一种用于铝塑膜冲壳设备的制作方法
本技术涉及锂电池生产,具体涉及一种用于铝塑膜冲壳设备。
背景技术:
1、锂电池是一种常见的用于提供电能的小型元件,被广泛应用于各类电子设备中。锂电池制造过程中需要采用铝塑膜包装壳对锂电芯进行包裹密封,因此对铝塑膜原料进行冲壳处理是必不可少的流程。冲壳处理需要用到冲壳设备,冲壳设备通过凸摸和凹模的挤压配合实现铝塑膜的冲压成型,传统的冲壳设备存在以下缺陷:在冲壳完成后易因铝塑膜变形释放的应力导致铝塑膜的边缘发生卷曲,后续将已经冲压的铝塑膜裁切成单个锂电池外壳,经过裁切的铝塑膜边缘位置,会出现进一步的卷曲,裁切形成的单个锂电池外壳卷曲现象已经严重影响了后续的加工使用。
2、针对上述问题,目前大多是通过设置加热部件来解决,利用加热部件在冲壳过程中或者冲壳后对铝塑膜进行加热来缓解边缘卷曲的问题,这种方式有一定效果,但是作用有限,一旦加热过度还会面临铝塑膜过度变形的问题。此外,cn211105849u公开了一种缓解铝塑膜冲壳应力集中的结构,在凹模与凸模之间设置了压边圈,并在凸模表面开设气孔,这种方式可以有效缓解铝塑膜的边缘卷曲问题,但是压边圈的设置会增加压合结构的封闭性,进而可能导致铝塑膜在冲壳过程中发生破裂,影响冲壳质量。
技术实现思路
1、为解决上述问题,本实用新型提供了一种用于铝塑膜冲壳设备,用其进行冲壳操作后不易发生铝塑膜卷边现象,便于后续裁切工作,结构简单,冲壳质量佳。
2、为达到上述目的,本实用新型采用的具体技术方案如下:
3、一种用于铝塑膜冲壳设备,包括上模板和下模板;所述上模板的下表面开设有模腔,所述模腔可以是一个也可以是多个;所述下模板安装有冲头组件,所述冲头组件包括贯穿所述下模板设置的可升降的冲头,当所述上模板与下模板压合时,所述冲头的顶部与所述模腔对应契合;所述下模板具有进料端和出料端,铝塑膜自所述进料端向出料端的方向输送;所述下模板沿所述铝塑膜输送方向依次划分为前部、主体部以及后部,所述前部设置在所述进料端,所述后部设置在所述出料端;所述冲头组件设置于所述主体部;所述后部的上表面与所述主体部的上表面持平,所述前部的上表面低于所述后部的上表面。
4、本实用新型在下模板划分出前部和后部,并对前部和后部进行水平面的高度差设置,这样对两边压紧台阶不同高度的结构设计使得进料端的铝塑膜在压合后能够有一定的放松空间,避免铝塑膜两端同时绷紧而产生卷边问题,效果显著。并且,与现有技术中通过设置压边圈的方案相比,本实用新型压合结构开放性更好,铝塑膜在冲壳过程中不会发生破裂,冲壳质量更有保障。
5、进一步,所述前部的上表面位置比所述后部的上表面位置低3-6μm。
6、进一步,所述下模板架置于安装座,所述安装座的表面处于所述下模板出料端外侧的位置安装有加热块。本实用新型在下模板设置具有高度差的前部和后部的基础上再设置加热块对冲壳后的铝塑膜进行加热,确保铝塑膜不会发生卷边现象;与现有的利用加热部件在冲壳过程中或者冲壳后进行加热的方式相比,本实用新型所需的加热温度大幅度降低,在较低的加热温度下就能够完全避免铝塑膜的卷边问题,铝塑膜无过度变形和损坏风险,能够确保良好的冲壳质量。
7、进一步,所述冲头组件还包括设置在所述下模板下方的由动力机构驱动升降的底板,所述动力机构可以是电机、气缸等;所述冲头包括顶部的与所述模腔的轮廓契合的契合部以及连接所述契合部和底板的连接部;所述下模板开设有供所述冲头伸入的冲压口,未冲壳时,所述契合部容置在所述冲压口内,冲壳时契合部由冲压口伸出与下降的模腔契合配合。
8、进一步,所述前部与所述主体部之间、所述主体部与所述后部之间分别具有一开口向上的第一凹槽,所述第一凹槽贯通开设于所述下模板的上表面且其长度方向与所述铝塑膜的输送方向垂直。第一凹槽的设置一方面是便于下模板的加工,另一方面提供了应力释放空间,进一步降低铝塑膜卷边的可能。
9、进一步,两个所述第一凹槽上分别设有一定位孔,两个所述定位孔呈对角布置;所述上模板的下表面对应所述定位孔的位置安装有定位柱。定位孔这样的设置可以提高铝塑膜冲壳区域的压边效果,并确保铝塑膜的平整性,提升冲壳质量。
10、进一步,所述上模板的下表面对应所述第一凹槽的位置开设有与所述第一凹槽对接的第二凹槽。第二凹槽的设置增加了应力释放空间,进一步降低卷边可能。
11、进一步,所述上模板安装于一升降平台,所述升降平台套装于若干竖向设置的支撑柱并由动力机构驱动升降,所述动力机构可以是电机、气缸等。
12、本实用新型具有以下有益效果:
13、1、本实用新型通过在下模板划分出前部和后部,并对前部和后部进行水平面的高度差设置,避免铝塑膜两端同时绷紧,显著缓解铝塑膜在冲壳后发生边缘卷曲的问题,并且铝塑膜在冲壳过程中不会发生破裂,便于后续裁切工作,有效提高工作效率和冲壳质量。
14、2、本实用新型在下模板划分出具有高度差的前部和后部的基础上,还通过在下模板出料端的外侧设置加热块对冲壳后的铝塑膜进行加热,确保铝塑膜不会发生卷边现象,并且铝塑膜无过度变形和损坏风险,能够确保良好的冲壳质量。
15、3、本实用新型通过在下模板不同划分区域之间设置第一凹槽,以及在上模板对应位置设置第二凹槽,来提供应力释放空间,进一步降低铝塑膜卷边可能。
16、4、本实用新型通过将定位孔设置在第一凹槽处并呈对角布置,提高铝塑膜冲壳区域的压边效果以及压合区域的平整性,提升冲壳质量。
技术特征:
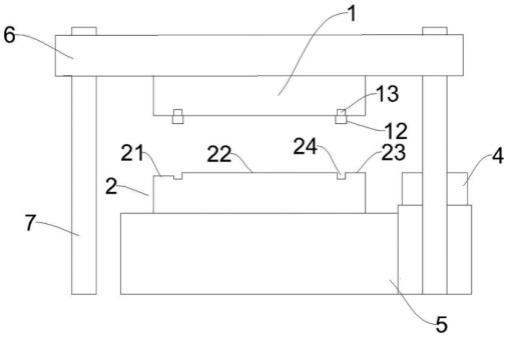
1.一种用于铝塑膜冲壳设备,其特征在于:包括上模板(1)和下模板(2);所述上模板(1)的下表面开设有模腔(11);所述下模板(2)安装有冲头组件(3),所述冲头组件(3)包括贯穿所述下模板(2)设置的可升降的冲头(31),当所述上模板(1)与下模板(2)压合时,所述冲头(31)的顶部与所述模腔(11)对应契合;所述下模板(2)具有进料端和出料端,铝塑膜自所述进料端向出料端的方向输送,所述下模板(2)沿所述铝塑膜输送方向依次划分为前部(21)、主体部(22)以及后部(23),所述前部(21)设置在所述进料端,所述后部(23)设置在所述出料端;所述冲头组件(3)设置于所述主体部(22);所述后部(23)的上表面与所述主体部(22)的上表面持平,所述前部(21)的上表面低于所述后部(23)的上表面。
2.根据权利要求1所述的一种用于铝塑膜冲壳设备,其特征在于:所述前部(21)的上表面位置比所述后部(23)的上表面位置低3-6μm。
3.根据权利要求1所述的一种用于铝塑膜冲壳设备,其特征在于:所述下模板(2)架置于安装座(5),所述安装座(5)的表面处于所述下模板(2)出料端外侧的位置安装有加热块(4)。
4.根据权利要求1所述的一种用于铝塑膜冲壳设备,其特征在于:所述冲头组件(3)还包括设置在所述下模板(2)下方的由动力机构驱动升降的底板(32);
5.根据权利要求1所述的一种用于铝塑膜冲壳设备,其特征在于:所述前部(21)与所述主体部(22)之间、所述主体部(22)与所述后部(23)之间分别具有一开口向上的第一凹槽(24),所述第一凹槽(24)贯通开设于所述下模板(2)的上表面且其长度方向与所述铝塑膜的输送方向垂直。
6.根据权利要求5所述的一种用于铝塑膜冲壳设备,其特征在于:两个所述第一凹槽(24)上分别设有一定位孔(26),两个所述定位孔(26)呈对角布置;所述上模板(1)的下表面对应所述定位孔(26)的位置安装有定位柱(12)。
7.根据权利要求5或6所述的一种用于铝塑膜冲壳设备,其特征在于:所述上模板(1)的下表面对应所述第一凹槽(24)的位置开设有与所述第一凹槽(24)对接的第二凹槽(13)。
8.根据权利要求1所述的一种用于铝塑膜冲壳设备,其特征在于:所述上模板(1)安装于一升降平台(6),所述升降平台(6)套装于若干竖向设置的支撑柱(7)并由动力机构驱动升降。
技术总结
本技术属于锂电池生产技术领域,具体公开了一种用于铝塑膜冲壳设备,包括上模板和下模板;所述上模板的下表面开设有模腔;所述下模板安装有冲头组件,所述冲头组件包括贯穿所述下模板设置的可升降的冲头,当所述上模板与下模板压合时,所述冲头的顶部与所述模腔对应契合;所述下模板沿所述铝塑膜输送方向依次划分为前部、主体部以及后部;所述冲头组件设置于所述主体部;所述后部的上表面与所述主体部的上表面持平,所述前部的上表面低于所述后部的上表面。本技术在对铝塑膜进行冲壳操作后不易发生铝塑膜卷边现象,便于后续裁切工作,结构简单,冲壳质量佳。
技术研发人员:袁雷,吴小超,李维伟,宋清,向磊,刘志礼,孟延熬,刘燕君,赵福,袁潮
受保护的技术使用者:惠州市凯元新能源科技有限公司
技术研发日:20221018
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!