一种焊接件变形校正模具的制作方法
本技术涉及机械矫正,具体为一种焊接件变形校正模具。
背景技术:
1、机械矫正法就是指利用机械力的作用来矫正焊接变形,对于低碳钢结构,可在焊后直接采用机械矫正法矫正:对于合金结构钢,焊后必须先进行消除应力处理,才能进行机械矫正,否则,不仪矫正困难,而且容易产生裂纹,对于薄板的波浪变形,可采用锤打焊缝区拉伸应力段的方法,经过锤打延伸金属,产生塑性变形,从而减小薄板边缘的压缩应力,矫正波浪变形。
2、目前,对小件焊接件变形校正的方式大多是靠人工捶打或者采用火焰矫正法来进行校正,而人工捶打由于控制不好力度很容易导致捶打不均匀造成二次变形和捶打处凹凸不平等状况,在使用火焰矫正法时很难控制火焰的温度和加热的位置,费时费力效率低,针对上述问题,发明人提出一种焊接件变形校正模具用于解决上述问题。
技术实现思路
1、为了解决目前对小件焊接件变形校正的方式大多是靠人工捶打或者采用火焰矫正法来进行校正,而人工捶打和火焰矫正法存在不足的问题;本实用新型的目的在于提供一种焊接件变形校正模具。
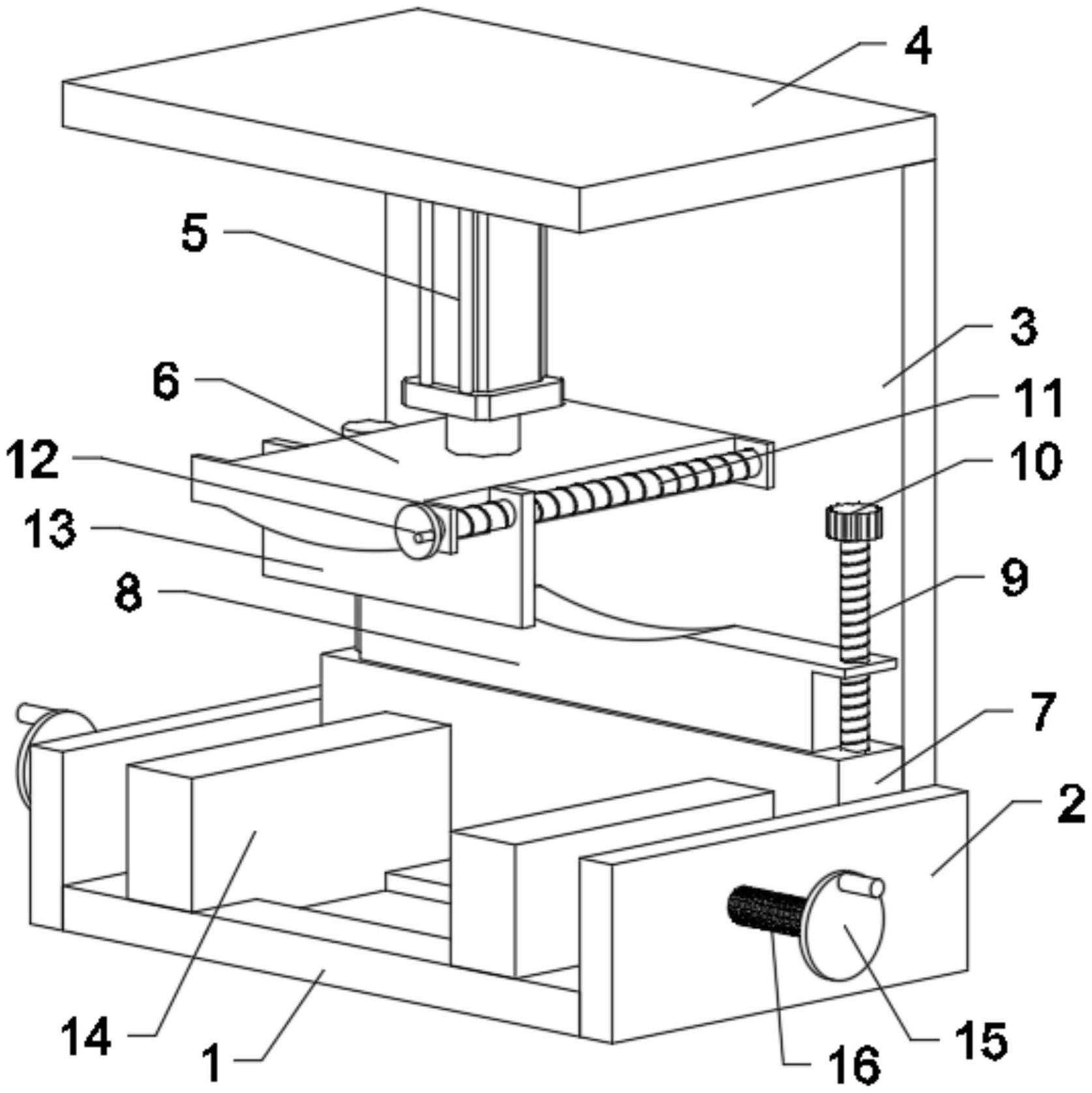
2、为解决上述技术问题,本实用新型采用如下技术方案:一种焊接件变形校正模具,包括底座,底座上滑动卡设有对称分布的两个支撑块,底座一侧固定安装有背板,背板顶端固定安装有顶板,顶板下表面固定安装有液压缸,液压缸输出端固定安装有压板。
3、优选地,底座相互远离的两侧均固定安装有壁板,两个壁板上均螺纹插设有第三螺纹杆,且第三螺纹杆一端与支撑块转动连接,底座靠近背板的一侧固定安装有固定板,固定板内滑动卡设有伸缩板,且压板底端可与伸缩板顶端接触,伸缩板一侧螺纹插设有第一螺纹杆,且第一螺纹杆底端与固定板顶端转动连接,第一螺纹杆顶端固定安装有旋钮,固定板远离第一螺纹杆的一侧固定安装有第二滑杆,且第二滑杆滑动插设在伸缩板的一侧。
4、优选地,压板一侧转动安装有第二螺纹杆,压板底端滑动安装有挡板,且第二螺纹杆螺纹插设在挡板上,两个第三螺纹杆相互远离的一端均固定安装有第二转把,第二螺纹杆一端固定安装有第一转把,压板远离第二螺纹杆的一侧固定安装有第一滑杆,且第一滑杆滑动插设在挡板一侧。
5、与现有技术相比,本实用新型的有益效果在于:
6、1、本实用新型将需要校正的焊接件变形处凸起部分朝上放到支撑块上,使焊接件的变形处位于两个支撑块中间处,然后利用液压缸推动压板下降,使压板底端接触焊接件变形处凸起点,接着利用液压缸推动压板缓慢匀速下降,直至将焊接件的变形处校正,从而代替了人工捶打和火焰矫正法,使焊接件变形处受力均匀得到校正。
7、2、本实用新型可根据焊接件的正常截面高度,滑动调节伸缩板,使伸缩板顶端与焊接件正常截面高度相同,伸缩板可对压板下降高度进行限位,防止压板在下压校正焊接件时下压过度,导致焊接件变形处校正过度造成二次变形。
技术特征:
1.一种焊接件变形校正模具,包括底座(1),其特征在于:所述底座(1)上滑动卡设有对称分布的两个支撑块(14),所述底座(1)一侧固定安装有背板(3),所述背板(3)顶端固定安装有顶板(4),所述顶板(4)下表面固定安装有液压缸(5),所述液压缸(5)输出端固定安装有压板(6);
2.如权利要求1所述的一种焊接件变形校正模具,其特征在于,所述底座(1)相互远离的两侧均固定安装有壁板(2),两个所述壁板(2)上均螺纹插设有第三螺纹杆(16),且第三螺纹杆(16)一端与支撑块(14)转动连接。
3.如权利要求1所述的一种焊接件变形校正模具,其特征在于,所述伸缩板(8)一侧螺纹插设有第一螺纹杆(9),且第一螺纹杆(9)底端与固定板(7)顶端转动连接,所述第一螺纹杆(9)顶端固定安装有旋钮(10)。
4.如权利要求2所述的一种焊接件变形校正模具,其特征在于,所述压板(6)一侧转动安装有第二螺纹杆(11),所述压板(6)底端滑动安装有挡板(13),且第二螺纹杆(11)螺纹插设在挡板(13)上。
5.如权利要求4所述的一种焊接件变形校正模具,其特征在于,两个所述第三螺纹杆(16)相互远离的一端均固定安装有第二转把(15),所述第二螺纹杆(11)一端固定安装有第一转把(12)。
6.如权利要求1所述的一种焊接件变形校正模具,其特征在于,所述压板(6)远离第二螺纹杆(11)的一侧固定安装有第一滑杆(17),且第一滑杆(17)滑动插设在挡板(13)一侧。
技术总结
本技术公开了一种焊接件变形校正模具,涉及机械矫正技术领域,本技术包括底座,底座上滑动卡设有对称分布的两个支撑块,背板顶端固定安装有顶板,顶板下表面固定安装有液压缸,液压缸输出端固定安装有压板,固定板内滑动卡设有伸缩板,本技术将需要校正的焊接件变形处凸起部分朝上放到支撑块上,使焊接件的变形处位于两个支撑块中间处,利用液压缸推动压板缓慢匀速下降,直至将焊接件的变形处校正,从而代替了人工捶打和火焰矫正法,使焊接件变形处受力均匀得到校正,可根据焊接件的正常截面高度,滑动调节伸缩板,伸缩板可对压板下降高度进行限位,防止压板在下压校正焊接件时下压过度,导致焊接件变形处校正过度造成二次变形。
技术研发人员:陈杰,肖智
受保护的技术使用者:合肥福晟机械制造有限公司
技术研发日:20221116
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!