一种用于波登管预点焊锡的装置的制作方法
1.本实用新型涉及自动化设备技术领域,特别涉及一种用于波登管预点焊锡的装置。
背景技术:
2.压力表是指以弹性元件为敏感元件,测量并指示高于环境压力的仪表。压力表的应用极为普遍,它几乎遍及所有的工业流程和科研领域。
3.压力表的生产中需要用到波登管,波登管是利用管的弯曲变化或扭转变形测量压力的弹性敏感元件,又称弹簧管。波登管的一端固定,一端活动,其截面形状为椭圆形或扁平形。最常用的波登管为c型,此外还有螺旋型、c型组合、麻花型等类型。
4.而目前,波登管在焊接前均需要预点助焊剂后再点焊锡,但现有的方法一般都是人工操作,导致生产效率低下,同时,由于助焊剂、焊锡为有气味的溶液,人工操作导致工人长期被迫吸气味,不利于工人的健康。
技术实现要素:
5.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种用于波登管预点焊锡的装置,提高生产效率,降低工人劳动强度,改善工人的工作环境,提高企业生产自动化。
6.根据本实用新型实施例的一种用于波登管预点焊锡的装置,包括:
7.机架;
8.上料机构,安装于机架上;
9.压管装置,安装于机架上,压管装置的入料口与上料机构的出料口连接;
10.锡池,安装于机架上,锡池邻近压管装置设置;
11.转运装置,转运装置用于工件在各加工机构之间转运,转运装置包括第一驱动与机械手,第一驱动安装于机架上,机械手与第一驱动连接;
12.控制柜,设置于机架上,控制柜与各机构联动控制。
13.根据本实用新型实施例的一种用于波登管预点焊锡的装置,至少具有如下有益效果:在生产过程中,工件从上料机构自动输送至压管装置内进行管体压扁,随后通过转运装置将已压扁部分管体的工件已送至锡池进行焊锡蘸取,整体结构紧凑,免除人工操作,有效地提高了生产效率,同时降低了工人的劳动强度,提升了企业的自动化程度,降低生产成本,同时,工人也无需像传统的作业方式那样距离锡池太近而导致一直吸取气味,有助于改善工人的作业环境。
14.根据本实用新型实施例的一种用于波登管预点焊锡的装置,还包括加热装置,加热装置设置于锡池底部,加热装置用于对锡池进行恒温以确保锡池内的焊锡保持融化状态。
15.根据本实用新型实施例的一种用于波登管预点焊锡的装置,还包括邻近锡池设置
的冷却装置,冷却装置用于对已蘸取焊锡的工件进行冷却。
16.根据本实用新型实施例的一种用于波登管预点焊锡的装置,冷却装置包括气嘴和与气嘴连接的供气装置,供气装置与控制柜连接,利用冷却装置提高焊锡的冷却凝固速率,有助于提高生产效率。
17.根据本实用新型实施例的一种用于波登管预点焊锡的装置,还包括助焊剂池,助焊剂池设置于压管装置与锡池之间,助焊剂能帮助和促进焊接过程,同时具有保护作用、阻止氧化反应的化学物质,有助于提高工件的焊锡效果。
18.根据本实用新型实施例的一种用于波登管预点焊锡的装置,压管装置包括夹具、推压装置和固定装置,夹具设置有用于容纳工件的工件槽,固定装置用于将工件固定于工件槽内,推压装置用于将工件的一端管体压扁,固定装置、推压装置、控制柜联动控制。
19.根据本实用新型实施例的一种用于波登管预点焊锡的装置,固定机构包括第二驱动和安装于第二驱动上的固定叉,夹具设置有与工件槽联通的滑槽,第二驱动带动固定叉于滑槽内活动以实现将工件固定于夹具上。
20.根据本实用新型实施例的一种用于波登管预点焊锡的装置,推压装置包括第三驱动与安装于第三驱动上的推压杆,第三驱动用于带动推压杆往复移动以实现打压工件的管体。
21.根据本实用新型实施例的一种用于波登管预点焊锡的装置,还包括收料机构,收料机构包括收料箱与收料管,机架上设置有收料口,收料箱通过收料管与收料口连接。
22.根据本实用新型实施例的一种用于波登管预点焊锡的装置,上料机构、压管装置、锡池均设置有两组,对应地,转运装置至少设置有两组,两组上料机构可实现同时供应不同规格的工件或同规格的工件,极大地提高了生产效率。
23.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
24.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
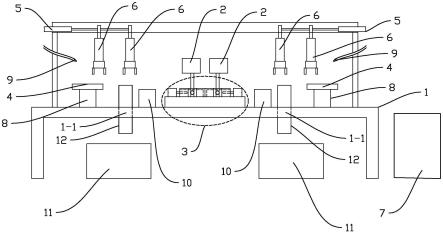
25.图1为本实用新型实施例的一种用于波登管预点焊锡的装置的结构示意图;
26.图2为本实用新型实施例的压管装置的结构示意图;
27.附图标记说明:
28.机架1;收料口1-1;
29.上料机构2;
30.压管装置3;夹具3-1;工件槽3-2;滑槽3-3;第二驱动3-4;固定叉3-5;第三驱动3-6;推压杆3-7;
31.锡池4;
32.第一驱动5;
33.机械手6;
34.控制柜7;
35.加热装置8;
36.气嘴9;
37.助焊剂池10;
38.收料箱11;
39.收料管12。
具体实施方式
40.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
41.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
42.在实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
43.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
44.参照图1和图2,本实用新型实施例提供了一种用于波登管预点焊锡的装置,包括机架1;上料机构2,安装于机架1上;压管装置3,安装于机架1上,压管装置3的入料口与上料机构2的出料口连接;锡池4,安装于机架1上,锡池4邻近压管装置3设置;转运装置,转运装置用于工件在各加工机构之间转运,转运装置包括第一驱动5与机械手6,第一驱动5安装于机架1上,机械手6与第一驱动5连接;控制柜7,设置于机架1上,控制柜7与各机构联动控制。在生产过程中,工件从上料机构2自动输送至压管装置3内进行管体压扁,随后通过转运装置将已压扁部分管体的工件已送至锡池4进行焊锡蘸取,整体结构紧凑,免除人工操作,有效地提高了生产效率,同时降低了工人的劳动强度,提升了企业的自动化程度,降低生产成本,同时,工人也无需像传统的作业方式那样距离锡池4太近而导致一直吸取气味,有助于改善工人的作业环境。
45.具体地,本技术的上料机构2为震动筛选装置。
46.根据本技术的一些实施例,波登管预点焊锡的装置还包括加热装置8,加热装置8设置于锡池4底部,加热装置8用于对锡池4进行恒温以确保锡池4内的焊锡保持融化状态。
47.根据本技术的一些实施例,波登管预点焊锡的装置还包括邻近锡池4设置的冷却装置,冷却装置用于对已蘸取焊锡的工件进行冷却。进一步地,冷却装置包括气嘴9和与气嘴9连接的供气装置,供气装置与控制柜7连接,利用冷却装置提高焊锡的冷却凝固速率,有助于提高生产效率。
48.根据本技术的一些实施例,波登管预点焊锡的装置还包括助焊剂池10,助焊剂池
10设置于压管装置3与锡池4之间,助焊剂能帮助和促进焊接过程,同时具有保护作用、阻止氧化反应的化学物质,有助于提高工件的焊锡效果。
49.根据本技术的一些实施例,压管装置3包括夹具3-1、推压装置和固定装置,夹具3-1设置有用于容纳工件的工件槽3-2,固定装置用于将工件固定于工件槽3-2内,推压装置用于将工件的一端管体压扁,固定装置、推压装置、控制柜7联动控制。
50.具体地,固定机构包括第二驱动3-4和安装于第二驱动3-4上的固定叉3-5,夹具3-1设置有与工件槽3-2联通的滑槽3-3,第二驱动3-4带动固定叉3-5于滑槽3-3内活动以实现将工件固定于夹具3-1上。
51.具体地,推压装置包括第三驱动3-6与安装于第三驱动3-6上的推压杆3-7,第三驱动3-6用于带动推压杆3-7往复移动以实现打压工件的管体。
52.即,如图2所示,当工件从上料机构2被输送至工件槽3-2时,第二驱动启动使得固定叉3-5进入滑槽3-3内,固定叉3-5的两杆体与工件的内侧抵接以实现将工件固定于夹具3-1上,随后,第三驱动3-6启动使推压杆3-7朝向工件移动直至将工件的一部分管体压扁。
53.根据本技术的一些实施例,波登管预点焊锡的装置还包括收料机构,收料机构包括收料箱11与收料管12,机架1上设置有收料口1-1,收料箱11通过收料管12与收料口1-1连接。
54.根据本技术的一些实施例,上料机构2、压管装置3、锡池4均设置有两组,对应地,转运装置至少设置有两组,两组上料机构2可实现同时供应不同规格的工件或同规格的工件,极大地提高了生产效率。
55.具体地,在本技术的实施例中,上料机构2、压管装置3、锡池4均设置有两组,其中,转运装置设置有四个,如图1所示,机架1上的横梁,同侧的两端分别设置有两个转运装置,横梁的另一侧同样地设置有两个转运装置,四个转运装置在控制柜7的控制下,联动配合交替工作,极大的提高了生产效率。
56.具体地,横梁上还设置有直线导轨(图未示出),机械手6与直线导轨(图未示出)连接。
57.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
58.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1