一种螺母自动安装设备的制作方法
1.本实用新型涉及机械自动化技术领域,尤其是涉及一种螺母自动安装设备。
背景技术:
2.随着工业的发展,塑胶的应用越来越广泛,特别是塑胶材质的外壳,在生产加工中,往往需要在塑胶外壳上注塑出螺柱,用于连接螺杆进行紧固,而注塑而成的塑胶螺柱强度低,用螺杆紧固时容易发生开裂,因此往往需要在塑胶外壳上注塑形成卡装位,再将金属制成的螺母卡接在卡装位上。传统的装配方式是人工用橡胶锤将螺母砸入卡装位,或者是人工定位后,通过冲压装置将螺母冲压进卡装位,这种安装方式效率低,需人工手动操作,人工成本高,在进行螺母定位时,往往需要全程用手扶住螺母防止掉落和位移,导致橡胶锤或冲压机构容易砸伤人手,安全性低,因此有必要予以改进。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的是提供一种螺母自动安装设备,结构简单,全自动化安装,无需人工操作,工作效率高,成本低。
4.为了实现上述目的,本实用新型所采用的技术方案是:一种螺母自动安装设备,包括底座、振料盘、送料轨道和螺母安装装置,振料盘和螺母安装装置间隔设置在底座上,送料轨道的入口与振料盘连接,送料轨道的出口与螺母安装装置连接,螺母安装装置包括安装架、工件治具、冲压机构和夹持机构,安装架固定安装于底座,工件治具设置在安装架的上部,冲压机构固定安装于工件治具的上部或安装架上,夹持机构固定安装于底座或安装架上,
5.工件治具的顶部开设有螺母定位槽,螺母定位槽的后端部设置有一进料口,进料口与送料轨道的出口连接,螺母定位槽内设置有用于将螺母吸附至工件的螺母安装位的正上方的吸附定位器以及螺母感应器,螺母感应器与冲压机构电性连接,当螺母位于螺母安装位的正上方时螺母感应器向冲压机构发送冲压信号。
6.进一步的技术方案中,安装架的左右两端分别设置有承托机构,承托机构包括承托驱动机构和条形的承托板,承托驱动机构传动连接承托板,工件治具的左右两侧分别开设有滑槽,滑槽位于螺母定位槽与工件的螺母安装位之间,两个承托板分别滑动安装于两个滑槽内,螺母感应器与承托驱动机构电性连接,当螺母位于螺母安装位的正上方时螺母感应器向承托驱动机构发送分离信号。
7.进一步的技术方案中,承托板朝向承托驱动机构的一端向下或向上延伸出一限位部,形成截面形状为“l”字形的承托板,承托驱动机构包括承托气缸和承托连接件,承托气缸的活塞杆的外端部与承托连接件固定连接,承托连接件与承托板的限位部固定连接,限位部与工件治具限位配合。
8.进一步的技术方案中,冲压机构包括冲压固定架、冲压驱动机构和冲压组件,冲压固定架固定安装于工件治具的上部,冲压驱动机构固定安装于冲压固定架的上部,冲压驱
动机构与冲压组件传动连接,冲压组件包括冲压连接块、冲压滑块和至少一个冲压杆,冲压滑块的截面形状为“凹”字形状,冲压连接块固定安装于冲压滑块的上部,冲压杆设置于冲压滑块,冲压杆位于工件的螺母安装位的正上方,冲压连接块与冲压驱动机构传动连接。
9.进一步的技术方案中,冲压驱动机构包括滑台气缸,滑台气缸设置有垂直移动的滑台,滑台与冲压连接块固定连接,冲压杆上下滑动安装于冲压滑块,冲压杆的中部设置有限位台阶,限位台阶的下部与冲压滑块抵顶配合,冲压杆的上部套设有缓冲弹簧,缓冲弹簧的下端部抵顶限位套接的上部,缓冲弹簧的上端部抵顶冲压连接块,冲压连接块在冲压杆的对应位置开设有避让孔,避让孔的直径大于或等于冲压杆的直径,冲压杆的上部穿过避让孔与滑台活动抵顶配合。
10.进一步的技术方案中,工件治具的前侧面开设有安装斜孔,安装斜孔与螺母定位槽连通,安装斜孔与螺母定位槽之间的夹角为30
°
,螺母感应器穿过安装斜孔伸入至螺母定位槽内,吸附定位器固定安装于螺母定位槽的前端部,吸附定位器与螺母感应器之间的夹角为60
°
。
11.进一步的技术方案中,夹持机构包括夹持固定架、夹持气缸、第一传动臂、第二传动臂、第三传动臂和夹持杆,夹持固定架固定安装于安装架的下部,夹持气缸固定安装于夹持固定架的下部,夹持固定部的上部设置有旋转安装件,夹持气缸的活塞杆的外端部分别与第二传动臂的第一端和第一传动臂的第一端旋转连接,第一传动臂的第二端与旋转安装件的上部旋转连接,第二传动臂的第二端与第三传动臂的中部旋转连接,第三传动臂的第一端与旋转安装件的下部旋转连接,夹持杆固定安装于第三传动臂的第二端,夹持杆与第三传动臂垂直设置,夹持杆与工件活动抵顶配合。
12.进一步的技术方案中,旋转安装件的中部沿垂直方向开设有插接槽,第二传动臂和第三传动臂旋转安装于插接槽内,第二传动臂设置有抵压槽,在夹持杆抵压工件时第三传动臂插入插接槽并与第二传动臂的抵压槽抵顶配合,夹持杆朝向工件的一端设置有橡胶垫。
13.进一步的技术方案中,振料盘和螺母安装装置之间设置有振料器和振料支架,振料支架固定安装于底座上,振料器固定安装在振料支架的上部,送料轨道安装于振料器上。
14.进一步的技术方案中,送料轨道设置与螺母定位槽相对应的传输槽,送料轨道的上部设置有条形盖板,条形盖板沿长度方向盖设于传输槽的一侧、传输槽的另一侧显露出条形盖板,传输槽的宽度等于螺母的最小宽度,螺母定位槽的宽度与传输槽的宽度相同。
15.采用上述结构后,本实用新型和现有技术相比所具有的优点是:通过吸附定位器将螺母吸附并固定在工件的螺母安装位的上方,无需人工手扶螺母,安全性高,通过螺母感应器自动判断螺母是否到位,从而向冲压机构发送冲压指令自动进行冲压,提高自动化程度,使用方便,提高生产效率;在冲压之前,通过承托板对螺母起到支撑作用,在冲压时承托板才移出螺母的下方,防止螺母在冲压前掉落,稳定性高,结构简单,成本低。
附图说明
16.下面结合附图和实施例对本实用新型进一步说明。
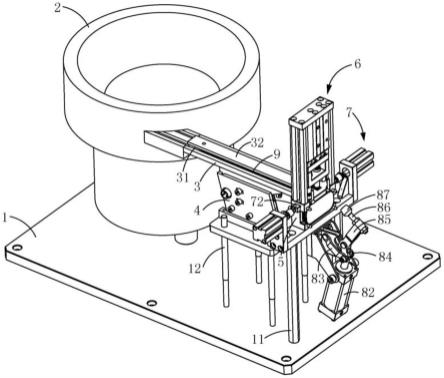
17.图1是本实用新型的结构示意图;
18.图2是本实用新型的螺母安装状态示意图;
19.图3是本实用新型的螺母安装装置的结构示意图;
20.图4是本实用新型的螺母安装装置分解图;
21.图5是本实用新型的工件治具的结构示意图;
22.图6是本实用新型的工件治具的俯视图。
23.图中:
24.1底座、11安装架、12振料支架;
25.2振料盘;
26.3送料轨道、31传输槽、32条形盖板;
27.4振料器;
28.5工件治具、51螺母定位槽、52进料口、53滑槽、54吸附定位器、55螺母感应器;
29.6冲压机构、61冲压固定架、62滑台气缸、621滑台、63冲压连接块、631 避让孔、64冲压滑块、65冲压杆、651限位台阶、66缓冲弹簧;
30.7承托机构、71承托气缸、711活塞杆、72承托板、721限位部、73承托连接件;
31.8夹持机构、81夹持固定架、811旋转安装件、812插接槽、82夹持气缸、 83第一传动臂、84第二传动臂、85第三传动臂、86夹持杆、87橡胶垫;
32.9螺母。
具体实施方式
33.以下仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
34.一种螺母自动安装设备,如图1至图6所示,包括底座1、振料盘2、送料轨道3和螺母安装装置,振料盘2和螺母安装装置间隔设置在底座1上,送料轨道3的入口与振料盘2连接,送料轨道3的出口与螺母安装装置连接,螺母安装装置包括安装架11、工件治具5、冲压机构6和夹持机构8,安装架11固定安装于底座1,工件治具5设置在安装架11的上部,冲压机构6固定安装于工件治具 5的上部或安装架11上,夹持机构8固定安装于底座1或安装架11上,工件治具5的顶部开设有螺母定位槽51,螺母定位槽51的后端部设置有一进料口52,进料口52与送料轨道3的出口连接,螺母定位槽51内设置有用于将螺母9吸附至工件的螺母安装位的正上方的吸附定位器54以及螺母感应器55,螺母感应器55与冲压机构6电性连接,当螺母9位于螺母安装位的正上方时螺母感应器55 向冲压机构6发送冲压信号。振料盘2在其振动下将螺母9平躺并送入送料轨道 3,螺母9通过送料轨道3进入螺母定位槽51内,吸附定位器54采用永磁磁铁或电磁铁,在吸附定位器54的作用下将螺母9吸附至工件的螺母安装位的上方,当螺母感应器55感应到螺母后,螺母感应器55发送冲压指令自动进行冲压,无需人工手扶螺母9,安全性高,提高自动化程度,使用方便,提高生产效率。
35.具体地,安装架11的左右两端分别设置有承托机构7,承托机构7包括承托驱动机构和条形的承托板72,承托驱动机构传动连接承托板72,工件治具5的左右两侧分别开设有滑槽53,滑槽53位于螺母定位槽51与工件的螺母安装位之间,两个承托板72分别滑动安装于两个滑槽53内,螺母感应器55与承托驱动机构电性连接,当螺母9位于螺母安装位的正上方时螺母感应器55向承托驱动机构发送分离信号。由于螺母定位槽51上方和下方均为镂空,虽然吸附定位器 54将螺母9吸附固定,但螺母依然具有沿螺母定位槽51长度方向旋转的概率,导致不能百分百对正螺母安装位,通过承托驱动机构驱动承托板72在螺母安装位
的上方移动,在冲压前,承托板72移动至螺母安装位的上方,将螺母定位槽 51的下方封闭,螺母9则不会发生掉落,并对其起到支撑和限位作用,当螺母感应器55向承托驱动机构发送分离信号后,承托驱动机构驱动承托板72抽离螺母安装位的上方,使螺母9在冲压机构6的作用下安装至螺母安装位,在冲压之前,通过承托板72对螺母9起到支撑和限位作用,在冲压时承托板72才移出螺母9 的下方,防止螺母9在冲压前掉落,稳定性高,结构简单,成本低。安装架11 的左右两端分别设置有承托机构7,两个承托机构7的两个承托板72相向移动,从而当工件具有多个螺母安装位时能快速的抽离,提高工作效率。
36.具体地,承托板72朝向承托驱动机构的一端向下或向上延伸出一限位部 721,形成截面形状为“l”字形的承托板72,承托驱动机构包括承托气缸71和承托连接件73,承托气缸71的活塞杆711的外端部与承托连接件73固定连接,承托连接件73与承托板72的限位部721固定连接,限位部721与工件治具5限位配合。由于螺母9规格大小不同,因此不同型号的工件治具5的滑槽53和螺母定位槽51的宽度不同,通过承托连接件73安装承托板72便于更换不同规格型号的承托板72,增加灵活性,适用范围更广泛;在完成一次冲压后,两个承托板72相向移动,直至限位部721抵压在工件上,较佳地,工件的一侧至少安装有一限位开关,限位开关与限位部721触动配合,当限位部721触发限位开关后,停止承托气缸71驱动承托板72移动,承托驱动机构不限于采用承托气缸71,还可以采用电机、油缸等其他动力源。
37.具体地,冲压机构6包括冲压固定架61、冲压驱动机构和冲压组件,冲压固定架61固定安装于工件治具5的上部,冲压驱动机构固定安装于冲压固定架61 的上部,冲压驱动机构与冲压组件传动连接,冲压组件包括冲压连接块63、冲压滑块64和至少一个冲压杆65,冲压滑块64的截面形状为“凹”字形状,冲压连接块63固定安装于冲压滑块64的上部,冲压杆65设置于冲压滑块64,冲压杆 65位于工件的螺母安装位的正上方,冲压连接块63与冲压驱动机构传动连接。每个螺母安装位对应一个冲压杆65,冲压驱动机构通过冲压连接块63与冲压滑块64连接,由于不同工件的螺母9大小型号不同,对应冲压杆65的直径也有不同,因此通过冲压连接块63连接冲压滑块64,便于更换具有不同型号冲压杆65 的冲压滑块64,增加灵活性,方便替换。
38.具体地,冲压驱动机构包括滑台气缸62,滑台气缸62设置有垂直移动的滑台621,滑台621与冲压连接块63固定连接,冲压杆65上下滑动安装于冲压滑块64,冲压杆65的中部设置有限位台阶651,限位台阶651的下部与冲压滑块 64抵顶配合,冲压杆65的上部套设有缓冲弹簧66,缓冲弹簧66的下端部抵顶限位套接的上部,缓冲弹簧66的上端部抵顶冲压连接块63,冲压连接块63在冲压杆65的对应位置开设有避让孔631,避让孔631的直径大于或等于冲压杆65 的直径,冲压杆65的上部穿过避让孔631与滑台621活动抵顶配合。在冲压时,滑台气缸62的滑台621驱动冲压连接块63和冲压滑块64一同向下移动,冲压杆65率先接触并抵压在螺母9上,由于工件多数采用塑料材质,冲压杆65直接冲压一定程度上会导致工件损坏,因此在冲压杆65抵压在螺母9上后,冲压滑块64继续向下移动,冲压杆65在缓冲弹簧66的作用下具有一定弹性,冲压杆 65相对冲压滑块64滑动,减缓冲击力,冲压杆65的顶部在避让孔631内相对向上滑动,直至冲压杆65的顶部抵压在滑台621上,从而结束冲压杆65的形成,将螺母9完全冲压至螺母安装位内;滑台气缸62的滑台621向上移动驱动冲压连接块63和冲压滑块64向上复位,冲压杆65在缓冲弹簧66的作用下向下复位直至限位台阶651抵压在冲压滑块64上。通过具有弹性位移的冲压杆65,减缓冲击力度,提高良品率,降低
生产成本。
39.具体地,工件治具5的前侧面开设有安装斜孔,安装斜孔与螺母定位槽51 连通,安装斜孔与螺母定位槽51之间的夹角为30
°
,螺母感应器55穿过安装斜孔伸入至螺母定位槽51内,吸附定位器54固定安装于螺母定位槽51的前端部,吸附定位器54与螺母感应器55之间的夹角为60
°
。由于螺母感应器55为电子元器件,需要电线连接,将螺母感应器55插装在安装斜孔内,便于维修替换。安装斜孔与螺母定位槽51之间的夹角为30
°
,使螺母感应器55与螺母9的一侧边贴合,从而检测螺母9的到位情况,贴合螺母9的一侧边,螺母9与螺母感应器55的接触面积大,检测的准确度更高,螺母感应器55采用接近传感器,吸附定位器54与螺母感应器55之间的夹角为60
°
,吸附定位器54同样吸附螺母9 的一侧边,增加螺母9与吸附定位器54的接触面积,提高吸附力。
40.具体地,夹持机构8包括夹持固定架81、夹持气缸82、第一传动臂83、第二传动臂84、第三传动臂85和夹持杆86,夹持固定架81固定安装于安装架11 的下部,夹持气缸82固定安装于夹持固定架81的下部,夹持固定部的上部设置有旋转安装件811,夹持气缸82的活塞杆711的外端部分别与第二传动臂84的第一端和第一传动臂83的第一端旋转连接,第一传动臂83的第二端与旋转安装件811的上部旋转连接,第二传动臂84的第二端与第三传动臂85的中部旋转连接,第三传动臂85的第一端与旋转安装件811的下部旋转连接,夹持杆86固定安装于第三传动臂85的第二端,夹持杆86与第三传动臂85垂直设置,夹持杆 86与工件活动抵顶配合。夹持机构8将工件固定在工件治具5上,防止其在冲压时发生位移,夹持气缸82的活塞杆711驱动第一传动臂83和第二传动臂84旋转,第二传动臂84驱动第三传动臂85朝向工件旋转直至将夹持杆86抵压在工件上。
41.具体地,旋转安装件811的中部沿垂直方向开设有插接槽812,第二传动臂 84和第三传动臂85旋转安装于插接槽812内,第二传动臂84设置有抵压槽,在夹持杆86抵压工件时第三传动臂85插入插接槽812并与第二传动臂84的抵压槽抵顶配合,夹持杆86朝向工件的一端设置有橡胶垫87。夹持机构8在夹紧固定时,第三传动臂85插入插接槽812内,防止第三传动臂85左右摆动,同时第二传动臂84抵压在第三传动臂85上,从而完全锁紧第三传动臂85,工件固定更加牢固。
42.具体地,振料盘2和螺母安装装置之间设置有振料器4和振料支架12,振料支架12固定安装于底座1上,振料器4固定安装在振料支架12的上部,送料轨道3安装于振料器4上。螺母在通过振料盘2进入送料轨道3内后,螺母9通过振料器4从送料轨道3的入口向出口移动直至进入螺母定位槽51内,全程无驱动机构驱动,结构简单,成本低。
43.具体地,送料轨道3设置与螺母定位槽51相对应的传输槽31,送料轨道3 的上部设置有条形盖板32,条形盖板32沿长度方向盖设于传输槽31的一侧、传输槽31的另一侧显露出条形盖板32,传输槽31的宽度等于螺母9的最小宽度,螺母定位槽51的宽度与传输槽31的宽度相同。螺母9的六角形相对的两个边之间的距离等于传输槽31的宽度,螺母9进入传输槽31时保持相同的进入角度,条形盖板32盖住部分传输槽31,对螺母9进行限位的同时,还可以从缝隙处观察螺母9的情况,便于调试机器。
44.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1