地铁车钩座型材搅拌摩擦焊可调式焊接工装及工装系统的制作方法
本技术属于地铁交通,尤其涉及一种地铁铝合金车钩座型材的搅拌摩擦焊可调式焊接工装及工装系统,通过工装实现车钩座型材xyz方向的固定,从而为搅拌摩擦焊提供保证。
背景技术:
1、铝合金车体具有质量轻、耐腐蚀、外观平整度好和易于制造复杂美观曲面车体而受到青睐。目前铝合金车体关键中厚板部件仍然采用多层熔化极气体保护电弧焊(mig)工艺,mig焊的突出问题有焊接效率低、接头强度损失大、受环境温湿度影响、焊接烟尘污染环境、焊接成本高及易产生气孔、裂纹等缺陷,已成为车辆产品提质提能的制约因素。高质、高效、节能及环保的搅拌摩擦焊应用很好地解决了上述问题。
2、相对比弧焊车钩安装座,搅拌摩擦焊车钩安装座固相焊接过程,具有如下优点:焊缝力学性能高,无气孔、无合金元素烧损、无热裂纹;接头强度超过大多数熔化焊接头,并且接头性能一致性良好;焊接过程简单,搅拌摩擦焊类似于完全的机械加工过程,无需焊接准备过程,设备维护简单;并且是完全自动化操作;无需焊接保护气和填丝;对焊接装配和焊前清理要求不高,可在任意位置施焊;焊接接头物理性能好,如导电、导热性与母材一致、焊缝颜色与母材一致;不会污染环境,没有弧光、烟尘和飞溅物危害;无紫外线和电磁辐射危害;较低的能量消耗;无噪音,加工过程几乎完全在安静状态下进行。
3、然而,根据地铁不同车型车钩座型材的结构特点和规格尺寸,设计制作一种通用性强、自动化程度高、集成度高、维护简单、可靠性好的地铁铝合金车钩座搅拌摩擦焊焊接工装,可以保证搅拌摩擦焊对部件的精度要求。
技术实现思路
1、本实用新型所要解决的技术问题是地铁车钩型材搅拌摩擦焊焊接问题,通过设计一款地铁车钩型材搅拌摩擦焊可调式焊接工装及工装系统,根据型材的截面形状,设计仿形的定位夹紧块,使型材端头和侧面与工装定位装置(定位机构)紧密接触,侧推机构、压紧机构采用液压压紧的方式,实现产品快速准确定位和夹紧,自动化程度高。此外,本实用新型工装及工装系统使用方便,操作简易,工件装夹方便简洁,定位精度高,夹紧方式可靠,可最大限度实现装配功能,保证焊接质量。
2、本实用新型的技术方案如下:
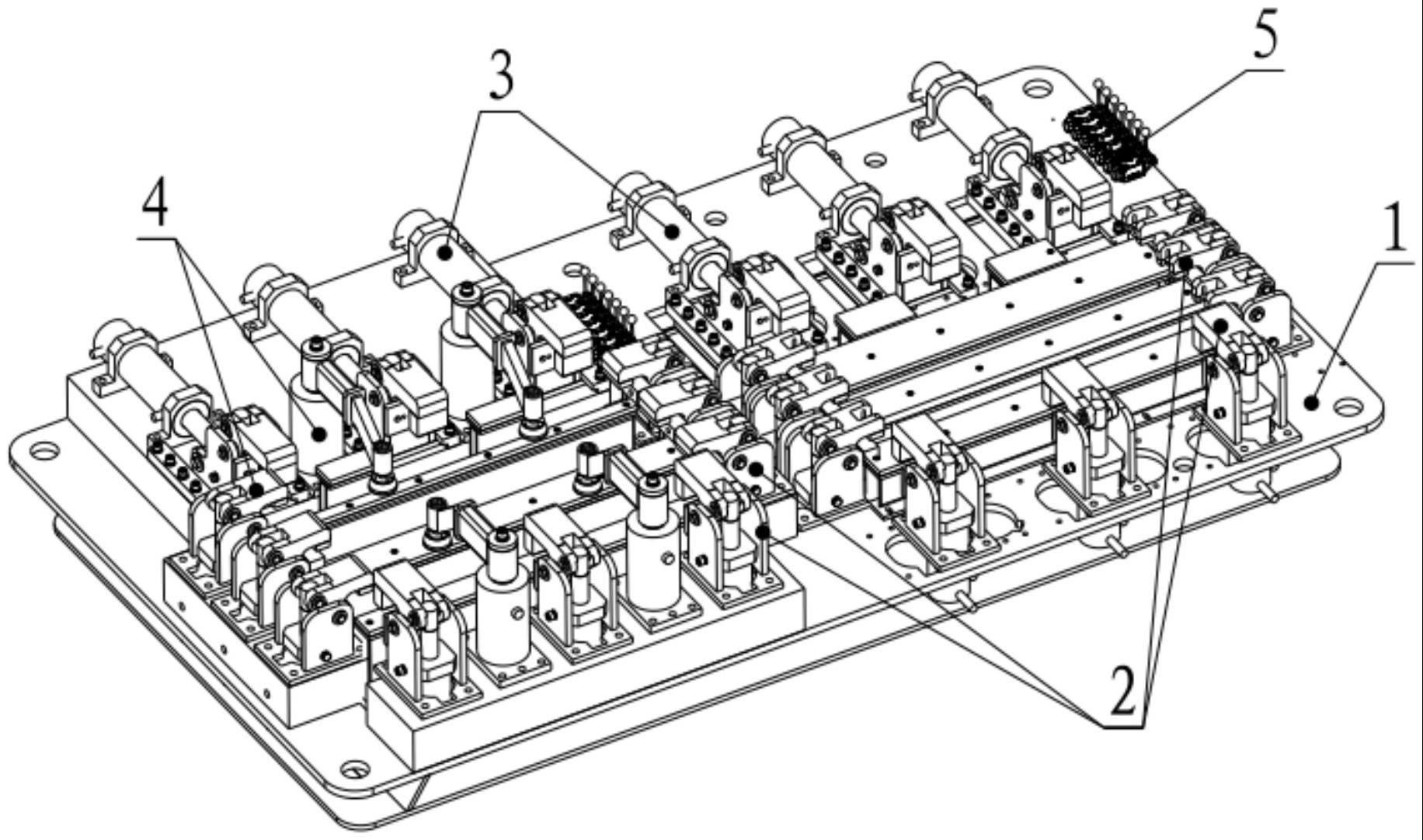
3、地铁车钩座型材搅拌摩擦焊可调式焊接工装,包括底座组成、液压控制系统以及位于底座组成上的定位机构、侧推机构、压紧机构;定位机构、侧推机构、压紧机构均与液压控制系统连接;定位机构包括端部定位机构和侧部定位机构,二者均位置可调且二者均集成设置并采用液压压紧的方式;所述侧推机构集成设置并采用液压推紧和液压压紧的方式,侧部定位机构和侧推机构相对设置从两侧对所述车钩座型材定位、推紧和压紧;所述压紧机构采用液压压紧的方式,从所述车钩座型材的上方进行压紧固定,包括侧部压紧机构和端部压紧机构,端部压紧机构位于所述端部定位机构的相对面。
4、进一步的,所述端部定位机构和侧部定位机构的结构相同,包括第一压紧油缸、第一基座、第一旋转轴、第一连接轴、第一悬臂、第一压紧块和第一定位块;第一定位块仿所述车钩座型材的截面设计且第一定位块与第一基座固定连接;第一压紧块设置在第一悬臂的前端,第一悬臂与第一基座之间通过第一旋转轴连接,第一悬臂绕第一旋转轴运动;第一压紧油缸的油缸活塞杆通过第一连接轴与第一悬臂连接。
5、进一步的,所述侧推机构包括侧推油缸、导向座、第二基座、第二悬臂、第二压紧块、第二旋转轴、第二连接轴、第二定位块、第二压紧油缸和销轴;侧推油缸通过销轴和第二基座的后端连接,第二基座可在导向座上前后移动;第二定位块仿所述车钩座型材的截面设计且第二定位块与第二基座的前端固定连接;第二压紧块设置在第二悬臂的前端,第二悬臂与第二基座之间通过第二旋转轴连接,第二悬臂绕第二旋转轴运动;第二压紧油缸的油缸活塞杆通过第二连接轴与第二悬臂连接。
6、进一步的,所述端部压紧机构包括第三压紧油缸、第三基座、第三旋转轴、端部定位块、第三压紧块、第三悬臂和第三连接轴,端部定位块仿所述车钩座型材的截面设计且端部定位块与第三基座固定连接;第三压紧块设置在第三悬臂的前端,第三悬臂与第三基座之间通过第三旋转轴连接,第三悬臂绕第三旋转轴运动;第三压紧油缸的油缸活塞杆通过第三连接轴与第三悬臂连接。
7、进一步的,所述侧部压紧机构包括第三压紧油缸、安装座、旋转杆、压块、紧固螺栓和压头,旋转杆包括矩形管、钢板和两个销套,所述压头连接在一个销套内,所述第三压紧油缸的油缸活塞杆上套设另一个销套并用紧固螺栓固定后将压块压实在油缸活塞杆上,旋转杆可沿着油缸活塞杆的轴心进行360°旋转。
8、进一步的,所述侧部压紧机构分布在所述侧推机构和侧部定位机构的间隔处。
9、进一步的,所述底座组成包括底板、纵向矩形管、横向矩形管、承载板、条形结构和支撑梁,底板上交错设置纵向矩形管和横向矩形管,纵向矩形管和横向矩形管上设置承载板,承载板的长度方向上设有支撑梁,支撑梁上设置条形结构,条形结构对应所述车钩座型材的焊缝,支撑梁在承载板的宽度方向上位置可调且支撑梁的高度可调。
10、进一步的,所述承载板上预留安装孔。
11、进一步的,所述底板上且位于外围的纵向矩形管和横向矩形管上连接设置加强筋。
12、地铁车钩座型材搅拌摩擦焊可调式焊接工装系统,所述工装系统上包括两套所述的地铁车钩座型材搅拌摩擦焊可调式焊接工装,分别用于车钩座型材搅拌摩擦焊的正装和反装。
13、进一步的,所述车钩座型材搅拌摩擦焊的正装工装和反装工装的区别仅在于:正装工装的支撑梁的高度高于反装工装的支撑梁高度;反装工装无侧部压紧机构。
14、与现有技术相比,本实用新型的优点如下:
15、本实用新型的侧推机构采用液压推紧和液压压紧的方式,每推力不小于120kn;压紧机构采用液压压紧方式,单点压力不小于120kn。定位机构采用液压压紧的方式。定位、侧推和压紧方式可靠,可保证焊缝处无间隙和错边,可有效防止焊接变形,保证搅拌摩擦焊精度。
16、利用本实用新型,工件的定位和夹紧(定位机构、侧推机构、压紧机构)都是采用液压油缸控制,不需要手动调节,自动化程度高,焊接完成后,油缸通过换向阀自动泄压,操作简便。
17、本实用新型工装的定位和夹紧均有一定的调节量,可根据不同车型不同车钩座型材进行调整,通用性强,如底座组成上可调节的支撑梁以及定位机构的位置可调等。
18、本实用新型一套工装系统可实现工件的正反面焊接,集成化程度高,可有效提高装夹效率。
技术特征:
1.地铁车钩座型材搅拌摩擦焊可调式焊接工装,其特征在于,所述工装包括底座组成、液压控制系统以及位于底座组成上的定位机构、侧推机构、压紧机构;定位机构、侧推机构、压紧机构均与液压控制系统连接;定位机构包括端部定位机构和侧部定位机构,二者均位置可调且二者均集成设置并采用液压压紧的方式;所述侧推机构集成设置并采用液压推紧和液压压紧的方式,侧部定位机构和侧推机构相对设置从两侧对所述车钩座型材定位、推紧和压紧;所述压紧机构采用液压压紧的方式,从所述车钩座型材的上方进行压紧固定,包括侧部压紧机构和端部压紧机构,端部压紧机构位于所述端部定位机构的相对面。
2.如权利要求1所述的地铁车钩座型材搅拌摩擦焊可调式焊接工装,其特征在于,所述端部定位机构和侧部定位机构的结构相同,包括第一压紧油缸、第一基座、第一旋转轴、第一连接轴、第一悬臂、第一压紧块和第一定位块;第一定位块仿所述车钩座型材的截面设计且第一定位块与第一基座固定连接;第一压紧块设置在第一悬臂的前端,第一悬臂与第一基座之间通过第一旋转轴连接,第一悬臂绕第一旋转轴运动;第一压紧油缸的油缸活塞杆通过第一连接轴与第一悬臂连接。
3.如权利要求1所述的地铁车钩座型材搅拌摩擦焊可调式焊接工装,其特征在于,所述侧推机构包括侧推油缸、导向座、第二基座、第二悬臂、第二压紧块、第二旋转轴、第二连接轴、第二定位块、第二压紧油缸和销轴;侧推油缸通过销轴和第二基座的后端连接,第二基座可在导向座上前后移动;第二定位块仿所述车钩座型材的截面设计且第二定位块与第二基座的前端固定连接;第二压紧块设置在第二悬臂的前端,第二悬臂与第二基座之间通过第二旋转轴连接,第二悬臂绕第二旋转轴运动;第二压紧油缸的油缸活塞杆通过第二连接轴与第二悬臂连接。
4.如权利要求1-3任意一项所述的地铁车钩座型材搅拌摩擦焊可调式焊接工装,其特征在于,所述端部压紧机构包括第三压紧油缸、第三基座、第三旋转轴、端部定位块、第三压紧块、第三悬臂和第三连接轴,端部定位块仿所述车钩座型材的截面设计且端部定位块与第三基座固定连接;第三压紧块设置在第三悬臂的前端,第三悬臂与第三基座之间通过第三旋转轴连接,第三悬臂绕第三旋转轴运动;第三压紧油缸的油缸活塞杆通过第三连接轴与第三悬臂连接。
5.如权利要求1-3任意一项所述的地铁车钩座型材搅拌摩擦焊可调式焊接工装,其特征在于,所述侧部压紧机构包括第三压紧油缸、安装座、旋转杆、压块、紧固螺栓和压头,旋转杆包括矩形管、钢板和两个销套,所述压头连接在一个销套内,所述第三压紧油缸的油缸活塞杆上套设另一个销套并用紧固螺栓固定后将压块压实在油缸活塞杆上,旋转杆可沿着油缸活塞杆的轴心进行360°旋转。
6.如权利要求5所述的地铁车钩座型材搅拌摩擦焊可调式焊接工装,其特征在于,所述侧部压紧机构分布在所述侧推机构和侧部定位机构的间隔处。
7.如权利要求1-3任意一项所述的地铁车钩座型材搅拌摩擦焊可调式焊接工装,其特征在于,所述底座组成包括底板、纵向矩形管、横向矩形管、承载板、条形结构和支撑梁,底板上交错设置纵向矩形管和横向矩形管,纵向矩形管和横向矩形管上设置承载板,承载板的长度方向上设有支撑梁,支撑梁上设置条形结构,条形结构对应所述车钩座型材的焊缝,支撑梁在承载板的宽度方向上位置可调且支撑梁的高度可调。
8.如权利要求7所述的地铁车钩座型材搅拌摩擦焊可调式焊接工装,其特征在于,所述承载板上预留安装孔;
9.地铁车钩座型材搅拌摩擦焊可调式焊接工装系统,其特征在于,所述工装系统集成包括两套权利要求1-8任意之一所述的地铁车钩座型材搅拌摩擦焊可调式焊接工装,分别用于车钩座型材搅拌摩擦焊的正装和反装。
10.如权利要求9所述的地铁车钩座型材搅拌摩擦焊可调式焊接工装系统,其特征在于,所述车钩座型材搅拌摩擦焊的正装工装和反装工装的区别仅在于:正装工装的支撑梁的高度高于反装工装的支撑梁高度;反装工装无侧部压紧机构。
技术总结
本技术公开了一种地铁车钩座型材搅拌摩擦焊可调式焊接工装及工装系统,包括底座组成、液压控制系统以及位于底座组成上的定位机构、侧推机构、压紧机构;定位机构、侧推机构、压紧机构均与液压控制系统连接;定位机构包括端部定位机构和侧部定位机构,二者均位置可调且集成设置并采用液压压紧的方式;侧推机构集成设置并采用液压推紧和液压压紧的方式,侧部定位机构和侧推机构相对设置从两侧对车钩座型材定位、推紧和压紧;压紧机构采用液压压紧的方式,从上方进行压紧固定,包括侧部压紧机构和端部压紧机构,端部压紧机构位于端部定位机构的相对面。本技术通用性强、自动化程度高、集成度高、维护简单、可靠性好,保证搅拌摩擦焊对部件的精度要求。
技术研发人员:周传武,杨代立
受保护的技术使用者:南京雷尔伟新技术股份有限公司
技术研发日:20221115
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!