一种刷丝束焊接工装的制作方法
1.本实用新型涉及一种风力发电设备,具体涉及一种刷丝板。
背景技术:
2.如图1、图2所示,一种刷丝板组件,包括pcb板1,在pcb板1的中部平行设置有一组限位孔11,在限位孔11的两侧对称设置有焊接孔12,还包括焊接于焊接孔12中的刷丝束2。其中,刷丝束2的焊接部21的最大外圆周大于焊接孔12的直径,焊接部21位于pcb板的一侧,刷丝部22位于pcb板的另一侧,且两侧的刷丝束2分别成外八字形设置。
3.在焊接时,需要先将刷丝束2插入到焊接孔12中,再对焊接部21进行焊接,最终形成如图2所述的形状,这对于刷丝束2的位置和角度要求较高。原有的焊接方法,并无特定的工装辅助,依靠工人手工操作,不仅角度不好把控,焊接效率较低,且焊接的质量也不是很高。
技术实现要素:
4.实用新型目的:本实用新型目的在于针对现有技术的不足,提供一种刷丝束焊接工装,解决了现有刷丝板组件刷丝束焊接质量差、效率低的问题。
5.技术方案:本实用新型一种刷丝束焊接工装,包括底座和安装在底座侧面的盖板,所述底座的顶部固定刷丝板,刷丝束穿过刷丝板进入所述底座和盖板之间的空间并固定。
6.进一步,所述底座的截面为等腰梯形,底座侧面的倾斜角度与刷丝束在刷丝板上的固定角度相同。
7.进一步,所述底座的顶面开设与刷丝板限位孔对应的限位槽,刷丝板放置在底座上并通过限位销对应插入限位孔和限位槽进行固定。
8.进一步,所述底座的侧面开设相互平行的第一线槽,所述盖板的内侧开设有与各个第一线槽相对应的第二线槽,所述第一线槽和第二线槽组合形成容纳刷丝束的空间。
9.进一步,所述盖板转动的安装在底座侧面。
10.更进一步,所述盖板的两端设有折耳,所述折耳通过转动轴转动的固定在底座的端面。
11.进一步,所述底座的侧面两端设有第一磁铁,所述盖板的内侧与第一磁铁对应的位置设有相吸合的第二磁铁。
12.有益效果:本实用新型在刷丝束需要焊接时,只需要将同批次需要焊接的刷丝板同时固定在底座上,同时将每个刷丝板上的刷丝束对应穿过,使其进入底座和盖板之间的固定空间,刷丝束的固定位置及角度得到了保证,在焊接的同时每个刷丝板上两个八字形的刷丝束形状不会遭到破坏,提高了刷丝板和刷丝束的焊接效率及质量。
附图说明
13.图1是刷丝板的俯视图;
14.图2是刷丝板的侧视图;
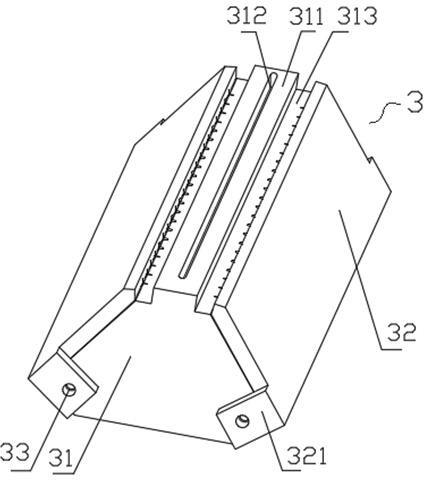
15.图3是本实用新型刷丝束焊接工装的结果示意图;
16.图4是底座的结构示意图;
17.图5是盖板的结构示意图;
18.图6是刷丝板固定在工装上时的结构示意图。
具体实施方式
19.下面通过附图对本实用新型技术方案进行详细说明,但是本实用新型的保护范围不局限于所述实施例。
20.一种刷丝束焊接工装3,包括底座31和两个盖板32。其中,如图3~5所示,底座31的截面为等腰梯形,底座31的两个侧面的倾斜角度与刷丝束2在刷丝板1上的固定角度相同,两个盖板32相对应的覆盖在底座31的两个侧面上。
21.底座31的顶面具有凸起的台阶311,台阶311与两侧盖板32之间形成狭缝状的安装部313,安装部313与刷丝板1上焊接孔12的位置对应。台阶311的中间开设有与刷丝板1限位孔11对应的限位槽312,限位槽312沿底座31的长度方向延伸。如图6所示,若干个刷丝板1可并排紧密固定在底座31顶部的台阶311上,通过限位销对应插入限位孔11及限位槽312,将刷丝板1固定在底座31上。
22.底座31的侧面纵向的开设有相互平行的第一线槽314,盖板32的内侧与各个第一线槽314相对应的开设有第二线槽323,每条第一线槽314和第二线槽323组合构成圆柱形腔体,用于容纳每一束刷丝束2。此外,底座31侧面的两端分别设有第一磁铁315,在盖板32内侧与其对应的位置设有第二磁铁324,两个磁铁能使盖板32盖设在底座31上时,盖板32与底座31的侧面保持贴紧状态。
23.底座31的前后两端面在底部靠近侧面的位置各设有第一轴孔316,盖板32的两端底部设有贴合底座31端面的折耳321,折耳321上设置有与第一轴孔316对应的第二轴孔322,第一轴孔316和第二轴孔322对应的插入转轴,可使盖板32绕转轴转动的向外展开,盖板32脱离底座31侧面。
24.上述焊接工装3工作时,首先两个盖板32盖合于底座31上,第一线槽314和第二线槽323形成完整的槽孔。将多个刷丝板1横向并排放置于底座31的台阶311上,限位孔11的位置与限位槽312相对应,并在限位孔11内插入限位销,防止二者发生移动。此时焊接孔12的位置也与安装部313相对应,将刷丝束2插入安装部313中第一线槽314和第二线槽323形成的槽孔顶端,由于焊接部21的最大外径大于焊接孔12,故刷丝束2不会完全掉入槽孔内。接着对焊接部21进行焊接,将刷丝束2焊接于刷丝板1。 焊接完成后,向外拉开盖板32,再将焊接完成的刷丝板1取出,防止八字型的刷丝部22在槽孔内影响取出。
25.第一磁铁315和第二磁铁324的目的是工作时,盖板32能贴紧底座31,此处也可采用两个螺丝拧入达到类似的效果。
26.如上所述,尽管参照特定的优选实施例已经表示和表述了本实用新型,但其不得解释为对本实用新型自身的限制。在不脱离所附权利要求定义的本实用新型的精神和范围前提下,可对其在形式上和细节上作出各种变化。
技术特征:
1.一种刷丝束焊接工装,其特征在于:包括底座和安装在底座侧面的盖板,所述底座的顶部固定刷丝板,刷丝束穿过刷丝板进入所述底座和盖板之间的空间并固定。2.根据权利要求1所述的刷丝束焊接工装,其特征在于:所述底座的截面为等腰梯形,底座侧面的倾斜角度与刷丝束在刷丝板上的固定角度相同。3.根据权利要求1所述的刷丝束焊接工装,其特征在于:所述底座的顶面开设与刷丝板限位孔对应的限位槽,刷丝板放置在底座上并通过限位销对应插入限位孔和限位槽进行固定。4.根据权利要求1所述的刷丝束焊接工装,其特征在于:所述底座的侧面开设相互平行的第一线槽,所述盖板的内侧开设有与各个第一线槽相对应的第二线槽,所述第一线槽和第二线槽组合形成容纳刷丝束的空间。5.根据权利要求1所述的刷丝束焊接工装,其特征在于:所述盖板转动的安装在底座侧面。6.根据权利要求5所述的刷丝束焊接工装,其特征在于:所述盖板的两端设有折耳,所述折耳通过转动轴转动的固定在底座的端面。7.根据权利要求1所述的刷丝束焊接工装,其特征在于:所述底座的侧面两端设有第一磁铁,所述盖板的内侧与第一磁铁对应的位置设有相吸合的第二磁铁。
技术总结
本实用新型提供了一种刷丝束焊接工装,包括底座和安装在底座侧面的盖板,所述底座的顶部固定刷丝板,刷丝束穿过刷丝板进入所述底座和盖板之间的空间并固定。本实用新型在刷丝束需要焊接时,只需要将同批次需要焊接的刷丝板同时固定在底座上,同时将每个刷丝板上的刷丝束对应穿过,使其进入底座和盖板之间的固定空间,刷丝束的固定位置及角度得到了保证,在焊接的同时每个刷丝板上两个八字形的刷丝束形状不会遭到破坏,提高了刷丝板和刷丝束的焊接效率及质量。效率及质量。效率及质量。
技术研发人员:李敏 朱建
受保护的技术使用者:南京润浩机电科技有限公司
技术研发日:2022.10.08
技术公布日:2022/12/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1