一种连续式板材压型机的制作方法
本技术涉及一种连续式板材压型机,属于环保板材加工设备。
背景技术:
1、催化剂板在将薄型不锈钢筛网板褶皱的过程中多为冲压成型,再按要求剪切成单板,现在采用的板材压型机设备无法实现连续生产,加工工作效率低下,而且在挤压成型过程中不便对催化剂板进行保护,成型过程容易导致板材上的催化剂脱落,影响其实际使用效果。
技术实现思路
1、本实用新型要解决的技术问题是提供一种实现连续、高效生产加工的连续式板材压型机。
2、为解决上述技术问题本实用新型所采取的技术方案是:
3、一种连续式板材压型机,其包括设置在机架上的压型系统、覆膜系统、输料系统;
4、所述压型系统包括固定设置在机架上的下成型辊、与所述下成型辊配合设置的上成型辊以及驱动下成型辊和上成型辊转动的动力驱动单元;
5、所述覆膜系统包括上下独立设置的两套覆膜导向装置。
6、进一步的,所述覆膜导向装置包括覆膜以及沿覆膜走向依次设置在机架上的放料辊、导向辊、张力控制辊、收料辊,所述收料辊与第二驱动电机连接。
7、进一步的,所述覆膜依次通过放料辊、成型辊、导向辊、张力控制辊连接到收料辊,所述覆膜与成型辊同步运动。
8、进一步的,所述输料系统包括输送装置、对中装置以及夹送装置,所述输送装置包括第三驱动电机、与所述第三驱动电机连接的水平输送驱动辊以及并排设置的一个以上的水平输送从动辊,所述水平输送驱动辊和与水平输送从动辊之间通过皮带传动。
9、进一步的,所述对中装置包括设置在机架上的侧固定板,所述侧固定板上设置滑动槽,所述滑动槽内设置滑动螺栓,所述滑动螺栓通过两个紧固螺母设置在滑动槽内。
10、进一步的,所述夹送装置包括设置固定设置在机架的滑动支座以及设置在所述滑动支座上的夹送辊。
11、进一步的,所述动力驱动单元包括设置在机架上的第一驱动电机以及驱动下成型辊和上成型辊相反方向转动的齿轮组,所述第一驱动电机通过减速机驱动齿轮组转动。
12、进一步的,所述上成型辊通过滑动支撑座设置在机架上,所述滑动支撑座上方设置蜗轮丝杆升降装置,所述蜗轮丝杆升降装置包括设置在机架上的壳体、设置在所述壳体内的蜗杆、与所述蜗杆配合传动设置的蜗轮以及与所述蜗轮配合设置的丝杆,所述丝杆与滑动支撑座连接,所述蜗杆与手轮连接。
13、进一步的,所述机架上位于出料口侧设置磁栅尺。
14、进一步的,所述机架上出料口处设置压缩空气喷嘴。
15、采用上述技术方案所产生的有益效果在于:
16、本实用新型通过在机架上的压型系统、覆膜系统、输料系统,输料设备在工作时,覆膜安装到放料辊上,将覆膜通过导向辊、成型辊、张力控制辊连接到收料辊,当成型辊开始转动后,收料辊同时开始转动,通过张力控制辊调节覆膜与成型辊运动速度一致,催化剂板在两层覆膜之间被成型辊连续挤压成型,其设计合理,解决了现有技术中采用冲压技术不能连续生产加工的缺陷,连续生产并且双面同时进行挤压,高效加工,满足日益增长的市场加工需求。
17、本实用新型的输料系统包括输送装置、对中装置以及夹送装置,输送装置实板材的连续输送,对中装置便于对板材的横向位置进行调整,夹送装置实现对板材施以向下的压力,保证其在挤压过程中的稳定性,保证成型效果。
18、本实用新型的上成型辊通过蜗轮丝杆升降装置带动其在机架上上下滑动,调整其上下位置进而调整上下成型辊之间的间距,进而调整成型板的波高,磁栅尺用以监测上成型辊的位移量,保证间距调节的准确性。
19、本实用新型的机架出料口处设置压缩空气喷嘴,对于上下成型辊出口处进行及时吹扫,利于其收集,防止催化剂粉末形成堆积。
技术特征:
1.一种连续式板材压型机,其特征在于,其包括设置在机架(1)上的压型系统、覆膜系统、输料系统;
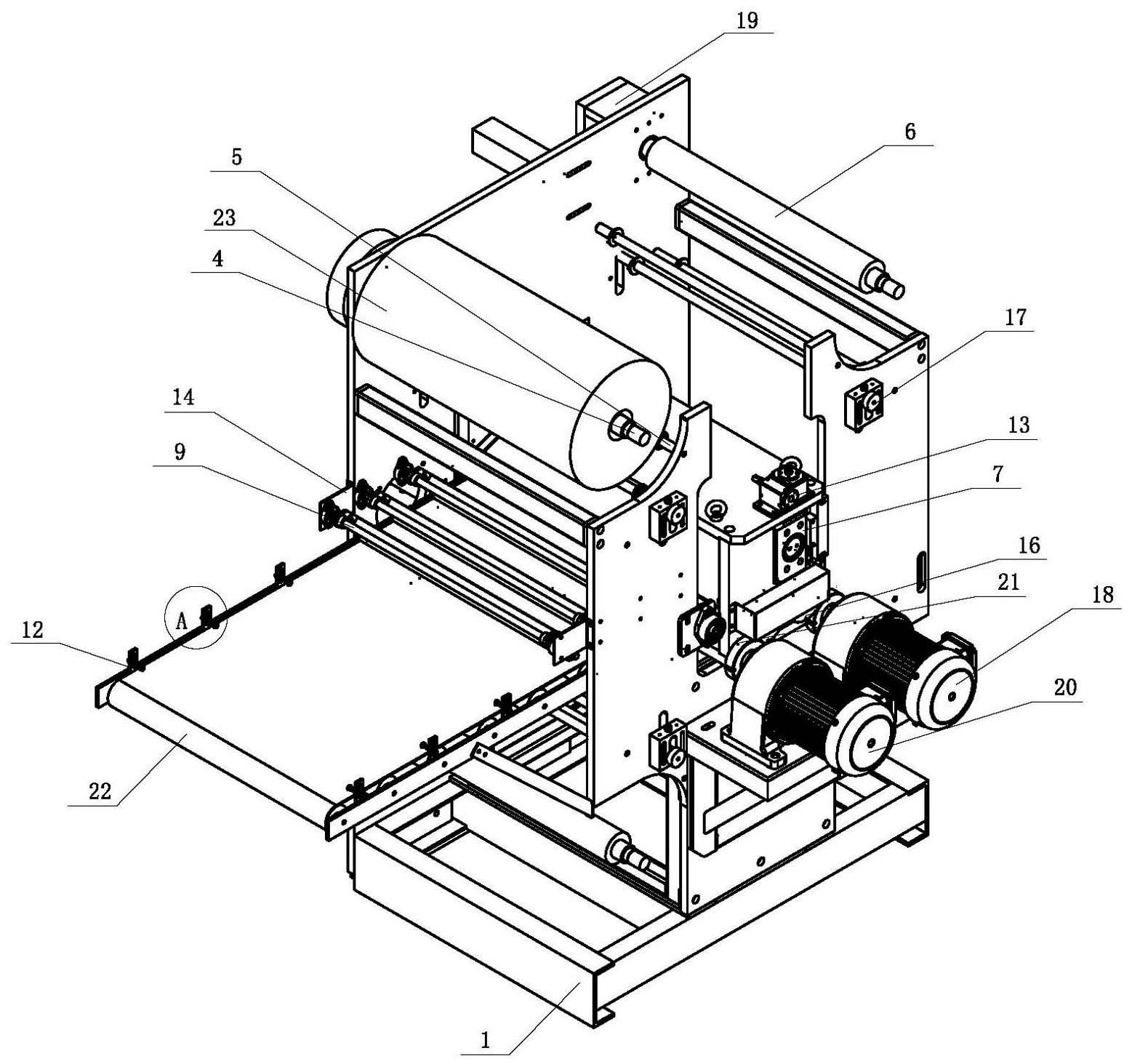
2.根据权利要求1所述的一种连续式板材压型机,其特征在于,所述覆膜导向装置包括覆膜(23)以及沿覆膜(23)走向依次设置在机架(1)上的放料辊(4)、导向辊(5)、张力控制辊(17)、收料辊(6),所述收料辊(6)与第二驱动电机(19)连接。
3.根据权利要求2所述的一种连续式板材压型机,其特征在于,所述覆膜(23)依次通过放料辊(4)、成型辊、导向辊(5)、张力控制辊(17)连接到收料辊(6),所述覆膜(23)与成型辊同步运动。
4.根据权利要求1所述的一种连续式板材压型机,其特征在于,所述输料系统包括输送装置、对中装置以及夹送装置,所述输送装置包括第三驱动电机(20)、与所述第三驱动电机(20)连接的水平输送驱动辊(21)以及并排设置的一个以上的水平输送从动辊(22),所述水平输送驱动辊(21)和与水平输送从动辊(22)之间通过皮带传动。
5.根据权利要求4所述的一种连续式板材压型机,其特征在于,所述对中装置包括设置在机架(1)上的侧固定板(12),所述侧固定板(12)上设置滑动槽(11),所述滑动槽(11)内设置滑动螺栓(10),所述滑动螺栓(10)通过两个紧固螺母设置在滑动槽(11)内。
6.根据权利要求5所述的一种连续式板材压型机,其特征在于,所述夹送装置包括设置固定设置在机架(1)的滑动支座(14)以及设置在所述滑动支座(14)上的夹送辊(9)。
7.根据权利要求1所述的一种连续式板材压型机,其特征在于,所述动力驱动单元包括设置在机架(1)上的第一驱动电机(18)以及驱动下成型辊(3)和上成型辊(2)相反方向转动的齿轮组(16),所述第一驱动电机(18)通过减速机驱动齿轮组(16)转动。
8.根据权利要求1所述的一种连续式板材压型机,其特征在于,所述上成型辊(2)通过滑动支撑座(7)设置在机架(1)上,所述滑动支撑座(7)上方设置蜗轮丝杆升降装置,所述蜗轮丝杆升降装置包括设置在机架(1)上的壳体、设置在所述壳体内的蜗杆、与所述蜗杆配合传动设置的蜗轮以及与所述蜗轮配合设置的丝杆,所述丝杆与滑动支撑座(7)连接,所述蜗杆与手轮(13)连接。
9.根据权利要求8所述的一种连续式板材压型机,其特征在于,所述机架(1)上位于出料口侧设置磁栅尺(15)。
10.根据权利要求1所述的一种连续式板材压型机,其特征在于,所述机架(1)上出料口处设置压缩空气喷嘴(8)。
技术总结
本技术提供一种连续式板材压型机,其包括设置在机架上的压型系统、覆膜系统、输料系统;所述压型系统包括固定设置在机架上的下成型辊、与所述下成型辊配合设置的上成型辊以及驱动下成型辊和上成型辊转动的动力驱动单元;所述覆膜系统包括上下独立设置的两套覆膜导向装置,所述覆膜导向装置包括覆膜以及沿覆膜走向依次设置在机架上的放料辊、导向辊、张力控制辊、收料辊,所述收料辊与第二驱动电机连接,所述覆膜依次通过放料辊、成型辊、导向辊、张力控制辊连接到收料辊,所述覆膜与成型辊同步运动,本技术具有实现连续、高效生产加工的特点。
技术研发人员:赵红梅,闵卓,秦永旺
受保护的技术使用者:河北永超智能科技有限公司
技术研发日:20220922
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!