好也抱合在活动压轴23上,如此整个产品的形状及完成为环形。开模时,上模20往上运动,带动前压块21、后压块22及活动压轴23的后端随之向上运动,活动压轴23的前端在重力作用下以安装轴221为旋转轴向下旋转,直至活动压轴23柱体部231的后端面与后压块22前侧面相抵,此时即可自活动压轴23上取下产品,取产品方便简单,且无需借助工具。
44.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1