一种新型高频焊管机的制作方法
1.本实用新型涉及焊接技术领域,具体涉及一种新型高频焊管机。
背景技术:
2.焊接也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等;
3.而在钢管的焊接工艺中,一般都要用到焊管机对其进行焊接,高频焊管机因为加工效率高渐渐替代了一般的焊管机;在高频焊管机对管道进行焊接时,需要对管道进行固定从而焊接,而现有的高频焊管机其固定装置与高频焊管机相对固定,无法进行角度调节,从而难以进行两个钢管具有角度的焊接,降低了焊管机的实用性。
4.因此,发明一种新型高频焊管机来解决上述问题很有必要。
技术实现要素:
5.本实用新型的目的是提供一种新型高频焊管机,以解决技术中的上述不足之处。
6.为了实现上述目的,本实用新型提供如下技术方案:
7.一种新型高频焊管机,包括机底台,所述机底台的顶部中间段安装有拱型架,所述拱型架的顶部中心安装有气缸,所述气缸的输出轴贯穿拱型架顶部且输出轴的底端安装有高频焊管机组,所述机底台的顶部安装有角度调节组件,所述角度调节组件包括有转盘和l型架,所述机底台的顶部设置有圆槽,所述转盘与圆槽底部内壁转动连接,所述转盘的顶部绕转盘中心处等角度设置有多个楔体条块,所述l型架安装在转盘一侧的机底台顶部,所述l型架靠近转盘一端底部安装有拨动片,所述拨动片的底部位于楔体条块之间,所述转盘的底部安装有一组定位组件,所述圆槽一侧的机底台内设置有驱动腔,所述驱动腔的顶部中心处设置有滑动槽,所述驱动腔内安装有位移机构,所述位移机构包括有滑动块,所述滑动块的顶部安装有另一组定位组件。
8.优选的,所述定位组件包括两个对称设置的半圆弧块,两个所述半圆弧块的两侧均设置有翼板,两侧所述翼板上安装有固定螺栓,所述固定螺栓贯穿同侧的两个翼板,且所述固定螺栓的底部安装有螺母,位于下方的所述半圆弧块底部安装有连接轴。
9.优选的,位于下方的所述半圆弧块两侧的翼板上均安装有两个导向轴,两个所述导向轴贯穿位于上方的半圆弧块侧边的翼板,所述导向轴的顶部安装有限制块。
10.优选的,两个所述半圆弧块的内部均贴有防滑胶垫。
11.优选的,所述位移机构包括有驱动电机和丝杆,所述丝杆与驱动腔一端内壁转动连接,且所述丝杆位于滑动槽底部,所述丝杆上安装有丝母,所述滑动块底部与丝母相连接,所述驱动电机安装在丝杆一侧的驱动腔内部,所述驱动电机的输出轴和丝杆的一端上均安装有传动锥齿轮,两个所述传动锥齿轮相互垂直且啮合。
12.优选的,所述滑动块为“工”型结构,所述滑动块中间段较窄的宽度等于滑动槽的
宽度。
13.优选的,所述驱动腔一端的机底台侧面安装有检修板,所述检修板与机底台通过四个锚栓相连接固定。
14.在上述技术方案中,本实用新型提供的技术效果和优点:
15.通过角度调节组件可实现一个定位组件的角度变化,从而可实现两个钢管的带有角度的焊接,增加焊管机的实用性;首先将两个钢管分别插入两组定位组件的两个半圆弧块内部,之后再通过扭紧螺母使两个半圆弧块固定住钢管,之后再启动驱动电机使两个传动锥齿轮啮合传动,进而使丝母在丝杆上移动,使滑动块带动其中一个定位组件移动,使两个钢管焊接部位靠近,之后再通过拨动角度调节组件顶部的钢管使转盘转动,由于楔体条块的楔体结构可使拨动片卡在两两楔体条块之间且不影响单向的转动,当角度调节完成后,再微调两个钢管间距后通过启动气缸使高频焊管机组实现焊接,简单易操作。
附图说明
16.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
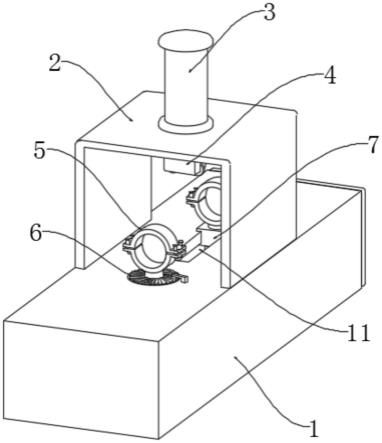
17.图1为本实用新型的整体结构立体图;
18.图2为本实用新型的定位组件和部分角度调节组件结构立体图;
19.图3为本实用新型的整体(去除拱型架区域)结构剖视立体图;
20.图4为图3的a区放大图。
21.附图标记说明:
22.1、机底台;2、拱型架;3、气缸;4、高频焊管机组;5、定位组件;6、角度调节组件;7、位移机构;8、防滑胶垫;11、滑动槽;12、驱动腔;13、检修板;51、半圆弧块;52、翼板;53、固定螺栓;54、螺母;55、导向轴;56、限制块;57、连接轴;61、转盘;62、楔体条块;63、l型架;64、拨动片;71、驱动电机;72、丝杆;73、丝母;74、滑动块;75、传动锥齿轮。
具体实施方式
23.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
24.本实用新型提供了如图1-4所示的一种新型高频焊管机,包括机底台1,机底台1的顶部中间段安装有拱型架2,拱型架2的顶部中心安装有气缸3,气缸3的输出轴贯穿拱型架2顶部且输出轴的底端安装有高频焊管机组4,机底台1的顶部安装有角度调节组件6,角度调节组件6包括有转盘61和l型架63,机底台1的顶部设置有圆槽,转盘61与圆槽底部内壁转动连接,转盘61的顶部绕转盘61中心处等角度设置有多个楔体条块62,l型架63安装在转盘61一侧的机底台1顶部,l型架63靠近转盘61一端底部安装有拨动片64,拨动片64的底部位于楔体条块62之间,转盘61的底部安装有一组定位组件5,圆槽一侧的机底台1内设置有驱动腔12,驱动腔12的顶部中心处设置有滑动槽11,驱动腔12内安装有位移机构7,位移机构7包括有滑动块74,滑动块74的顶部安装有另一组定位组件5,通过角度调节组件6可实现一个定位组件5的角度变化,从而可实现两个钢管的带有角度的焊接,增加焊管机的实用性。
25.具体的,拨动片64也为楔体结构,保证拨动片64可卡在两个楔体条块62之间,且不影响单侧的角度转动,本装置的电元件均通过常规plc控制器控制。
26.进一步的,在上述技术方案中,定位组件5包括两个对称设置的半圆弧块51,两个半圆弧块51的两侧均设置有翼板52,两侧翼板52上安装有固定螺栓53,固定螺栓53贯穿同侧的两个翼板52,且固定螺栓53的底部安装有螺母54,位于下方的半圆弧块51底部安装有连接轴57;
27.具体的,通过固定螺栓53和螺母54的配合可调节两个半圆弧块51之间的间距,从而使两个半圆弧块51固定住不同直径的钢管。
28.进一步的,在上述技术方案中,位于下方的半圆弧块51两侧的翼板52上均安装有两个导向轴55,两个导向轴55贯穿位于上方的半圆弧块51侧边的翼板52,导向轴55的顶部安装有限制块56;
29.具体的,通过两个导向轴55可使两个半圆弧块51的位置更为对齐,且能保证两个半圆弧块51固定后,能更为紧固的固定住钢管,而限制块56可防止两个半圆弧块51分离后掉落。
30.进一步的,在上述技术方案中,两个半圆弧块51的内部均贴有防滑胶垫8;
31.具体的,通过防滑胶垫8一方面可增加摩擦阻力,更好的固定住钢管,另一方面可防止半圆弧块51对钢管造成刮损。
32.进一步的,在上述技术方案中,位移机构7包括有驱动电机71和丝杆72,丝杆72与驱动腔12一端内壁转动连接,且丝杆72位于滑动槽11底部,丝杆72上安装有丝母73,滑动块74底部与丝母73相连接,驱动电机71安装在丝杆72一侧的驱动腔12内部,驱动电机71的输出轴和丝杆72的一端上均安装有传动锥齿轮75,两个传动锥齿轮75相互垂直且啮合;
33.具体的,通过控制器启动驱动电机71使两个传动锥齿轮75啮合传动,进而使丝母73在丝杆72上移动,使滑动块74带动其中一个定位组件5移动,使两个钢管焊接部位靠近,增加实用性。
34.进一步的,在上述技术方案中,滑动块74为“工”型结构,滑动块74中间段较窄的宽度等于滑动槽11的宽度;
35.具体的,滑动块74会卡在滑动槽11处,从而保证定位组件5上钢管位置的稳固。
36.进一步的,在上述技术方案中,驱动腔12一端的机底台1侧面安装有检修板13,检修板13与机底台1通过四个锚栓相连接固定;
37.具体的,通过拆卸锚栓从而卸下检修板13,从而对驱动腔12内的位移机构7进行检修或零件更换。
38.本实用工作原理:
39.首先将两个钢管分别插入两组定位组件5的两个半圆弧块51内部,之后再通过扭紧螺母54使两个半圆弧块51固定住钢管,之后再启动驱动电机71使两个传动锥齿轮75啮合传动,进而使丝母73在丝杆72上移动,使滑动块74带动其中一个定位组件5移动,使两个钢管焊接部位靠近,之后再通过拨动角度调节组件6顶部的钢管使转盘61转动,由于楔体条块62的楔体结构可使拨动片64卡在两两楔体条块62之间且不影响单向的转动,当角度调节完成后,再微调两个钢管间距后通过启动气缸3使高频焊管机组4实现焊接。
40.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于
本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1