钻孔加工治具的制作方法
本技术涉及加工制造治具,尤其涉及一种钻孔加工治具。
背景技术:
1、目前钣金工序已全面推进单工序自动化,自动化的引进会带来辅助工装的市场需求缺口,目前通过增加工装适应性及模块化来提升产品多样性,工装的使用与自动化程序相配合,能有效提升加工制造的效率。现有的针对攻丝、沉孔等加工需求的治具在使用传统台钻的加工的过程中极易产生漏沉、漏攻丝、攻丝和沉孔效果不佳的质量问题,此外,由于人员操作台钻进行产品加工时需要额外人员进行人工质量检验,也增加了产品的时间成本和人工成本。
技术实现思路
1、本实用新型的目的是提供一种定位快速,且能适应不同数量和种类的待加工零件的钻孔加工治具。
2、本实用新型的上述目的可采用下列技术方案来实现:
3、本实用新型提供一种钻孔加工治具,包括:
4、支撑桌面;
5、夹持机构,能移动的设置在所述支撑桌面上;
6、定位件,固定设置在所述支撑桌面上,所述定位件用于对所述夹持机构进行定位;
7、其中,所述夹持机构上形成有多个面积可变的加工区,至少一个待加工零件设置在所述加工区内。
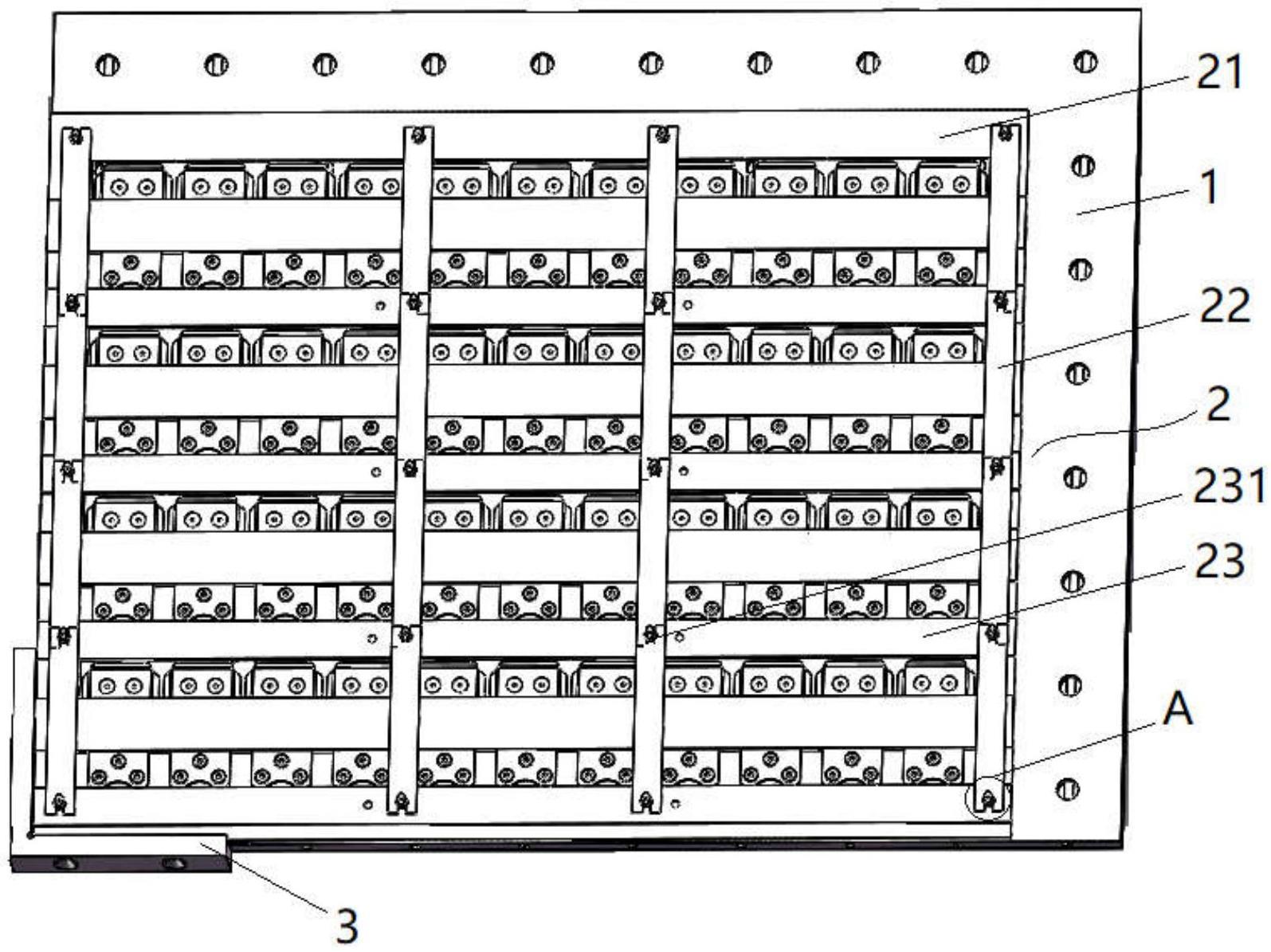
8、在一较佳实施例中,所述夹持机构包括:
9、多个垫块,分散设置在所述支撑桌面上;
10、定位底板,能移动的设置在多个所述垫块上,所述定位底板能抵靠在所述定位件上,以使所述定位底板被所述定位件定位,所述定位底板上形成有多个锁止孔;
11、多个纵向锁止件,多个所述纵向锁止件沿横向和纵向并列设置在所述定位底板上,所述纵向锁止件的两端形成有第一锁止槽;
12、多个横向锁止件,多个所述横向锁止件沿横向和纵向并列设置在两个相邻的所述纵向锁止件上,所述横向锁止件的两端形成有第二锁止槽;
13、快锁件,同时穿过所述锁止孔、所述第一锁止槽、及所述第二锁止槽,且可拆卸的连接在所述定位底板上,所述纵向锁止件和所述横向锁止件通过所述快锁件可拆卸的设置在所述定位底板上;
14、其中,多个所述纵向锁止件和多个所述横向锁止件能通过所述快锁件固定在不同的所述锁止孔上,以使相邻的所述纵向锁止件和相邻的所述横向锁止件间形成面积可变的所述加工区。
15、在一较佳实施例中,所述纵向锁止件的一端的下侧向内凹陷形成第一嵌合部,所述纵向锁止件的另一端的上侧向内凹陷形成第二嵌合部,沿纵向并列设置的多个所述纵向锁止件通过所述第一嵌合部和所述第二嵌合部相嵌合相接,以使多个所述纵向锁止件的上表面平齐。
16、在一较佳实施例中,所述横向锁止件的两端的下侧向内凹陷形成第三嵌合部,所述横向锁止件通过所述第三嵌合部和两个相邻的所述纵向锁止件相接,以使所述横向锁止件的下表面和所述纵向锁止件的下表面平齐。
17、在一较佳实施例中,所述快锁件为磁性插销,所述磁性插销能穿过所述锁止孔,并通过磁吸力可拆卸连接在所述定位底板上。
18、在一较佳实施例中,所述定位件为角钢,所述角钢固定连接在所述支撑桌面的桌角处,所述角钢的上端面的高度高于所述支撑桌面的上端面的高度,以使所述定位底板能抵靠在所述角钢上。
19、在一较佳实施例中,所述角钢的内侧形成第一定位角,所述第一定位角的角度大小在89.9度至90.1度之间。
20、在一较佳实施例中,所述定位底板具有第二定位角,所述定位底板通过所述第二定位角与所述角钢的所述第一定位角嵌合定位,所述第二定位角的角度大小在89.9度至90.1度之间。
21、在一较佳实施例中,所述第一定位角和所述第二定位角间的角度大小差小于或等于0.1度。
22、在一较佳实施例中,多个所述垫块的高度的偏差小于或等于0.1mm。
23、本实用新型的特点及优点是:
24、本实用新型实施例提供的钻孔加工治具,在支撑桌面上设置夹持机构和定位件,通过一次试加工后,即可明确夹持机构和定位件间的相对定位位置关系,通过将定位件固定在支撑桌面上,即可实现多次加工的夹持机构和待加工零件快速定位。此外,夹持机构上还规划出多个可变大小的加工区,以适应不同数量和种类的待加工零件,进一步提高了钻孔加工治具的加工制造效率。
技术特征:
1.一种钻孔加工治具,其特征在于,包括:
2.如权利要求1所述的钻孔加工治具,其特征在于,所述夹持机构包括:
3.如权利要求2所述的钻孔加工治具,其特征在于,所述纵向锁止件的一端的下侧向内凹陷形成第一嵌合部,所述纵向锁止件的另一端的上侧向内凹陷形成第二嵌合部,沿纵向并列设置的多个所述纵向锁止件通过所述第一嵌合部和所述第二嵌合部相嵌合相接,以使多个所述纵向锁止件的上表面平齐。
4.如权利要求2所述的钻孔加工治具,其特征在于,所述横向锁止件的两端的下侧向内凹陷形成第三嵌合部,所述横向锁止件通过所述第三嵌合部和两个相邻的所述纵向锁止件相接,以使所述横向锁止件的下表面和所述纵向锁止件的下表面平齐。
5.如权利要求2所述的钻孔加工治具,其特征在于,所述快锁件为磁性插销,所述磁性插销能穿过所述锁止孔,并通过磁吸力可拆卸连接在所述定位底板上。
6.如权利要求2所述的钻孔加工治具,其特征在于,所述定位件为角钢,所述角钢固定连接在所述支撑桌面的桌角处,所述角钢的上端面的高度高于所述支撑桌面的上端面的高度,以使所述定位底板能抵靠在所述角钢上。
7.如权利要求6所述的钻孔加工治具,其特征在于,所述角钢的内侧形成第一定位角,所述第一定位角的角度大小在89.9度至90.1度之间。
8.如权利要求7所述的钻孔加工治具,其特征在于,所述定位底板具有第二定位角,所述定位底板通过所述第二定位角与所述角钢的所述第一定位角嵌合定位,所述第二定位角的角度大小在89.9度至90.1度之间。
9.如权利要求8所述的钻孔加工治具,其特征在于,所述第一定位角和所述第二定位角间的角度大小差小于或等于0.1度。
10.如权利要求2所述的钻孔加工治具,其特征在于,多个所述垫块的高度的偏差小于或等于0.1mm。
技术总结
本技术公开了一种钻孔加工治具,其涉及加工制造治具技术领域,包括:支撑桌面;夹持机构,能移动的设置在所述支撑桌面上;定位件,固定设置在所述支撑桌面上,所述定位件用于对所述夹持机构进行定位;其中,所述夹持机构上形成有多个面积可变的加工区,至少一个待加工零件设置在所述加工区内。本技术的钻孔加工治具定位快速,且能适应不同数量和种类的待加工零件。
技术研发人员:缪冬青,蒲维,赵龙飞,汤俊勇,赵玉立,江晓程
受保护的技术使用者:中天宽带技术有限公司
技术研发日:20221115
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!