一种不锈钢异型成型压铸水管整形工装的制作方法
本技术涉及水管整形的领域,具体涉及一种不锈钢异型成型压铸水管整形工装。
背景技术:
1、不锈钢压铸水管成型后尺寸及成型角度一致性很差,成型压铸水管的平面度也变形明显,成型后的压铸水管需要通过整形工序才能基本满足图纸要求。现有生产工艺为压铸水管成型后,人工使用台虎钳、尼龙棒及尖嘴钳等工具进行成型压铸水管校正,采用手工作业的方式。但是,人工整形的方式,整形效率低,成型角度的一致性差,整形后压铸水管存在受力变形、压伤等缺陷,同时压铸水管成型角度不能有效控制,存在偏差不良的问题。
2、中国专利(cn216501637u)公开了一种空调水管整形工装包括底架,底架的前侧表面设置有转把,且转把的内端顶部连接有内盘,底架的左右两端表面固定安装有安装架,且安装架的外端表面和侧架的下端底部相互安装,侧架通过固定扣与内架相互连接,且内架位于内盘的上侧,内架的内部开设有通孔,内架通过限位杆与滑块相互连接,滑块的外端表面通过弹力绳相互连接,且滑块的内侧表面安装有转辊,安装架之间设置有连接架,且连接架的上部表面安装有把手,转盘的外侧表面和活动条相互连接,且活动条的外端顶部固定安装有安装杆,活动条通过安装杆与卡板相互连接,且卡板的内侧和安装架相互连接。该空调水管整形工装,拆卸化结构,方便操作人员的检测。
3、然而,该空调水管整形工装仅适用于管道外形规则的水管整形,无法适用于管道外形不规则(异型)的水管。为此,有必要研制一种适用于异型水管的整形工装。
技术实现思路
1、本实用新型的目的在于克服现有技术存在的不足,而提供一种不锈钢异型成型压铸水管整形工装,解决了人工整形生产效率低、压铸水管变形/压伤、压铸水管成型角度不良的问题。
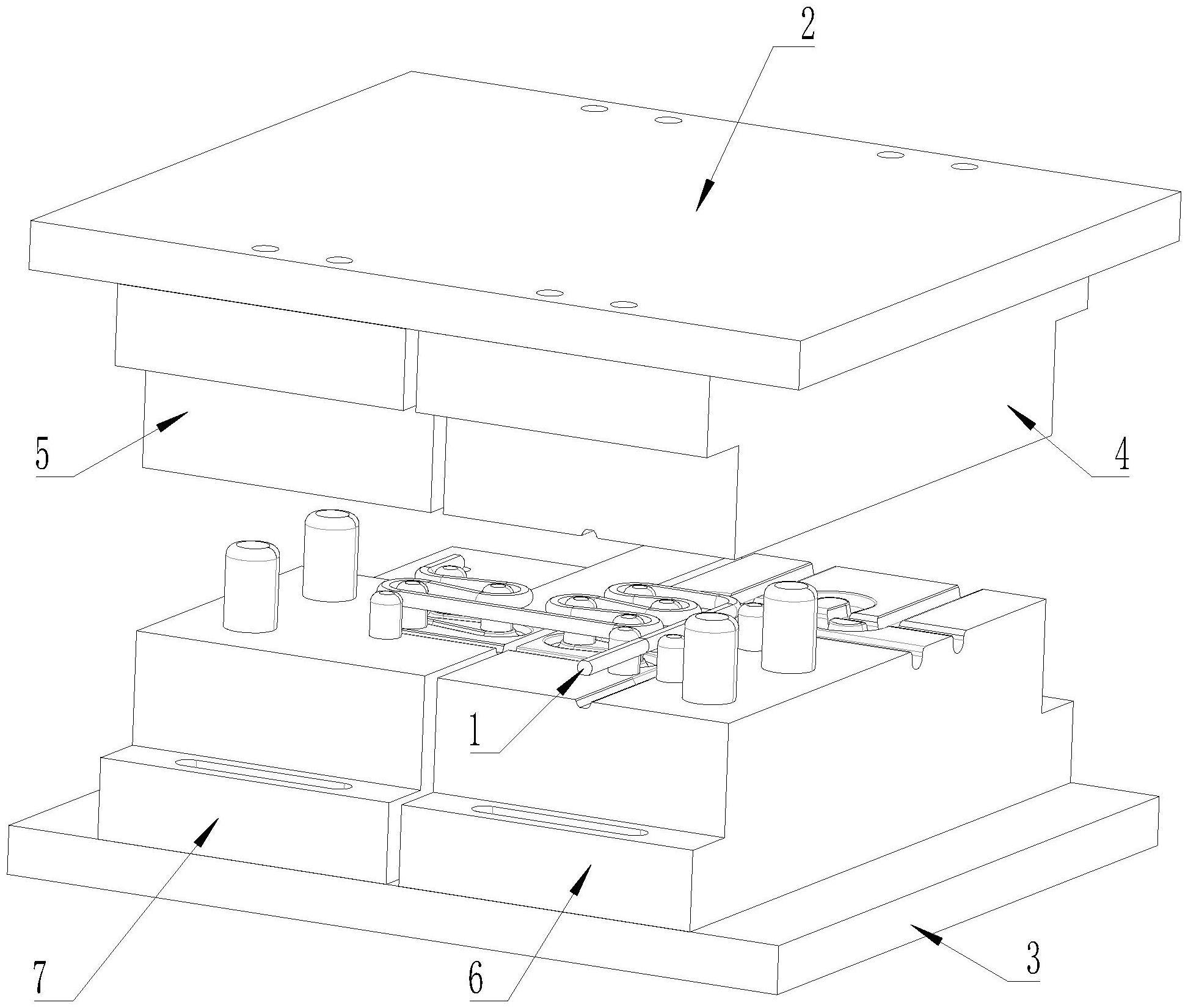
2、本实用新型的目的是通过如下技术方案来完成的:这种不锈钢异型成型压铸水管整形工装,包括液压驱动的上模组件和设置在该上模组件下方的下模组件,所述压铸水管为若干直线段和若干圆弧段连接而成的异型结构,所述上模组件上开设上定型槽,所述下模组件上与上定型槽相对应位置处开设下定型槽,上定型槽、下定型槽与所述压铸水管的形状相匹配;沿下定型槽的外缘布置有若干导向定位组件,导向定位组件伸缩连接在下模组件上,用于对压铸水管进行定位、导向。
3、作为进一步的技术方案,所述导向定位组件包括导向柱和辅助定位柱,其中,导向柱用于定位压铸水管的圆弧段,辅助定位柱用于定位压铸水管的直线段。
4、作为进一步的技术方案,所述导向柱和辅助定位柱二者均与下定型槽的外缘之间设置空隙,确保二者不会与压铸水管的外壁直接接触。
5、作为进一步的技术方案,所述压铸水管包括依次连接的第一直线段、第一圆弧段、第二直线段、第二圆弧段和第三直线段,其中,第一圆弧段和第二圆弧段上的每段圆弧均通过一根导向柱进行定位;第一直线段、第二直线段和第三直线段均通过辅助定位柱进行定位。
6、作为进一步的技术方案,所述导向柱和辅助定位柱采用相同结构,在二者底部均设有弹簧,实现伸缩运动;在二者顶部均设置圆弧面,用于将压铸水管导入上定型槽、下定型槽内。
7、作为进一步的技术方案,所述下模组件上设置若干导柱,所述上模组件上与导柱相对应位置处设置导套,上模组件下压过程中,通过导柱、导套进行导向。
8、作为进一步的技术方案,所述上定型槽和下定型槽二者的底部均设置二条定型筋,使整形后的压铸水管的上下端面处形成平面区域,防止水管回弹。
9、作为进一步的技术方案,所述上定型槽和下定型槽二者的边缘处均倒圆角,便于压铸水管滑入。
10、作为进一步的技术方案,所述上模组件包括上底板,上底板上可拆卸安装有右上模和左上模;所述下模组件包括下底板,下底板上可拆卸安装有右下模和左下模。
11、本实用新型的有益效果为:
12、1、将人工整形替换成液压驱动的模具整形,节省人力成本,提升整形效率;上、下定型槽的设置能够有效控制成型角度,避免整形后出现偏差不良的问题;
13、2、随着上模组件的下压,导向柱和辅助定位柱逐渐被压缩,并对压铸水管起到导向作用,引导压铸水管进入上、下定型槽内;
14、3、由于导向柱和辅助定位柱均与下定型槽的外缘之间设置空隙,保证了导向过程中压铸水管始终不与柱身发生接触,避免压铸后出现压铸外观缺陷;
15、4、导向柱与压铸水管的每一圆弧相对应,辅助定位柱与压铸水管的直线段相对应,确保压铸后水管满足图纸要求,有效避免压铸水管在后续的整形过程中偏出工装,导致压铸水管压伤;
16、5、圆弧面的设置,使得导向柱和辅助定位柱被上模组件下压到只剩5mm后,压铸水管沿着柱身顶部的圆弧面逐步且准确的导入定型槽内;
17、6、在定型筋的作用下对压铸水管的角度、尺寸、平面度进行整形矫正,并迫使管材突破变形极限,形成平面区域,保证水管整形后的平面度,同时防止水管整形后发生回弹;
18、7、上、下模组件采用可拆卸式(分离式)结构,便于调整左、右模之间的距离,同时当其中一块模具发生损坏、故障时,可单独拆卸更换。
技术特征:
1.一种不锈钢异型成型压铸水管整形工装,所述压铸水管(1)为若干直线段和若干圆弧段连接而成的异型结构,其特征在于:包括液压驱动的上模组件和设置在该上模组件下方的下模组件,所述上模组件上开设上定型槽(13),所述下模组件上与上定型槽(13)相对应位置处开设下定型槽(14),上定型槽(13)、下定型槽(14)与所述压铸水管(1)的形状相匹配;沿下定型槽(14)的外缘布置有若干导向定位组件,导向定位组件伸缩连接在下模组件上,用于对压铸水管(1)进行定位、导向。
2.根据权利要求1所述的不锈钢异型成型压铸水管整形工装,其特征在于:所述导向定位组件包括导向柱(8)和辅助定位柱(9),其中,导向柱(8)用于定位压铸水管(1)的圆弧段,辅助定位柱(9)用于定位压铸水管(1)的直线段。
3.根据权利要求2所述的不锈钢异型成型压铸水管整形工装,其特征在于:所述导向柱(8)和辅助定位柱(9)二者均与下定型槽(14)的外缘之间设置空隙,确保二者不会与压铸水管(1)的外壁直接接触。
4.根据权利要求3所述的不锈钢异型成型压铸水管整形工装,其特征在于:所述压铸水管(1)包括依次连接的第一直线段(1-1)、第一圆弧段(1-2)、第二直线段(1-3)、第二圆弧段(1-4)和第三直线段(1-5),其中,第一圆弧段(1-2)和第二圆弧段(1-4)上的每段圆弧均通过一根导向柱(8)进行定位;第一直线段(1-1)、第二直线段(1-3)和第三直线段(1-5)均通过辅助定位柱(9)进行定位。
5.根据权利要求4所述的不锈钢异型成型压铸水管整形工装,其特征在于:所述导向柱(8)和辅助定位柱(9)采用相同结构,在二者底部均设有弹簧(10),实现伸缩运动;在二者顶部均设置圆弧面(17),用于将压铸水管(1)导入上定型槽(13)、下定型槽(14)内。
6.根据权利要求5所述的不锈钢异型成型压铸水管整形工装,其特征在于:所述下模组件上设置若干导柱(11),所述上模组件上与导柱(11)相对应位置处设置导套(12),上模组件下压过程中,通过导柱(11)、导套(12)进行导向。
7.根据权利要求6所述的不锈钢异型成型压铸水管整形工装,其特征在于:所述上定型槽(13)和下定型槽(14)二者的底部均设置二条定型筋(15),使整形后的压铸水管(1)的上下端面处形成平面区域(1-6)。
8.根据权利要求7所述的不锈钢异型成型压铸水管整形工装,其特征在于:所述上定型槽(13)和下定型槽(14)二者的边缘处均倒圆角(16),便于压铸水管(1)滑入。
9.根据权利要求8所述的不锈钢异型成型压铸水管整形工装,其特征在于:所述上模组件包括上底板(2),上底板(2)上可拆卸安装有右上模(4)和左上模(5);所述下模组件包括下底板(3),下底板(3)上可拆卸安装有右下模(6)和左下模(7)。
技术总结
本技术公开了一种不锈钢异型成型压铸水管整形工装,涉及水管整形领域,包括液压驱动的上模组件和设置在该上模组件下方的下模组件,所述压铸水管为若干直线段和若干圆弧段连接而成的异型结构,所述上模组件上开设上定型槽,所述下模组件上与上定型槽相对应位置处开设下定型槽,上定型槽、下定型槽与所述压铸水管的形状相匹配;沿下定型槽的外缘布置有若干导向定位组件,导向定位组件伸缩连接在下模组件上,用于对压铸水管进行定位、导向。本技术将人工整形替换成液压驱动的模具整形,解决了人工整形生产效率低、压铸水管变形/压伤、压铸水管成型角度不良的问题。
技术研发人员:祝浩森
受保护的技术使用者:江山热威电热科技有限公司
技术研发日:20221009
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!