浅拉伸铝盖冲压级进模具的制作方法
1.本实用新型属于模具加工技术领域,涉及一种浅拉伸铝盖冲压级进模具。
背景技术:
2.模具加工是指成型和制坯工具的加工,此外还包括剪切模和模切模具。通常情况下,模具有上模和下模两部分组成。将钢板放置在上下模之间,在压力机的作用下实现材料的成型,当压力机打开时,就会获得由模具形状所确定的工件或去除相应的废料。小至电子连接器,大至汽车仪表盘的工件都可以用模具成型。级进模是指能自动的把加工工件从一个工位移动到另一个工位,并在最后一个工位得到成型零件的一套模具。模具加工工艺包括:裁模、冲坯模、复合模、挤压模、四滑轨模、级进模、冲压模、模切模具等。
3.在各类推拉门窗的五金系统也会用到许多的冲压模具生产的铝制工件,而在五金系统中会使用到许多的铝制产品,如门窗类五金中的合页:玻璃合页、拐角合页、轴承合页(铜质、钢质)、烟斗合页;铰链;轨道:抽屉轨道、推拉门轨道、吊轮、玻璃滑轮;插销(明、暗);门吸;地吸;地弹簧;门夹;闭门器;板销;门镜;防盗扣吊;压条(铜、铝)等产品都需要通过模具冲压进行加工制造。
4.在对铝盖类工件进行冲压加工时,常采用拉伸模具进行铝盖板材进行冲压加工,但是现有的多数铝盖类拉伸模具,需要分开多个模具组合完成一个产品,很难保证产品的尺寸精度,需要转道工序,进而会影响产品质量。
技术实现要素:
5.本实用新型的目的是针对上述问题,提供一种浅拉伸铝盖冲压级进模具。
6.为达到上述目的,本实用新型采用了下列技术方案:
7.一种浅拉伸铝盖冲压级进模具,包括上模板,所述上模板的侧边设置有上固定板,所述上固定板的侧边设置有上卸料板,所述上模板对称的一侧设置有下模板,所述下模板的侧边设置有下固定板,所述下固定板的侧边设置有下卸料板,所述下卸料板和所述上卸料板之间设置有上凸模板和下凹模板,所述上凸模板和所述下凹模板相互配合,所述下卸料板和所述上卸料板上均设置有模具固定槽,所述下凹模板上设置有用于将所述下凹模板与所述上凸模板之间相连的中部连接杆,所述下凹模板的外侧还设置有侧边连接卡条。
8.在上述的浅拉伸铝盖冲压级进模具中,所述下凹模板上还设置有冲孔稳定块,所述冲孔稳定块的底侧设置有冲孔抵触杆。
9.在上述的浅拉伸铝盖冲压级进模具中,所述冲孔稳定块的侧边设置有两个型材切边上模块,所述型材切边上模块位于所述下凹模板的上表面。
10.在上述的浅拉伸铝盖冲压级进模具中,所述型材切边上模块的底端设置有型材切边下模块,所述型材切边上模块和所述型材切边下模块相互配合。
11.在上述的浅拉伸铝盖冲压级进模具中,所述型材切边上模块的顶端设置有顶端稳定杆,所述型材切边下模块的底端设置有底部连接插杆。
12.在上述的浅拉伸铝盖冲压级进模具中,所述下模板表面的四周均匀设置有固定底筒,所述固定底筒的内部插设有滑动套筒。
13.在上述的浅拉伸铝盖冲压级进模具中,所述滑动套筒的内部插设有支撑连接柱,所述支撑连接柱的底端插设有连接螺杆。
14.在上述的浅拉伸铝盖冲压级进模具中,所述支撑连接柱的外侧面套设有缓冲弹簧,所述固定底筒、滑动套筒、支撑连接柱、连接螺杆和所述缓冲弹簧组成对所述上模板和所述下模板弹性固定的外侧弹性固定机构。
15.在上述的浅拉伸铝盖冲压级进模具中,所述模具固定槽呈与所述型材切边下模块相配合的凹槽。
16.在上述的浅拉伸铝盖冲压级进模具中,所述支撑连接柱的底端开设有与所述连接螺杆相配合的螺纹槽。
17.与现有的技术相比,本实用新型的优点在于:
18.1、本实用新型通过设置的上凸模板和下凹模板相互配合组成铝盖产品冲压模具,从而解决了原有类似产品在成型时需要多套模具,分工序来完成,造成加工精度和工时的浪费,而本实用新型实现了一次成型,无需转道,即保证了产品精度,又节约时间。
19.2、本实用新型通过在下模板和上模板之间设置有固定底筒和支撑连接柱,在固定底筒和支撑连接柱的共同配合下增强了上模板和下模板侧向的连接紧密度,从而使得上模板和下模板之间的上凸模板与下凹模板的连接强度更高。
20.本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研和实践而为本领域的技术人员所理解。
附图说明
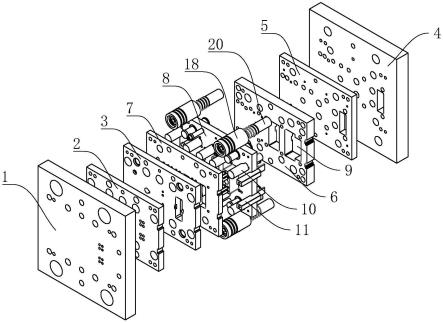
21.图1是本实用新型的爆炸示意图。
22.图2是本实用新型的正视示意图。
23.图3是本实用新型中图2中下凹模板的内部结构示意图。
24.图4是本实用新型中图2中固定底筒的结构示意图。
25.图中:上模板1、上固定板2、上卸料板3、下模板4、下固定板5、下卸料板6、上凸模板7、下凹模板8、模具固定槽9、中部连接杆10、侧边连接卡条11、冲孔稳定块12、冲孔抵触杆13、型材切边上模块14、型材切边下模块15、顶端稳定杆16、底部连接插杆17、固定底筒18、滑动套筒19、支撑连接柱20、连接螺杆21、缓冲弹簧22。
具体实施方式
26.下面结合附图对本实用新型进行进一步说明。
27.如图1-4所示,一种浅拉伸铝盖冲压级进模具,包括上模板1,上模板1的侧边设置有上固定板2,上固定板2的侧边设置有上卸料板3,上模板1对称的一侧设置有下模板4,下模板4的侧边设置有下固定板5,下固定板5的侧边设置有下卸料板6,下卸料板6和上卸料板3之间设置有上凸模板7和下凹模板8,上凸模板7和下凹模板8相互配合。
28.在本实施方式中,由于现有的多数铝盖类拉伸模具,需要分开多个模具组合完成一个产品,很难保证产品的尺寸精度,需要转道工序,进而会影响产品质量。
29.在具体实施时,通过设置有上模板1和下模板4,在上模板1和下模板4的中部通过设置的上凸模板7和下凹模板8相互配合,且在上凸模板7和下凹模板8上设置有各道工序对应工序的不同的机构,并设置成可快速更换的形式,以方便清理与维修。
30.在进行加工时,用户会将产品进行冲孔、再冲孔、拉伸、再拉伸、切边、落料等多个工位的加工步骤按等距形式在模具上依次排列,接着,将定好规格的铝板材料以整卷形式装订好,并架设在自动送料器机架上。
31.该送料器设置成与冲床同步,即冲床每冲压一次,送料器将材料往模具方向送一个步距,这样依次循环,即实现铝板材料进入模具内部,每冲压一次,加工一道工序,出来后即是成品。
32.结合图1、图4所示,下卸料板6和上卸料板3上均设置有模具固定槽9,下凹模板8上设置有用于将下凹模板8与上凸模板7之间相连的中部连接杆10,下凹模板8的外侧还设置有侧边连接卡条11,下凹模板8上还设置有冲孔稳定块12,冲孔稳定块12的底侧设置有冲孔抵触杆13,冲孔稳定块12的侧边设置有两个型材切边上模块14,型材切边上模块14位于下凹模板8的上表面,型材切边上模块14的底端设置有型材切边下模块15,型材切边上模块14和型材切边下模块15相互配合,型材切边上模块14的顶端设置有顶端稳定杆16,型材切边下模块15的底端设置有底部连接插杆17。
33.具体地说,在进行冲压加工前,用户需要通过中部连接杆10将下凹模板8和上凸模板7之间进行固定,通过设置在下凹模板8上的型材切边下模块15嵌设在模具固定槽9中,使得下卸料板6能够对下凹模板8的侧边进行固定,而设置在上凸模板7一侧的上卸料板3同样将上凸模板7进行固定,在通过设置在下凹模板8侧边的侧边连接卡条11。
34.在侧边连接卡条11的卡合作用下将下卸料板6与上卸料板3之间进行连接,从而使得上凸模板7与下凹模板8之间的固定更加牢固,且不会使得上凸模板7和下凹模板8之间的配合在进行冲压加工时发生偏移,进一步提高上凸模板7和下凹模板8上加工出来的工件的精密程度,一次成型,无需转道,即保证了产品精度,又节约时间。
35.结合图1、图4所示,在本实施方式中,下模板4表面的四周均匀设置有固定底筒18,固定底筒18的内部插设有滑动套筒19,滑动套筒19的内部插设有支撑连接柱20,支撑连接柱20的底端插设有连接螺杆21。
36.支撑连接柱20的外侧面套设有缓冲弹簧22,固定底筒18、滑动套筒19、支撑连接柱20、连接螺杆21和缓冲弹簧22组成对上模板1和下模板4弹性固定的外侧弹性固定机构,模具固定槽9呈与型材切边下模块15相配合的凹槽,支撑连接柱20的底端开设有与连接螺杆21相配合的螺纹槽。
37.在本实施例中,为了进一步增强上模板1和下模板4对其之间设置的上凸模板7和下凹模板8的夹持稳定性,通过在下模板4顶端面的四周均匀设置有固定底筒18和支撑连接柱20,支撑连接柱20上还通过套设有缓冲弹簧22,使得支撑连接柱20插设到固定底筒18内部能够弹性相连。
38.通过将连接螺杆21插入到支撑连接柱20的底端,将连接螺杆21与固定底筒18之间进行固定,固定底筒18设置在下模板4上,而支撑连接柱20的顶端与上模板1相连,使得上模板1和下模板4之间的连接更加的紧密。
39.本实用新型的工作原理是:
40.在进行冲压加工前,用户需要先通过中部连接杆10将上凸模板7和下凹模板8紧密相连在一起,进而组成一个完整的冲压模具,设置在下凹模板8上的冲孔稳定块12和冲孔抵触杆13相互配合。
41.能够对进入到下凹模板8表面的铝材进行冲孔加工,而设置在冲孔稳定块12侧边的型材切边上模块14和型材切边下模块15相互配合又能够对冲孔后的铝材进行拉伸与切割,从而得到完整的铝材冲压加工型材。
42.再通过设置下凹模板8上的型材切边下模块15嵌设到模具固定槽9中,使得下卸料板6能够对下凹模板8的侧边进行固定,而设置在上凸模板7一侧的上卸料板3同样将上凸模板7进行固定,设置在下凹模板8侧边的侧边连接卡条11。
43.在侧边连接卡条11的卡合作用下将下卸料板6与上卸料板3之间进行连接,从而使得上凸模板7与下凹模板8之间的固定更加牢固,且不会使得上凸模板7和下凹模板8之间的配合在进行冲压加工时发生偏移,进一步提高上凸模板7和下凹模板8上加工出来的工件的精密程度。
44.最后,通过在下模板4侧面外侧设置的固定底筒18,在固定底筒18的内部插设有支撑连接柱20,支撑连接柱20的端部与上模板1相连,通过对固定底筒18的底端插设的连接螺杆21将支撑连接柱20与固定底筒18之间活动连接,通过套设在支撑连接柱20外侧的缓冲弹簧22能够使得支撑连接柱20在固定底筒18内部进行弹性相连,共同为设置的上凸模板7和下凹模板8的外侧提供稳定的支撑力。
45.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神。
46.尽管本文较多地使用上模板1、上固定板2、上卸料板3、下模板4、下固定板5、下卸料板6、上凸模板7、下凹模板8、模具固定槽9、中部连接杆10、侧边连接卡条11、冲孔稳定块12、冲孔抵触杆13、型材切边上模块14、型材切边下模块15、顶端稳定杆16、底部连接插杆17、固定底筒18、滑动套筒19、支撑连接柱20、连接螺杆21、缓冲弹簧22等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1