一种电池焊接工装夹具的制作方法
本技术涉及夹具,涉及一种电池焊接工装夹具。
背景技术:
1、锂电池是一种为动力工具提供动力来源的电源,其具备寿命长、实用安全、容量大、体积小、重量轻等优点被广泛应用于多个领域中,又长又扁的铝/钢壳电池在制作过程中为了充分利用壳内空间,需要越来越薄的壳体材料,在有限的空间内提升电池活性物容量以满足电池越来越高的比容量需求。传统薄板金属连接通常以激光焊接为主,在激光焊接薄板时,激光焊接头沿着焊缝进行焊接,但由于激光焊接热量输入比较集中,较薄的壳体材料在焊接过程中在长度方向上会出现较大弯曲变形的问题,一直没有得到较好地解决,这导致产品品质大幅度降低与偏差、性能降低甚至报废。
2、薄壁零部件激光焊接除了要选择合适的激光器及合适的激光能量输出,还要对焊接顺序及工装夹具作为外部因素对实现良好的焊接也有至关重要的作用。
3、现有铝/钢壳电池在制作过程中厚度为0.8mm以上的冲压壳体+电池盖板,当前壳体侧板采用0.15mm薄板蒙皮与框体均为分体式设计,将上下侧板与框体分两次进行定位焊接拼焊成壳体降低了电池本身的重量,同时提升铝/钢壳内的空间,采用一次性将周边缝焊完成,但这样焊接后应力释放会造成整个壳体的翘起、扭曲变形。现有工装装配难度大及焊缝总长度,因而现在采用常规的工装对薄板材料夹持后采用激光焊接变形大,焊缝精度不能满足焊接要求的问题,良率和效率较低,影响产品量产交付。因此需要设计一种新的焊接工装来改善变形较大的问题。
技术实现思路
1、鉴于以上所述现有技术中的缺点,本实用新型的目的在于提供电池焊接工装夹具,用于解决现有技术中薄壁电池壳激光焊接变形较大与焊缝精度不能满足焊接要求的问题。
2、本实用新型为解决现有技术的问题,提供了一种电池焊接工装夹具。
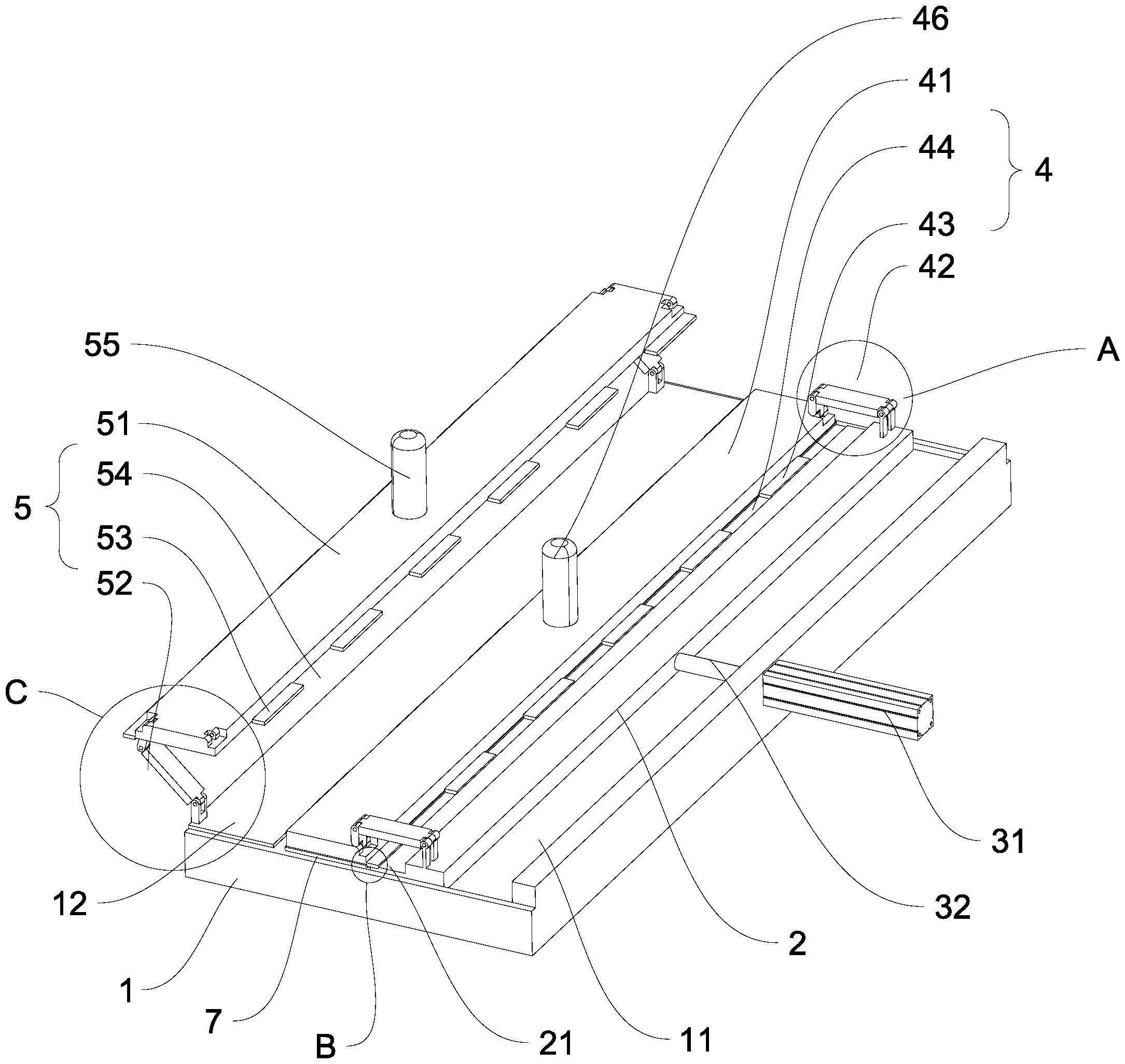
3、本实用新型的目的可通过以下技术方案来实现:一种电池焊接工装夹具包括:底座,所述底座内设有容纳电池壳的凹槽;侧压板,设置于凹槽内;推动组件,设置于侧压板后端,驱动所述侧压板将设于凹槽内的电池壳推紧;第一压紧组件,包括第一顶盖压板和第一连杆组,所述第一顶盖压板通过两侧的第一连杆组与侧压板转动连接,所述第一顶盖压板两端间隔设有第一压齿,所述第一压齿之间设有第一焊接槽;第二压紧组件,对称设置于第一压紧组件另一侧,包括第二顶盖压板和第二连杆组,所述第二顶盖压板通过两侧的第二连杆组与底座转动连接,所述第二顶盖压板两端间隔设有第二压齿,所述第二压齿与第一焊接槽等宽且对齐设置,所述第二压齿之间设有第二焊接槽,所述第二焊接槽与第一压齿等宽且对齐设置。
4、优选地,所述底座左侧顶部设有第一限位板,所述侧压板右侧顶部设有第二限位板,所述第一限位板与第二限位板设有限制第一压齿或第二压齿的压齿顶槽。
5、优选地,所述第一压齿下端面位于第一顶盖压板下端面下方,所述第一压齿内侧与第一顶盖压板下侧构成第一l形卡槽。
6、优选地,所述第二压齿下端面位于第二顶盖压板下端面下方,所述第二压齿内侧与第二顶盖压板下侧构成第二l形卡槽。
7、优选地,所述凹槽内表面粘接有耐高温胶带,所述侧压板左侧面粘接有耐高温胶带,所述第一顶盖压板下端面与第二顶盖压板下端面粘接有耐高温胶带,与电池壳接触的所述第一压齿端面与所述第二压齿端面粘接有耐高温胶带。
8、优选地,所述推动组件包括气缸,所述气缸的活塞杆穿过底座一侧并与侧压板固定连接。
9、优选地,所述第一连杆组包括连杆一、连杆二和连杆三,所述连杆一下端固定于侧压板上,所述连杆二右端与连杆一转动连接,所述连杆三右端与连杆二右端转动连接,所述连杆三左端与第一顶盖压板转动连接。
10、优选地,所述第二连杆组包括连杆四、连杆五和连杆六,所述连杆四下端固定于第一限位板上,所述连杆五左端与连杆四转动连接,所述连杆六左端与连杆五左端转动连接,所述连杆六右端与第二顶盖压板转动连接。
11、优选地,所述第一顶盖压板上端设有第一把手,所述第二顶盖压板上端设有第二把手。
12、优选地,所述第一把手螺纹连接于第一顶盖压板上端,所述第二把手螺纹连接于第二顶盖压板上端。
13、与现有技术相比,本实用新型电池焊接工装夹具的有益效果:
14、本实用新型焊接工装中通过切换两组压紧组件,将带有位置互补的两组不同的齿状压板来实现分段压紧、分段交错焊接,分段交错焊可有效释放激光焊接快热快冷的过程,有利于应力释放,同时分段多组小间距的焊接槽设置使焊接的区域及范围更加精确,减小焊接工件变形量,极大的保证了焊接工件公差精度。
15、同时电池焊接工装夹具整体结构合理,不影响原有激光焊接空间,压紧力分布均衡使焊接缝完全贴合,焊接时不需要移动产品,工装拆卸简单,定位方便,较好满足激光焊接要求,杜绝焊接变形,保障焊缝精度,显著提高焊接效率,简易适用。
技术特征:
1.一种电池焊接工装夹具,其特征在于,包括:
2.根据权利要求1所述的一种电池焊接工装夹具,其特征在于,所述底座左侧顶部设有第一限位板,所述侧压板右侧顶部设有第二限位板,所述第一限位板与第二限位板设有限制第一压齿或第二压齿的压齿顶槽。
3.根据权利要求1所述的一种电池焊接工装夹具,其特征在于,所述第一压齿下端面位于第一顶盖压板下端面下方,所述第一压齿内侧与第一顶盖压板下侧构成第一l形卡槽。
4.根据权利要求1所述的一种电池焊接工装夹具,其特征在于,所述第二压齿下端面位于第二顶盖压板下端面下方,所述第二压齿内侧与第二顶盖压板下侧构成第二l形卡槽。
5.根据权利要求1所述的一种电池焊接工装夹具,其特征在于,所述凹槽内表面粘接有耐高温胶带,所述侧压板左侧面粘接有耐高温胶带,所述第一顶盖压板下端面与第二顶盖压板下端面粘接有耐高温胶带,与电池壳接触的所述第一压齿端面与所述第二压齿端面粘接有耐高温胶带。
6.根据权利要求1所述的一种电池焊接工装夹具,其特征在于,所述推动组件包括气缸,所述气缸的活塞杆穿过底座一侧并与侧压板固定连接。
7.根据权利要求1所述的一种电池焊接工装夹具,其特征在于,所述第一连杆组包括连杆一、连杆二和连杆三,所述连杆一下端固定于侧压板上,所述连杆二右端与连杆一转动连接,所述连杆三右端与连杆二右端转动连接,所述连杆三左端与第一顶盖压板转动连接。
8.根据权利要求1所述的一种电池焊接工装夹具,其特征在于,所述第二连杆组包括连杆四、连杆五和连杆六,所述连杆四下端固定于第一限位板上,所述连杆五左端与连杆四转动连接,所述连杆六左端与连杆五左端转动连接,所述连杆六右端与第二顶盖压板转动连接。
9.根据权利要求1所述的一种电池焊接工装夹具,其特征在于,所述第一顶盖压板上端设有第一把手,所述第二顶盖压板上端设有第二把手。
10.根据权利要求9所述的一种电池焊接工装夹具,其特征在于,所述第一把手螺纹连接于第一顶盖压板上端,所述第二把手螺纹连接于第二顶盖压板上端。
技术总结
本技术涉及夹具技术领域,涉及一种电池焊接工装夹具,本技术包括底座,底座内设有容纳电池壳的凹槽;侧压板,设置于凹槽内;推动组件,设置于侧压板后端;第一压紧组件,包括第一顶盖压板和第一连杆组,第一顶盖压板通过第一连杆组与侧压板转动连接,第一顶盖压板两端间隔设有第一压齿,第一压齿之间设有第一焊接槽;第二压紧组件,包括第二顶盖压板和第二连杆组,第二顶盖压板通过第二连杆组与底座转动连接,第二顶盖压板两端间隔设有第二压齿,第二压齿与第一焊接槽对齐设置,第二压齿之间设有第二焊接槽,第二焊接槽与第一压齿对齐设置,分段交错焊可有效释放激光焊接快热快冷的过程,有利于应力释放,减小焊接变形量,保障焊缝精度。
技术研发人员:陈彪
受保护的技术使用者:兰钧新能源科技有限公司
技术研发日:20221110
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!