双丝驱动结构的制作方法
本技术涉及送丝机,具体为双丝驱动结构。
背景技术:
1、焊接就其核心来说是结合两片金属的方式,一些焊接工艺随着它们被执行而消耗焊丝,此焊丝可被称为电极焊丝、填充焊丝、加性焊丝或自耗焊丝等,送丝机用于各种焊接或熔覆应用中以将此焊丝送给到焊接或熔覆点,而送丝机在使用时一般是通过驱动机构带动送丝轮转动进行送丝。
2、驱动结构在使用时一般只能送单条焊丝,对于过大、过深的焊缝,无法实现满焊,不能达到焊接要求;驱动结构使用时一般是直接通过多个螺钉安装在送丝机表面,安装时不易进行定位放置,且固定首个螺钉时驱动结构容易移动,需手动固定,较为繁琐,从而使驱动结构的安装时间较长。
技术实现思路
1、本实用新型的目的在于提供双丝驱动结构,以解决上述背景技术中提出驱动结构使用时对于过大、过深的焊缝,无法实现满焊,不能达到焊接要求,以及安装时间较长的问题。
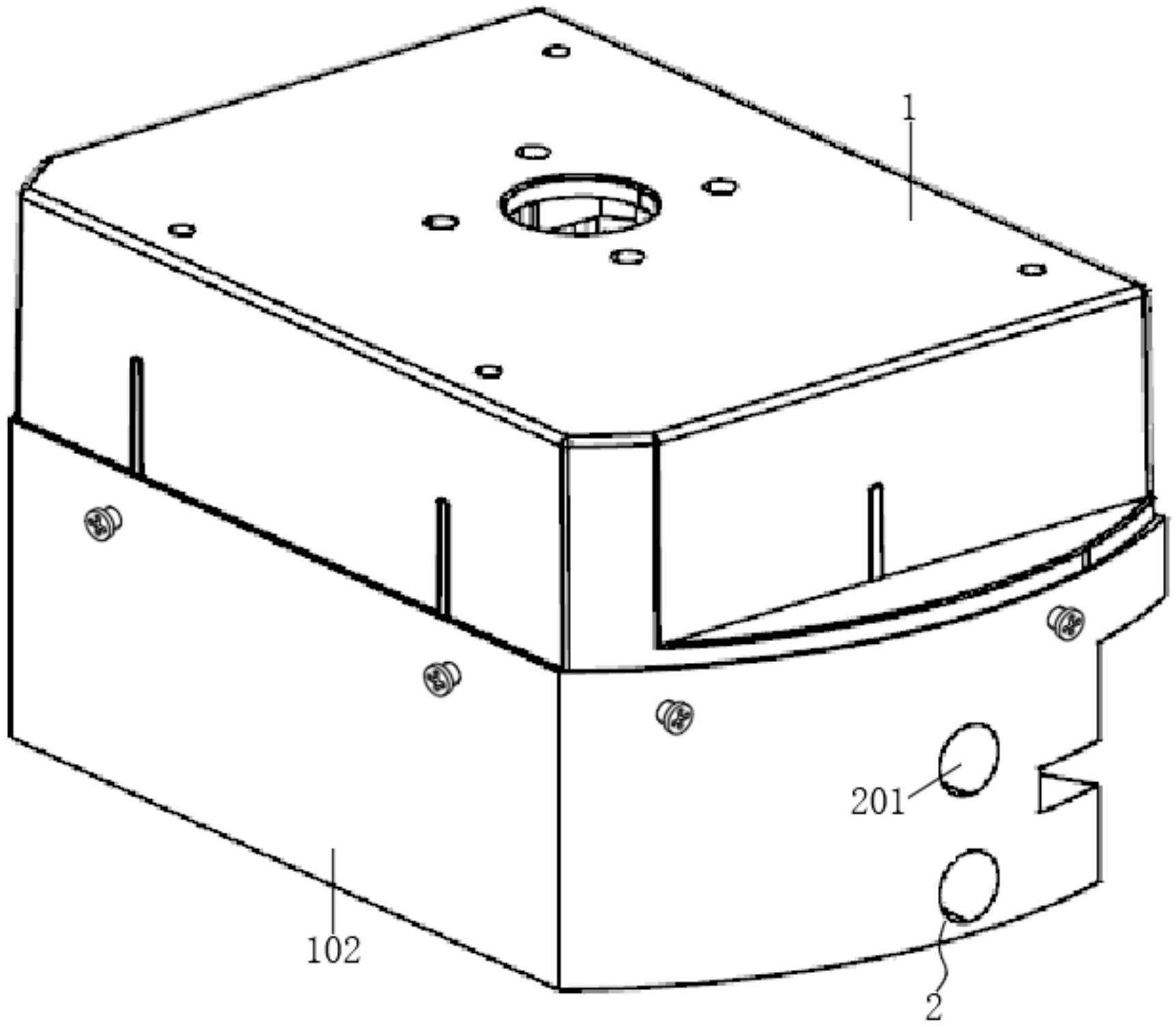
2、为实现上述目的,本实用新型提供如下技术方案:双丝驱动结构,包括收容架,所述收容架的下方设置有送丝机壳体,双丝驱动机构的内部设置有进丝管孔、驱动组件和送丝轮,所述收容架与送丝机壳体之间设置有定位组装机构,且定位组装机构由定位组件和紧固螺栓组成。
3、优选的,所述驱动组件的内部包括有主动t型齿轮、从动t型齿轮、齿轮部、驱动电机和转轴,所述收容架的表面固定有驱动电机,且驱动电机的输入端与送丝机壳体的输出端电性连接,所述驱动电机的输出端通过联轴器固定有转轴,且转轴的一端延伸至收容架的内部并固定有主动t型齿轮。
4、优选的,所述收容架的内部转动连接有从动t型齿轮,且从动t型齿轮与主动t型齿轮相互啮合,所述从动t型齿轮的两侧皆设置有齿轮部,且齿轮部与收容架相互转动配合,并且齿轮部与从动t型齿轮相互啮合。
5、优选的,所述送丝机壳体的一侧皆开设有进丝管孔,所述齿轮部的底部固定有送丝轮,且送丝轮与进丝管孔相互配合。
6、优选的,所述定位组件的内部设置有定位插孔、螺纹孔和定位板,所述收容架底部的边缘位置处皆固定有定位板,所述送丝机壳体的顶部位置处皆开设有定位插孔,且定位插孔与定位板相互卡接配合。
7、优选的,所述定位板的表面开设有螺纹孔,所述送丝机壳体的表面皆螺纹连接有紧固螺栓,且紧固螺栓的一端贯穿送丝机壳体并与螺纹孔螺纹配合。
8、与现有技术相比,本实用新型的有益效果是:该双丝驱动结构不仅使送丝机对于过大、过深的焊缝可以实现满焊满足焊接要求,而且节省了驱动结构的安装时间;
9、1、通过设置有双丝驱动机构,将两组进丝管分别插入进丝管孔的内部,驱动电机工作,在驱动电机的作用下带动转轴转动,使转轴带动主动t型齿轮转动,由于主动t型齿轮与从动t型齿轮相互啮合,使从动t型齿轮可同步旋转,同理,由于从动t型齿轮分别与齿轮部相互啮合,带动齿轮部旋转,带动送丝轮转动,对两条焊丝进行输送,实现了驱动结构同时对两条焊丝进行输送的功能,从而使送丝机对于过大、过深的焊缝可以实现满焊满足焊接要求;
10、2、通过设置有定位组装机构,将收容架放至送丝机壳体的上方,使定位板插入定位插孔的内部,并在定位板与定位插孔的卡合作用下将收容架进行定位安装,随后旋转紧固螺栓,在紧固螺栓与螺纹孔的螺纹配合下将定位板紧固,从而将收容架紧固,实现了驱动结构快速定位安装的功能,从而节省了驱动结构的安装时间。
技术特征:
1.双丝驱动结构,包括收容架,其特征在于:所述收容架的下方设置有送丝机壳体,双丝驱动机构的内部设置有进丝管孔、驱动组件和送丝轮,所述收容架与送丝机壳体之间设置有定位组装机构,且定位组装机构由定位组件和紧固螺栓组成。
2.根据权利要求1所述的双丝驱动结构,其特征在于:所述驱动组件的内部包括有主动t型齿轮、从动t型齿轮、齿轮部、驱动电机和转轴,所述收容架的表面固定有驱动电机,且驱动电机的输入端与送丝机壳体的输出端电性连接,所述驱动电机的输出端通过联轴器固定有转轴,且转轴的一端延伸至收容架的内部并固定有主动t型齿轮。
3.根据权利要求2所述的双丝驱动结构,其特征在于:所述收容架的内部转动连接有从动t型齿轮,且从动t型齿轮与主动t型齿轮相互啮合,所述从动t型齿轮的两侧皆设置有齿轮部,且齿轮部与收容架相互转动配合,并且齿轮部与从动t型齿轮相互啮合。
4.根据权利要求3所述的双丝驱动结构,其特征在于:所述送丝机壳体的一侧皆开设有进丝管孔,所述齿轮部的底部固定有送丝轮,且送丝轮与进丝管孔相互配合。
5.根据权利要求1所述的双丝驱动结构,其特征在于:所述定位组件的内部设置有定位插孔、螺纹孔和定位板,所述收容架底部的边缘位置处皆固定有定位板,所述送丝机壳体的顶部位置处皆开设有定位插孔,且定位插孔与定位板相互卡接配合。
6.根据权利要求5所述的双丝驱动结构,其特征在于:所述定位板的表面开设有螺纹孔,所述送丝机壳体的表面皆螺纹连接有紧固螺栓,且紧固螺栓的一端贯穿送丝机壳体并与螺纹孔螺纹配合。
技术总结
本技术涉及送丝机技术领域,具体为双丝驱动结构,包括收容架,所述收容架的下方设置有送丝机壳体,双丝驱动机构的内部设置有进丝管孔、驱动组件和送丝轮,所述收容架与送丝机壳体之间设置有定位组装机构,且定位组装机构由定位组件和紧固螺栓组成。本技术不仅使送丝机对于过大、过深的焊缝可以实现满焊满足焊接要求,而且节省了驱动结构的安装时间。
技术研发人员:王建中
受保护的技术使用者:徐州达玛激光科技有限公司
技术研发日:20220923
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!