一种应用于五金配件冲压切断机中的卸料机构的制作方法
1.本实用新型涉及五金配件加工设备,特别涉及一种应用于五金配件冲压切断机中的卸料机构。
背景技术:
2.在加工五金配件过程中,需要经过多个步骤工序进行,其中,冲压折弯后的五金配件批量的从输出通道处输出,此时,需要人工进行定量的分拣,便于定量的卸料,人工进行分拣时,需要的劳动力较大,而且考验工人的眼力,非常的费时费力。
3.故此,现有的五金配件加工设备需要进一步改善。
技术实现要素:
4.本实用新型的目的是为了提供一种应用于五金配件冲压切断机中的卸料机构,能在批量输出的五金配件中实现定量的分拣,定量分拣后还能自动卸料,完成自动卸料的目的。
5.为了达到上述目的,本实用新型采用以下方案:
6.一种应用于五金配件冲压切断机中的卸料机构,包括冲压件输出通道,所述冲压件输出通道的输出端设置有平行摆动定量卸料机构,所述平行摆动定量卸料机构一侧设置有卸料储存架,所述卸料储存架和所述平行摆动定量卸料机构之间设置有错位托起结构。
7.进一步地,所述冲压件输出通道包括支架,所述支架上设置有冲压件挂件导向管,所述冲压件挂件导向管外设置有上盖板。
8.进一步地,所述平行摆动定量卸料机构包括设置于所述冲压件挂件导向管输出端的定量卸料摆动杆,所述支架一侧设置有用于控制所述定量卸料摆动杆进行平行下翻的平行驱动机构。
9.进一步地,所述平行驱动机构包括设置于所述支架一侧的铰接安装板,所述定量卸料摆动杆侧壁左右间隔设置有两个第一铰接端,所述铰接安装板侧壁左右间隔设置有两个第二铰接端,所述第一铰接端和对应一侧所述第二铰接端之间铰接有连杆,所述支架上铰接有推杆电机,其中一个所述连杆中部设置有第三铰接端,所述推杆电机的输出端铰接于所述第三铰接端。
10.进一步地,两个所述第一铰接端之间的间距等于两个所述第二铰接端之间的间距。
11.进一步地,所述卸料储存架包括固定底座,所述固定底座末端设置有限位板,所述固定底座前端设置有导向斜板。
12.进一步地,所述错位托起结构包括设置于所述定量卸料摆动杆中部的让位槽,所述让位槽的宽度大于所述导向斜板的宽度。
13.进一步地,所述定量卸料摆动杆末端设置有限位部。
14.综上所述,本实用新型相对于现有技术其有益效果是:
15.本实用新型解决了现有五金配件加工设备中存在的不足,通过本实用新型的结构设置,具备以下的优点,在批量输出的五金配件中,根据分拣量需求,实现自动定量的分拣,分拣后能自动卸料至卸料区域,并且完成定量的自动分拣工作,提高工作效率,减少人力物力的投入,提高分拣数量的精准性。
附图说明
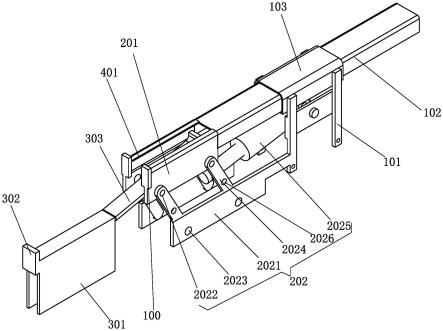
16.图1为本实用新型的立体图;
17.图2为本实用新型的主视图;
18.图3为本实用新型的俯视图。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1-3,本实用新型提供
21.一种应用于五金配件冲压切断机中的卸料机构,包括冲压件输出通道1,所述冲压件输出通道1的输出端设置有平行摆动定量卸料机构2,所述平行摆动定量卸料机构2一侧设置有卸料储存架3,所述卸料储存架3和所述平行摆动定量卸料机构2之间设置有错位托起结构4;
22.冲压五金配件从所述冲压件输出通道1进行批量排布送出;
23.输出过程中一部分进入至所述平行摆动定量卸料机构2;
24.所述平行摆动定量卸料机构2将前方部分的多个冲压五金配件进行储存,并且通过所述平行摆动定量卸料机构2行程大小控制每次卸料量的多少;
25.启动所述平行摆动定量卸料机构2进行平行下翻动作,下翻过程中,带走所述平行摆动定量卸料机构2上的定量五金冲压件;
26.同时,所述平行摆动定量卸料机构2平行下翻至所述卸料储存架 3上进行储存;
27.当下翻至所述卸料储存架3时,设置有所述错位托起结构4,此时,处于所述平行摆动定量卸料机构2的五金配件转移至所述卸料储存架3上,完成分拣;
28.此时,实现连续化的分拣动作。
29.本实用新型所述冲压件输出通道1包括支架101,所述支架101 上设置有冲压件挂件导向管102,所述冲压件挂件导向管102外设置有上盖板103。
30.本实用新型所述平行摆动定量卸料机构2包括设置于所述冲压件挂件导向管102输出端的定量卸料摆动杆201,所述支架101一侧设置有用于控制所述定量卸料摆动杆201进行平行下翻的平行驱动机构202。
31.本实用新型所述平行驱动机构202包括设置于所述支架101一侧的铰接安装板2021,所述定量卸料摆动杆201侧壁左右间隔设置有两个第一铰接端2022,所述铰接安装板2021侧壁左右间隔设置有两个第二铰接端2023,所述第一铰接端2022和对应一侧所述第二铰接端2023之间铰接有连杆2024,所述支架101上铰接有推杆电机2025,其中一个所述连杆
2024中部设置有第三铰接端2026,所述推杆电机 2025的输出端铰接于所述第三铰接端2026。
32.本实用新型两个所述第一铰接端2022之间的间距等于两个所述第二铰接端2023之间的间距。
33.本实用新型所述卸料储存架3包括固定底座301,所述固定底座 301末端设置有限位板302,所述固定底座301前端设置有导向斜板 303。
34.本实用新型所述错位托起结构4包括设置于所述定量卸料摆动杆201中部的让位槽401,所述让位槽401的宽度大于所述导向斜板303的宽度。
35.本实用新型所述定量卸料摆动杆201末端设置有限位部100。
36.以上显示和描述了本实用新型的基本原理和主要特征以及本实用新型的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种应用于五金配件冲压切断机中的卸料机构,包括冲压件输出通道(1),其特征在于:所述冲压件输出通道(1)的输出端设置有平行摆动定量卸料机构(2),所述平行摆动定量卸料机构(2)一侧设置有卸料储存架(3),所述卸料储存架(3)和所述平行摆动定量卸料机构(2)之间设置有错位托起结构(4)。2.根据权利要求1所述的一种应用于五金配件冲压切断机中的卸料机构,其特征在于:所述冲压件输出通道(1)包括支架(101),所述支架(101)上设置有冲压件挂件导向管(102),所述冲压件挂件导向管(102)外设置有上盖板(103)。3.根据权利要求2所述的一种应用于五金配件冲压切断机中的卸料机构,其特征在于:所述平行摆动定量卸料机构(2)包括设置于所述冲压件挂件导向管(102)输出端的定量卸料摆动杆(201),所述支架(101)一侧设置有用于控制所述定量卸料摆动杆(201)进行平行下翻的平行驱动机构(202)。4.根据权利要求3所述的一种应用于五金配件冲压切断机中的卸料机构,其特征在于:所述平行驱动机构(202)包括设置于所述支架(101)一侧的铰接安装板(2021),所述定量卸料摆动杆(201)侧壁左右间隔设置有两个第一铰接端(2022),所述铰接安装板(2021)侧壁左右间隔设置有两个第二铰接端(2023),所述第一铰接端(2022)和对应一侧所述第二铰接端(2023)之间铰接有连杆(2024),所述支架(101)上铰接有推杆电机(2025),其中一个所述连杆(2024) 中部设置有第三铰接端(2026),所述推杆电机(2025)的输出端铰接于所述第三铰接端(2026)。5.根据权利要求4所述的一种应用于五金配件冲压切断机中的卸料机构,其特征在于:两个所述第一铰接端(2022)之间的间距等于两个所述第二铰接端(2023)之间的间距。6.根据权利要求3-5任意一项所述的一种应用于五金配件冲压切断机中的卸料机构,其特征在于:所述卸料储存架(3)包括固定底座(301),所述固定底座(301)末端设置有限位板(302),所述固定底座(301)前端设置有导向斜板(303)。7.根据权利要求6所述的一种应用于五金配件冲压切断机中的卸料机构,其特征在于:所述错位托起结构(4)包括设置于所述定量卸料摆动杆(201)中部的让位槽(401),所述让位槽(401)的宽度大于所述导向斜板(303)的宽度。8.根据权利要求7所述的一种应用于五金配件冲压切断机中的卸料机构,其特征在于:所述定量卸料摆动杆(201)末端设置有限位部(100)。
技术总结
本实用新型公开一种应用于五金配件冲压切断机中的卸料机构,包括冲压件输出通道,所述冲压件输出通道的输出端设置有平行摆动定量卸料机构,所述平行摆动定量卸料机构一侧设置有卸料储存架,所述卸料储存架和所述平行摆动定量卸料机构之间设置有错位托起结构,在批量输出的五金配件中,根据分拣量需求,实现自动定量的分拣,分拣后能自动卸料至卸料区域,并且完成定量的自动分拣工作,提高工作效率,减少人力物力的投入,提高分拣数量的精准性。提高分拣数量的精准性。提高分拣数量的精准性。
技术研发人员:黄治安 李思明
受保护的技术使用者:中山宏艺工业有限公司
技术研发日:2022.09.30
技术公布日:2023/3/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1