一种汽车制动器主缸体尾部端面加工夹具的制作方法
本技术涉及加工汽车制动器主缸体的夹具,尤其涉及一种汽车制动器主缸体尾部端面加工夹具。
背景技术:
1、在对汽车制动主缸体尾部端面进行机械加工时,需要采用夹具来辅助完成加工任务。虽然其基础结构相似,但由于主缸体设计结构不同,造成主缸体毛坯的外圆直径不同、长短不同,因此以前不同种类的主缸体需要按照其结构每一种产品都设计一套专用夹具。可见这样的做的缺点是,夹具结构复杂、没有通用性,换件加工就需要更换新夹具,往机床上安装费时、费力,而且需要重新调整机床严重影响加工效率。随着工厂的产量加大,这个问题就更加凸显出来,已经严重影响了出产量。如何解决这个瓶颈问题成为加工中的关键。
技术实现思路
1、本实用新型提供一种汽车制动器主缸体尾部端面加工夹具,以解决目前存在的夹具结构复杂、没有通用性,换件加工就需要更换新夹具,往机床上安装费时、费力,而且需要重新调整机床、严重影响加工效率的问题。
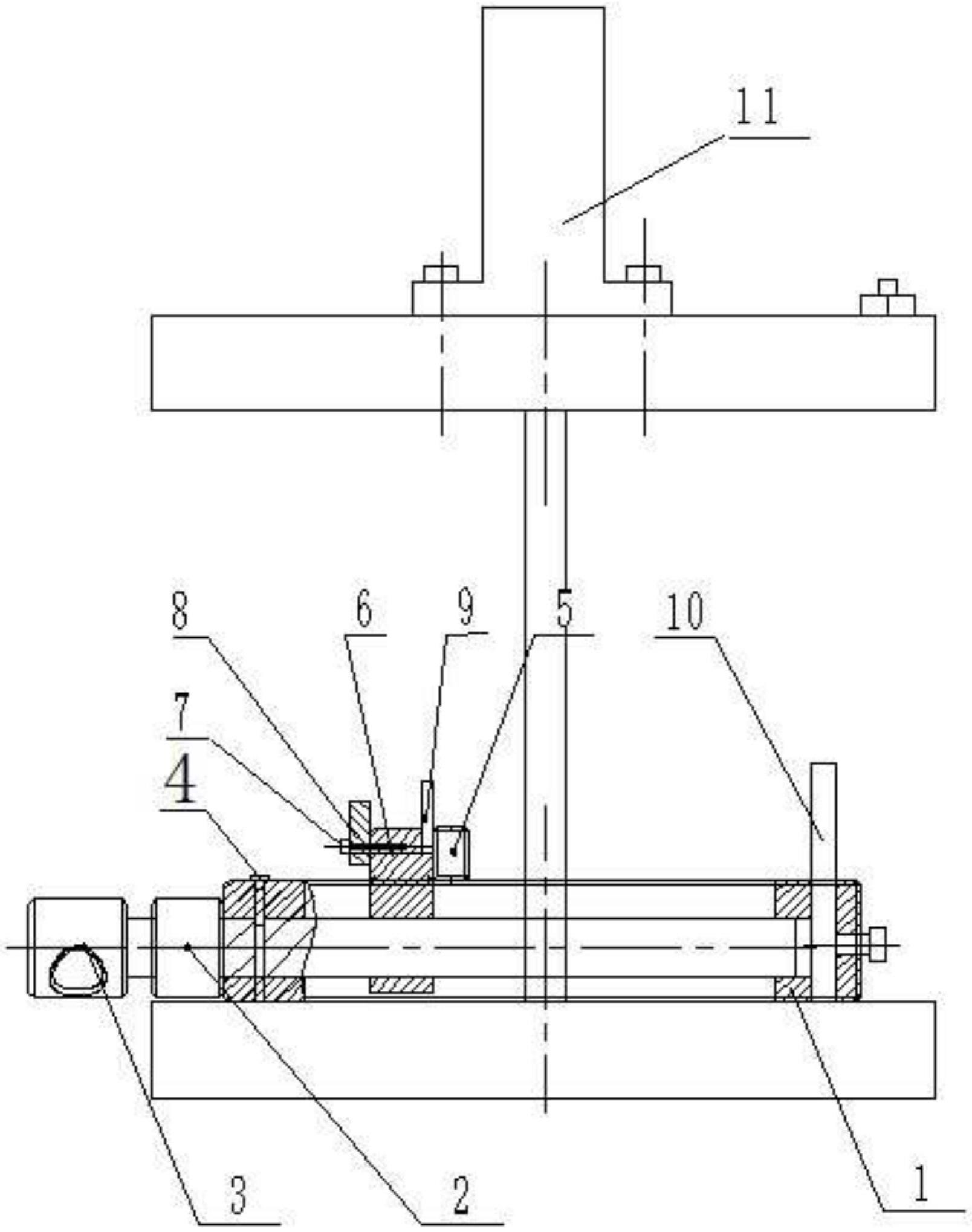
2、本实用新型采取的技术方案是,包括底板、锁紧螺母、螺杆、螺杆定位销、前v型移动板、前v型压板、螺钉、前定位片、前v型片、后v型片、零件锁紧气缸、锁紧气缸固定板、夹具框架连接杆和夹具底板,其中锁紧气缸固定板和夹具底板之间通过夹具框架连接杆连接成一个方形框架,零件锁紧气缸和锁紧气缸固定板通过螺栓连接并用螺母紧固,底板用螺栓固定在夹具底板上,后v型片插入底板的长方形槽内后用顶丝固定,螺杆与底板穿接,前v型压板与螺杆螺纹连接、且位于底板的长方形槽中,锁紧螺母与螺杆螺纹连接,螺杆定位销与螺杆上的圆形环槽滑动连接,前v型移动板和前v型压板通过螺栓连接后形成一体,前v型片插入到前v型移动板和前v压板连接后形成的长方形槽内,前定位片通过螺钉与前v型压板固定连接。
3、本实用新型所述夹具框架连接杆通过底部螺纹与夹具底板螺纹连接,夹具框架连接杆通过顶部螺纹和锁紧气缸固定板螺纹连接,并用螺母紧固。
4、本实用新型所述前v型片的高度和后v型片的高度不同。
5、本实用新型的优点是结构新颖,利用前后两个v型定位片之间组合就可以完成全部主缸体尾部端面加工要求,使不同缸径、不同缸长的毛坯可共用一个夹具,解决了由于更换不同主缸体时机床调整效率低的问题,提高了产品质量,通过现场使用,完全满足了使用要求。
技术特征:
1.一种汽车制动器主缸体尾部端面加工夹具,其特征在于:包括底板、锁紧螺母、螺杆、螺杆定位销、前v型移动板、前v型压板、螺钉、前定位片、前v型片、后v型片、零件锁紧气缸、锁紧气缸固定板、夹具框架连接杆和夹具底板,其中锁紧气缸固定板和夹具底板之间通过夹具框架连接杆连接成一个方形框架,零件锁紧气缸和锁紧气缸固定板通过螺栓连接并用螺母紧固,底板用螺栓固定在夹具底板上,后v型片插入底板的长方形槽内后用顶丝固定,螺杆与底板穿接,前v型压板与螺杆螺纹连接、且位于底板的长方形槽中,锁紧螺母与螺杆螺纹连接,螺杆定位销与螺杆上的圆形环槽滑动连接,前v型移动板和前v型压板通过螺栓连接后形成一体,前v型片插入到前v型移动板和前v压板连接后形成的长方形槽内,前定位片通过螺钉与前v型压板固定连接。
2.根据权利要求1所述的一种汽车制动器主缸体尾部端面加工夹具,其特征在于:所述夹具框架连接杆通过底部螺纹与夹具底板螺纹连接,夹具框架连接杆通过顶部螺纹和锁紧气缸固定板螺纹连接,并用螺母紧固。
3.根据权利要求1所述的一种汽车制动器主缸体尾部端面加工夹具,其特征在于:所述前v型片的高度和后v型片的高度不同。
技术总结
本技术涉及一种汽车制动器主缸体尾部端面加工夹具,属于加工汽车制动器主缸体的夹具。包括底板、锁紧螺母、螺杆、螺杆定位销、前V型移动板、前V型压板、螺钉、前定位片、前V型片、后V型片、零件锁紧气缸、锁紧气缸固定板、夹具框架连接杆和夹具底板。优点是结构新颖,利用前后两个V型定位片之间组合就可以完成全部主缸体尾部端面加工要求,使不同缸径、不同缸长的毛坯可共用一个夹具,解决了由于更换不同主缸体时机床调整效率低的问题,提高了产品质量,通过现场使用,完全满足了使用要求。
技术研发人员:郭震宇,黄艳枫,鞠春雨,马永权,管喜来,李溟,梁浩,徐家忠,夏丽华
受保护的技术使用者:吉林东光奥威汽车制动系统有限公司
技术研发日:20221118
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!