一种减振器焊接工装的制作方法
本技术涉及汽车减振器制造领域,特别涉及一种减振器焊接工装。
背景技术:
1、市面上90%的挂车减震器均采用50缸径减震器,因近年主机厂对降本需求的提升,现逐步将原本用于中、大型客车的45缸径减震器推广应用至挂车上。由于挂车对减震器最大承受力的要求远大于客车45kn的上线,导致原有减震器中活塞杆、吊环和防尘盖间的焊接固定结构无法满足挂车的技术要求。
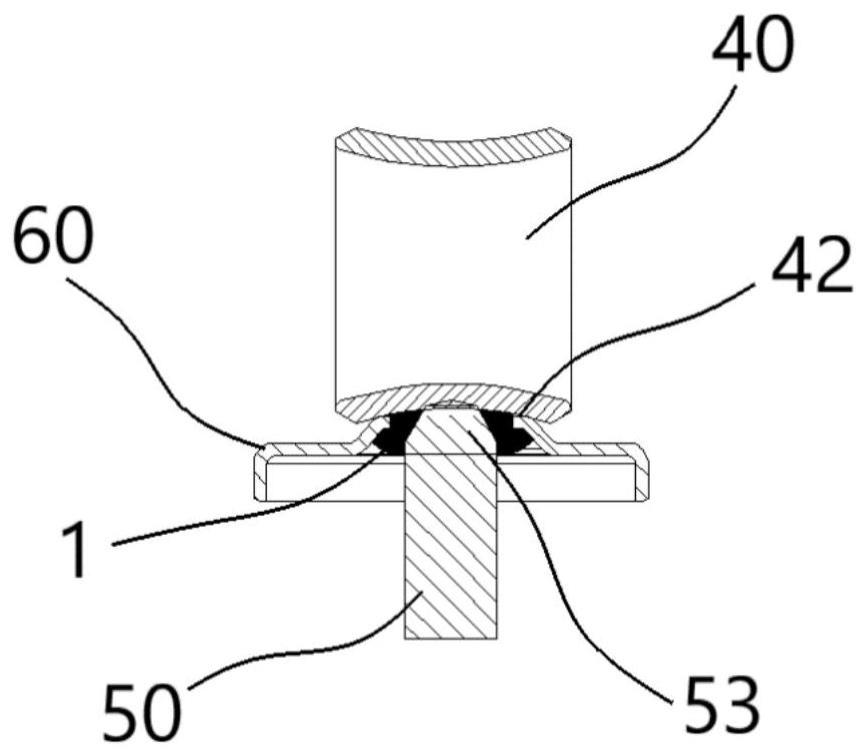
2、参考图1所展示的现有45缸径减振器与吊环间的装配通常分为三步。1.减震器50和吊环40凸焊;2.防尘盖60和吊环40焊接;3.焊接防尘盖60和减震器50。该结构下即便全部熔接状态,单凸焊也只能勉强达到100kn,其整体连接强度相对较弱,尤其是位置1a处。当吊耳40处的受力经防尘盖60传递时经常发生断裂,导致4.5*10^4n的拉力2000-3000次循环实验通过率低,远低于市场主流品牌8900-11000次的性能,影响产品跨平台应用推广。
技术实现思路
1、为了实现上述目的,本实用新型所采用的技术方案是:
2、一种减振器焊接工装,包括:
3、设置在台架一端的承托块,所述承托块用于与减振器的侧部贴合并限位;
4、设置在所述台架另一端的固定槽,所述固定槽与吊耳下端面两侧的外凸边缘线接触从而限制所述吊耳在台架上的位置度。
5、在本实用新型的一个优选实施例中,所述承托块的左端为一弧面,所述弧面为“u”型状并具有与所述减振器侧部相仿的型面。
6、在本实用新型的一个优选实施例中,所述承托块与所述台架通过一销轴组进行连接固定,所述销轴组包括了至少一定位销和螺栓。
7、在本实用新型的一个优选实施例中,所述台架为“l”型状,由定位安装板和连接块通过所述销轴组固定后构成。
8、在本实用新型的一个优选实施例中,所述定位安装板的具有布置有至少一定位销孔、螺纹孔,所述连接块下端则布置有定位至少一销穿孔和沉孔,通过所述定位销依次穿过所述定位销穿孔和定位销孔,所述螺栓穿过所述沉孔和螺纹孔进行固定。
9、在本实用新型的一个优选实施例中,所述承托块的具有至少一定位销孔和螺纹孔,所述连接块上端同样设置有至少一所述销穿孔和沉孔,所述定位销依次穿过所述定位销穿孔和定位销孔进行固定,所述螺栓穿过所述沉孔和所述螺纹孔后两两者锁固。
10、本实用新型的有益效果在于:
11、本实用新型所提供的一种减振器焊接工装及减振器和吊环连接结构,通过工装的承托块做主定位,固定槽做辅助定位,在减振器、吊耳和防尘盖间实行凸焊,在原有1序和2序间增加加强二保焊,进一步增大减震器和吊环间的焊接面积,使减振器在4.5*10^4n拉力下的耐久提升至11000次。同时,采用小口径的减震器还可以缩减底盘布置空间,减少车身端的限位绳数量。
技术特征:
1.一种减振器焊接工装,其特征在于,包括:
2.如权利要求1所述的一种减振器焊接工装,其特征在于,所述承托块的左端为一弧面,所述弧面为“u”型状并具有与所述减振器侧部相仿的型面。
3.如权利要求2所述的一种减振器焊接工装,其特征在于,所述承托块与所述台架通过一销轴组进行连接固定,所述销轴组包括了至少一定位销和螺栓。
4.如权利要求3所述的一种减振器焊接工装,其特征在于,所述台架为“l”型状,由定位安装板和连接块通过所述销轴组固定后构成。
5.如权利要求4所述的一种减振器焊接工装,其特征在于,所述定位安装板的具有布置有至少一定位销孔、螺纹孔,所述连接块下端则布置有定位至少一销穿孔和沉孔,通过所述定位销依次穿过所述定位销穿孔和定位销孔,所述螺栓穿过所述沉孔和螺纹孔进行固定。
6.如权利要求5所述的一种减振器焊接工装,其特征在于,所述承托块的具有至少一定位销孔和螺纹孔,所述连接块上端同样设置有至少一所述销穿孔和沉孔,所述定位销依次穿过所述定位销穿孔和定位销孔进行固定,所述螺栓穿过所述沉孔和所述螺纹孔后两两者锁固。
技术总结
本技术公开了一种减振器焊接工装及减振器和吊环连接结构,通过具有弧面和固定槽的工装进行辅助定位,完成在所述吊耳的连接面、所述减振器的筒体顶部和所述防尘盖之间通过构筑一凸焊焊道进行固定连接。通过工装的承托块做主定位,固定槽做辅助定位,在减振器、吊耳和防尘盖间实行凸焊,改变零件间的连接结构,提升使减振器在4.5*10^4N拉力下的耐久至11000次。
技术研发人员:常达伟
受保护的技术使用者:伯科姆汽车零部件系统(苏州)有限公司
技术研发日:20220930
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!