一种普通车床用速换顶尖的制作方法
1.本实用新型属于机械加工技术领域,具体涉及一种普通车床用速换顶尖。
背景技术:
2.顶尖是机械加工车床的关键零件,用于定心并承受工件的重力和切削力;车床顶尖是装在车床尾座的锥孔内,用于围绕工件在车床卡盘或主轴箱主轴和尾座主轴之间的点或轴进行精确定位,并通过使工件旋转、公转来确保工件的同轴度。
3.顶尖是标准件可以市场采购。在科研用零部件生产加工中零件形状复杂并且使用的材料多样化,致使顶尖中的顶针形状和材料也需多样化,对顶尖的顶针形状需要有锥度式、平顶式、内凹式等;材料需要是紫铜、铝合金、尼龙、聚酰胺树脂等材料的顶针。这对市场采购产生了一定的困难,并且价格昂贵,存放管理不便,加工准备工时长,效率低。
技术实现要素:
4.本实用新型的目的是提供一种普车用速换顶尖,解决加工零部件的多样化需求,提供一种能够通过快速更换顶针的顶尖装置。保证了结构简单、便于存放管理、互换性好、经济性好,加工准备工时短。
5.本发明的有效收益如下:
6.本实用新型的优点在于,其所提供的一种普车用速换顶尖通过壳体与轴承和顶柄形成部件,始终装入车床尾座中不必装卸,根据生产加工零部件的需求,随时更换符合需求的顶针装入壳体,通过可拆卸顶针的方案来解决加工零部件的多样化需求。相比较现有技术,本实用新型能够有效解决市场采购困难、成本昂贵,顶针尺寸小更便于存放管理,拆卸准备工时短,效率高。
7.为达到上述目的,解决上述技术问题,本实用新型的技术方案如下:一种普车用速换顶尖其特征在于:由顶针1、弹性夹套2、壳体3、轴承
ⅰꢀ
4、轴承ⅱ5、顶柄6组成,顶针1、弹性夹套2、壳体3、轴承ⅰ4、顶柄 6的中轴线重合。轴承ⅰ4装入壳体3的中槽内,轴承ⅱ5装入壳体3的外槽内,顶柄6装入轴承ⅱ5中并使顶柄6前端与轴承ⅰ4接触,顶针1放入弹性夹套2中后一同装入壳体3中。
8.进一步的,顶针1材料和前端形状根据加工零部件的需求而定,顶针形状有锥度式、平顶式、内凹式等;材料有紫铜、铝合金、尼龙、聚酰胺树脂等);顶针1与弹性夹套2配合面是圆柱面。
9.进一步的,弹性夹套2采用合金钢65mn,淬火hrc50~55;轴向开1mm 宽通槽;内径是圆柱面,外径是圆锥面。
10.进一步的,壳体3前端与弹性夹套2配合处内径是圆锥面;锥度与弹性夹套2锥度一至。
11.本实用新型的有效收益如下:
12.1、本实用新型的顶针与弹性夹套采用圆柱面配合,因对顶针圆柱面加工简易、精
度高,可预先加工好不同的顶针形状和不同材料的顶针,配合面一致,随时可用。
13.2、本实用新型弹性夹套采用弹簧钢并开槽,通过淬火调质处理后具有良好的弹性和耐磨度,通过锥度面与壳体紧密配合并夹紧顶针,达到同轴的目的,每次更换顶针时,用扳手向前撬动弹性夹套凸起,弹性夹套同顶尖一同退出壳体,弹性夹套弹性释放,轻松取出顶针,进行更换其它顶针,省时省力,互换性好、操作方便。
14.3、本实用新型壳体与轴承和顶柄形成部件,可以始终装入车床尾座中不用装卸,这可以减轻操作者的劳动量并具有良好的经济适用性。
附图说明
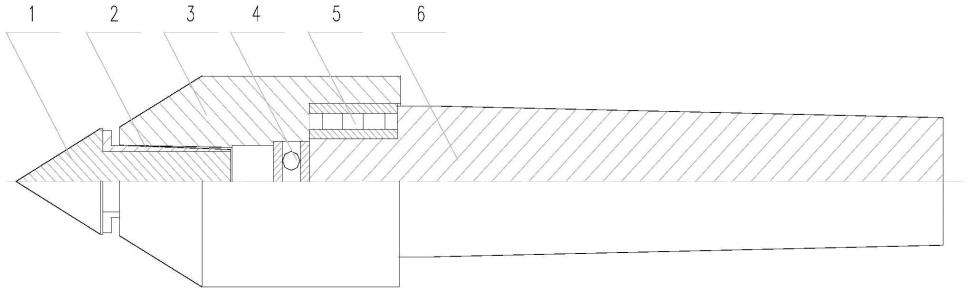
15.本图1是一种普通车床用速换顶尖示意图。
16.其中:1-顶针、2-弹性夹套、3-壳体、4-轴承ⅰ、5-轴承ⅱ、6-顶柄
具体实施方式
17.为使本实用新型的目的、内容和优点更加清楚,对本实用新型的具体实施方式作进一步详细描述。
18.一种普通车床用速换顶尖,包括顶针1、弹性夹套2、壳体3、轴承
ⅰꢀ
4、轴承ⅱ5、顶柄6;
19.顶针1、弹性夹套2、壳体3、轴承ⅰ4、顶柄6的中轴线重合;壳体 3中间凹槽装配轴承ⅰ4为推力球轴承,承受轴向负荷;底端凹槽装配轴承ⅱ5为双列圆柱滚子轴承,支承轴及轴上转动的零件,并保持轴的正常工位和旋转精度;
20.顶针1与弹性夹套2配合面是圆柱面,顶针1圆柱面装入弹性夹套2 内之后装入壳体3前端的锥面内,通过锥面配合产生的弹性变形夹紧顶针 1并保证同轴,锥度采用莫氏3号b;
21.弹性夹套2采用弹簧钢并轴向开通槽,通过淬火调质处理,弹性夹套 2内径是圆柱面,外径是圆锥面。
22.顶柄6的圆柱面装入轴承ⅱ5内孔中,前端与轴承ⅰ4紧密接触;顶柄6圆锥面与车床尾座配合;
23.顶针1材料和顶针1前端的形状根据加工零部件的需求而定,顶针前端的形状能够设计为锥度式、平顶式、内凹式,顶针1的材料选取紫铜、铝合金、尼龙或聚酰胺树脂。
24.弹性夹套2采用合金钢65mn,淬火hrc50~55;轴向开1mm宽通槽;内径是圆柱面,外径是圆锥面。
25.壳体3前端与弹性夹套2配合处内径是圆锥面;锥度与弹性夹套2锥度一致。
技术特征:
1.一种普通车床用速换顶尖,其特征在于,所述速换尖顶包括顶针(1)、弹性夹套(2)、壳体(3)、轴承ⅰ(4)、轴承ⅱ(5)、顶柄(6);所述顶针(1)、弹性夹套(2)、壳体(3)、轴承ⅰ(4)、顶柄(6)的中轴线重合;所述顶针(1)与弹性夹套(2)配合面是圆柱面,所述顶针(1)圆柱面装入弹性夹套(2)内之后装入壳体(3)前端的锥面内,通过锥面配合产生的弹性变形夹紧顶针(1)并保证同轴,锥度采用莫氏3号b;所述弹性夹套(2)采用弹簧钢并轴向开通槽,通过淬火调质处理,弹性夹套(2)内径是圆柱面,外径是圆锥面;所述壳体(3)中间凹槽装配轴承ⅰ(4)为推力球轴承,承受轴向负荷;底端凹槽装配轴承ⅱ(5)为双列圆柱滚子轴承,支承轴及轴上转动的零件,并保持轴的正常工位和旋转精度;所述顶柄(6)的圆柱面装入轴承ⅱ(5)内孔中,前端与轴承ⅰ(4)紧密接触;顶柄(6)圆锥面与车床尾座配合。2.根据权利要求1所述的一种普通车床用速换顶尖,其特征在于,所述顶针(1)的材料和顶针(1)前端的形状根据加工零部件的需求而定,顶针前端的形状能够设计为锥度式、平顶式或内凹式,顶针(1)的材料选取紫铜、铝合金、尼龙或聚酰胺树脂。3.根据权利要求1所述的一种普通车床用速换顶尖,其特征在于,所述弹性夹套(2)采用合金钢65mn,淬火hrc50~55;所述轴向开1mm宽通槽。4.根据权利要求1所述的一种普通车床用速换顶尖,其特征在于,所述壳体(3)前端与弹性夹套(2)配合处内径是圆锥面;所述锥度与弹性夹套(2)锥度一致。
技术总结
本实用新型提供一种普通车床用速换顶尖,属于机械加工技术领域,一种普车用速换顶尖,包括顶针1、弹性夹套、壳体、轴承Ⅰ4、轴承Ⅱ5、顶柄6组成。轴承Ⅰ4装入壳体3的中槽内,轴承Ⅱ5装入壳体3的外槽内,顶柄6装入轴承Ⅱ5中并使顶柄6前端与轴承Ⅰ4接触,顶针1放入弹性夹套2中后在装入壳体3中。本实用新型通过壳体与轴承和顶柄形成部件,始终装入车床尾座中不必装卸,根据生产加工零部件的需求,随时更换符合需求的顶针装入壳体,通过可拆卸顶针的方案来解决加工零部件的多样化需求,有效解决市场采购困难、且顶针尺寸小更便于存放管理,拆卸准备工时短,效率高。效率高。效率高。
技术研发人员:闫作铭 刘晓辉 杨军 吴兆春 巩远志 郑继业 王勋 张园园 吴洋 李多 李季
受保护的技术使用者:齐齐哈尔建华机械有限公司
技术研发日:2022.09.20
技术公布日:2023/2/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1