一种导轨组装用位置度保持工装的制作方法
本技术涉及组装固定定位,特别涉及一种导轨组装用位置度保持工装。
背景技术:
1、目前,许多产品中需要设置导轨,例如水下的推力油缸,需要活塞在缸筒内壁的导轨中顺利滑动,要求导轨的位置度安装要求极高。在各导轨与缸筒内壁进行组装时,各导轨之间的位置度关系是重要的空间尺寸。在机床加工精度、加工材质及形状等因素影响下,中大型零件直接依赖机床配钻连接孔,其各个孔位置精度及形位公差的精度无法有效满足,导致各导轨的位置度无法保证。各个导轨之间的位置度不好,易造成产品在导轨上运动过程产生异响或卡滞,从而影响零件在导轨上顺利运行。
技术实现思路
1、本实用新型为了解决现有技术的问题,提供了一种可以保证各个导轨的位置度的导轨组装用位置度保持工装。
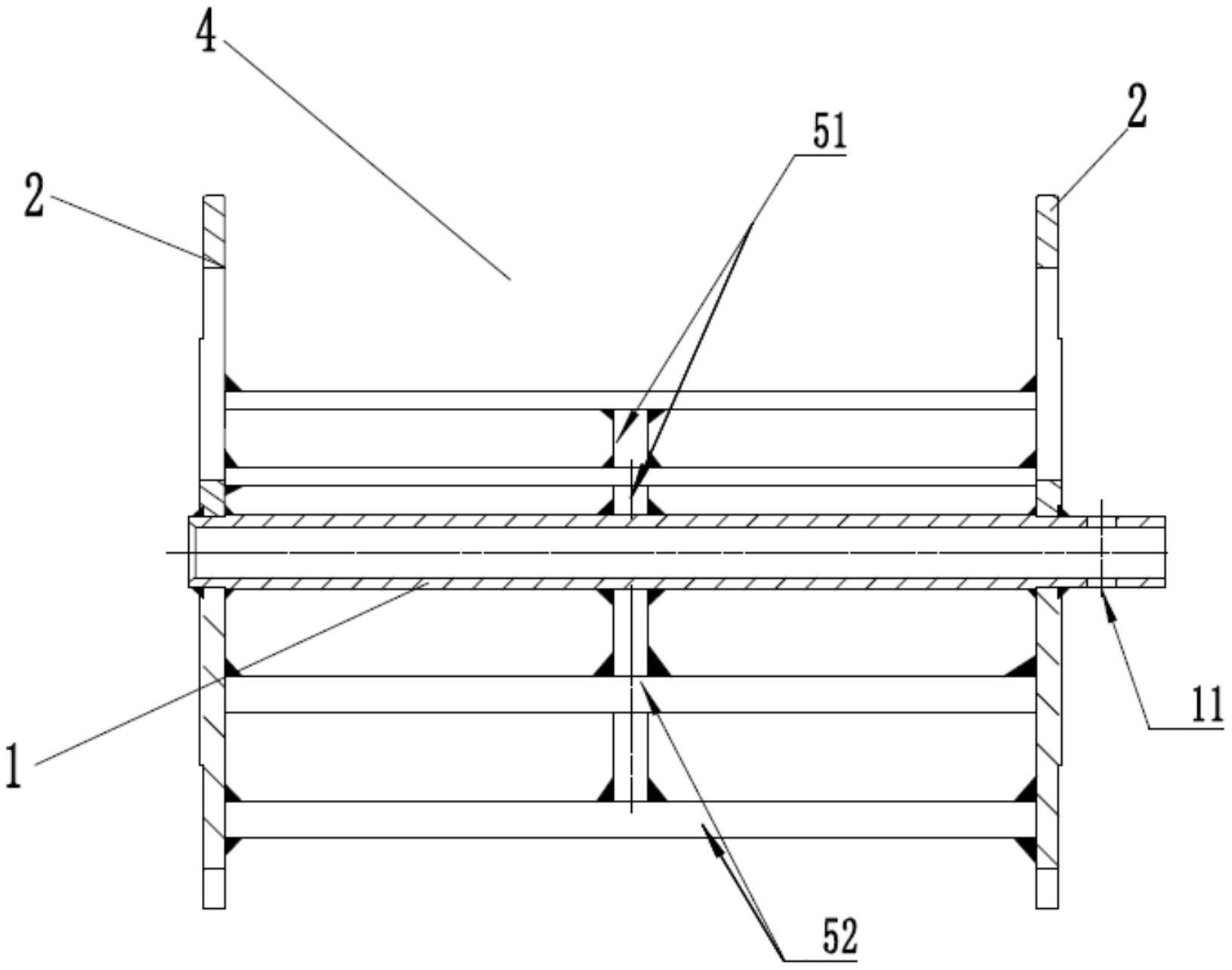
2、具体技术方案如下:一种导轨组装用位置度保持工装,包括管体,定位板和支撑筋板,定位板套设在管体两端,定位板与管体相互垂直,相邻定位板间隔设置,定位板上设有滑槽,多个滑槽环绕管体间隔设置,滑槽尺寸和数量与导轨对应设置,管体和定位板之间形成空腔,所述支撑筋板设置在空腔中,支撑筋板分别与定位板和管体连接。
3、作为优选技术方案,所述支撑筋板包括第一支撑筋板和第二支撑筋板,所述第二支撑筋板设置在定位板之间,多根第二支撑筋板平行设置,相邻第二支撑筋板之间设有第一支撑筋板,第一支撑筋板与管体连接。
4、作为优选技术方案,其特征在于,第一支撑筋板与第二支撑筋板相互垂直。
5、作为优选技术方案,所述管体一端穿过定位板,管体端部设有吊装孔。
6、作为优选技术方案,所述定位板的外轮廓为环形,管体设置在定位板中部。
7、作为优选技术方案,所述滑槽等间距间隔设置。
8、作为优选技术方案,所述滑槽至少有两个。
9、作为优选技术方案,滑槽相对于基准的位置度与导轨相对于缸筒内孔基准位置度收缩至0.03mm。
10、本实用新型的技术效果:本实用新型的导轨组装用位置度保持工装,有效的提高了导轨的位置度这一关键指标,提升了产品质量,产品能够在导轨上顺利滑动。
技术特征:
1.一种导轨组装用位置度保持工装,其特征在于,包括管体,定位板和支撑筋板,定位板套设在管体两端,定位板与管体相互垂直,相邻定位板间隔设置,定位板上设有滑槽,多个滑槽环绕管体间隔设置,滑槽尺寸和数量与导轨对应设置,管体和定位板之间形成空腔,所述支撑筋板设置在空腔中,支撑筋板分别与定位板和管体连接。
2.根据权利要求1所述的导轨组装用位置度保持工装,其特征在于,所述支撑筋板包括第一支撑筋板和第二支撑筋板,所述第二支撑筋板设置在定位板之间,多根第二支撑筋板平行设置,相邻第二支撑筋板之间设有第一支撑筋板,第一支撑筋板与管体连接。
3.根据权利要求2所述的导轨组装用位置度保持工装,其特征在于,第一支撑筋板与第二支撑筋板相互垂直。
4.根据权利要求3所述的导轨组装用位置度保持工装,其特征在于,所述管体一端穿过定位板,管体端部设有吊装孔。
5.根据权利要求4所述的导轨组装用位置度保持工装,其特征在于,所述定位板的外轮廓为环形,管体设置在定位板中部。
6.根据权利要求5所述的导轨组装用位置度保持工装,其特征在于,所述滑槽等间距间隔设置。
7.根据权利要求1所述的导轨组装用位置度保持工装,其特征在于,所述滑槽至少有两个。
8.根据权利要求1所述的导轨组装用位置度保持工装,其特征在于,滑槽相对于基准的位置度与导轨相对于缸筒内孔基准位置度收缩至0.03mm。
技术总结
本技术涉及一种导轨组装用位置度保持工装,包括管体,定位板和支撑筋板,定位板套设在管体两端,定位板与管体相互垂直,相邻定位板间隔设置,定位板上设有滑槽,多个滑槽环绕管体间隔设置,滑槽尺寸和数量与导轨对应设置,管体和定位板之间形成空腔,所述支撑筋板设置在空腔中,支撑筋板分别与定位板和管体连接。本技术的导轨组装用位置度保持工装,有效的提高了导轨的位置度这一关键指标,提升了产品质量,产品能够在导轨上顺利滑动。
技术研发人员:罗祥见,孔令孝,黄天明,辛雪敏,龚美麟
受保护的技术使用者:中船重庆液压机电有限公司
技术研发日:20230628
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!