一种板料冲裁模具的制作方法
1.本实用新型属于变压器技术领域,尤其涉及一种板料冲裁模具。
背景技术:
2.包括变压器生产在内的各种产品生产现场均大量使用各类金属板件,这些金属板件大多通过冲裁工艺加工得到,零件冲裁自然在冲床上完成,冲裁作业现场最为常见的情形是,由操作人员在冲压机前持握条带形毛坯,按左右顺序注意完成冲裁,直至整个条料毛坯耗尽。这种操作存在较大的人员安全风险,而且效率也不高。
技术实现要素:
3.本实用新型所解决的技术问题采用以下技术方案来实现:
4.一种板料冲裁模具,包括主轴、控制部、模具和条带料,控制部安装在主轴侧部并与条带料连接,模具安装在设备工作台上,条带料在模具上横向滑动。
5.主轴包括作动轴和压头,作动轴为冲压设备的主压轴,压头安装在作动轴底部,压头的形状与需要冲裁的板件的形状一致,也就是通常所称的凸模。控制部包括角片、转轴、磁铁和拨杆,角片安装在作动轴侧部,朝向条带料移动的前方,角片的立面上具有转轴,转轴侧下方具有磁铁,转轴上铰接拨杆。模具包括底板、模块、支撑板和垫块,底板安装在设备的工作台上。底板上具有模块,模块位于压头下方,条带料置于模块上,底板上的模块侧方还具有支撑板,支撑板位于条带料运动的前侧,对条带料起到支撑的作用,垫块安装在模块的侧方。
6.进一步的,模块顶部具有滑槽,条带料在滑槽内横向滑动.
7.进一步的,模块中部具有缺口,缺口向下延伸并连通模块侧壁上的出料口,冲裁后的板料从缺口滑落并从出料口滑出。
8.进一步的,支撑板上具有槽口,槽口对条带料起到运动限位的作用。
9.本实用新型的有益效果是:
10.本实用新型用于包括变压器生产在内的各类设备的生产现场冲裁板料,其仅需要对现有冲裁设备的基础上做出微小的改动即可实现条带料自动移动循环实现板料冲裁,当然,为了实现本技术方案,相关技术特征的尺寸需要根据实际设备和实际条带料的尺寸进行计算,这些计算对于本领域技术人员来说容易实现,对一个循环的运动关系进行简单的数学计算便可完成。
附图说明
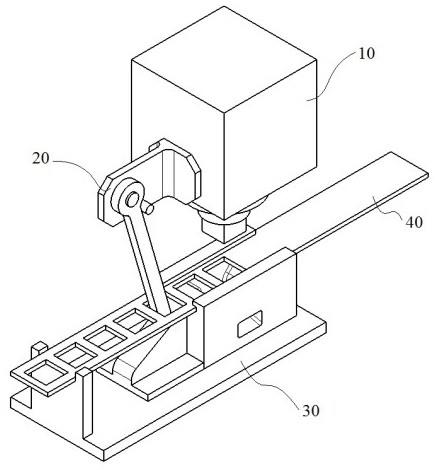
11.图1是本实用新型的示意图;
12.图2是本实用新型的主视图;
13.图3是本实用新型的爆炸图;
14.图中:10.主轴,11.作动轴,12.压头,20.控制部,21.角片,22.转轴,23.磁铁,24.
拨杆,30.模具,31.底板,32.模块,321.滑槽,322.缺口,323.出料口,33.支撑板,331.槽口,34.垫块,341.斜台,40.条带料。
具体实施方式
15.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的首选实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容更加透彻全面。
16.参见图1-图3所示的板料冲裁模具,包括主轴10、控制部20、模具30和条带料40,控制部20安装在主轴10侧部并与条带料40连接,模具30安装在设备工作台上,条带料40在模具30上横向滑动。
17.主轴10包括作动轴11和压头12,作动轴11为冲压设备的主压轴,压头12安装在作动轴11底部,压头12的形状与需要冲裁的板件的形状一致,也就是通常所称的凸模。
18.控制部20包括角片21、转轴22、磁铁23和拨杆24,角片21安装在作动轴11侧部,朝向条带料40移动的前方,角片21的立面上具有转轴22,转轴22侧下方具有磁铁23,转轴22上铰接拨杆24,磁铁23一方面对拨杆22起到磁吸的作用,使其在运动过程中周期性的恢复原位,准备进入下一个工作循环,另一方面磁铁23对拨杆22的运动起到限位的作用。
19.模具30包括底板31、模块32、支撑板33和垫块34,底板31安装在设备的工作台上,当然,需要补充的是,为了实现安装,底板31上应当具有与工作台匹配的安装孔或者安装槽,该技术方案对于本领域技术人员来说容易实现,本实施例不再赘述。底板31上具有模块32,模块32位于压头12下方,条带料40置于模块32上,压头12下压将条带料40冲压出需要的板料,底板31上的模块32侧方还具有支撑板33,支撑板33位于条带料40运动的前侧,对条带料40起到支撑的作用,垫块34安装在模块32的侧方,垫块34对拨杆24的运动起到导向的作用。
20.模块32顶部具有滑槽321,条带料40在滑槽321内横向滑动,模块32中部具有缺口322,缺口322向下延伸并连通模块32侧壁上的出料口323,冲裁后的板料从缺口322滑落并从出料口323滑出。支撑板33上具有槽口331,槽口331对条带料40起到运动限位的作用。
21.本实用新型的工作原理是:当主轴10处于上位时,整个装置处于工作循环的起点,拨杆24在磁铁23的作用下处于右侧位置(按附图2的方位描述),条带料40刚完成一次冲裁,随着主轴10向下压,拨杆24首先穿入冲裁过后的条带料40的空槽中,随后拨杆24在垫块34的斜台341的作用下脱离磁铁23向左侧摆动,同时将条带料40向左侧推动,随后主轴10下压完成一次冲裁,冲裁下来的板料从出料口323流出,随后主轴10向上移动,拨杆24向上脱离条带料40,随后在磁铁23的作用想向右摆动,进入下一个工作循环。
22.以上实施例主要说明了本实用新型的板料冲裁模具。尽管只对其中有限的实施例和技术特征进行了描述,本领域技术人员应当了解,本实用新型可以在不偏离其主旨与范围内以许多其他的形式实施。因此,所展示的实施例被视为示意性的而非限制形的,在不脱离所附权利要求所定义的本实用新型的精神及范围的情况下,本实用新型可能涵盖各种修改与替换的方案。
技术特征:
1.一种板料冲裁模具,包括主轴(10)、控制部(20)、模具(30)和条带料(40),其特征在于,所述控制部(20)安装在主轴(10)侧部并与条带料(40)连接,模具(30)安装在设备工作台上,条带料(40)在模具(30)上横向滑动,主轴(10)包括作动轴(11)和压头(12),作动轴(11)为冲压设备的主压轴,压头(12)安装在作动轴(11)底部,控制部(20)包括角片(21)、转轴(22)、磁铁(23)和拨杆(24),角片(21)安装在作动轴(11)侧部,朝向条带料(40)移动的前方,角片(21)的立面上具有转轴(22),转轴(22)侧下方具有磁铁(23),转轴(22)上铰接拨杆(24),模具(30)包括底板(31)、模块(32)、支撑板(33)和垫块(34),底板(31)安装在设备的工作台上,底板(31)上具有模块(32),模块(32)位于压头(12)下方,条带料(40)置于模块(32)上,压头(12)下压将条带料(40)冲压出需要的板料,底板(31)上的模块(32)侧方还具有支撑板(33),支撑板(33)位于条带料(40)运动的前侧,垫块(34)安装在模块(32)的侧方。2.如权利要求1所述的板料冲裁模具,其特征在于,所述模块(32)顶部具有滑槽(321),条带料(40)在滑槽(321)内横向滑动。3.如权利要求1所述的板料冲裁模具,其特征在于,所述模块(32)中部具有缺口(322),缺口(322)向下延伸并连通模块(32)侧壁上的出料口(323),冲裁后的板料从缺口(322)滑落并从出料口(323)滑出。4.如权利要求1所述的板料冲裁模具,其特征在于,所述支撑板(33)上具有槽口(331),槽口(331)对条带料(40)起到运动限位的作用。
技术总结
一种板料冲裁模具,属变压器领域,包括主轴、控制部、模具和条带料,控制部安装在主轴侧部并与条带料连接,模具安装在设备工作台上,条带料在模具上横向滑动。主轴包括作动轴和压头,作动轴为冲压设备的主压轴,压头安装在作动轴底部,压头的形状与需要冲裁的板件的形状一致,也就是通常所称的凸模。控制部包括角片、转轴、磁铁和拨杆,角片安装在作动轴侧部,朝向条带料移动的前方,角片的立面上具有转轴,转轴侧下方具有磁铁,转轴上铰接拨杆。模具包括底板、模块、支撑板和垫块,底板安装在设备的工作台上。底板上具有模块,模块位于压头下方,底板上的模块侧方还具有支撑板,支撑板位于条带料运动的前侧,垫块安装在模块的侧方。垫块安装在模块的侧方。垫块安装在模块的侧方。
技术研发人员:杨强 吴晓浦 钟威 李芳芳
受保护的技术使用者:江西赣电电气有限公司
技术研发日:2022.08.22
技术公布日:2022/12/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1