自动夹紧退回装置的制作方法
1.本实用新型涉及一种铣加工中的被加工件自动夹紧装置,特别是一种自动夹紧退回装置。
背景技术:
2.液压技术和气动技术在制造业和自动化行业都得到了广泛的应用,液压技术通过源动机驱动液压泵旋转输出液压油,然后通过多执行元件液压马达、液压油缸等,把液压能转化成旋转运动、直线运动,适用于重载场合;气动技术在自动化领域应用很广,主要用在轻载,低惯量场合。当圆形被加工件的材料为钢件、铸件时,其执行元件需要做直线驱动,需要较大切削力,采用液压驱动;当圆形被加工件的材料为纯铝件、铝合金件时,切削力较小,采用气动驱动。但是,无论是气压驱动还是液压驱动,当前机械加工行业对圆形工件装夹一般采用普通三爪卡钳和液压三爪卡钳,每一次加工的装夹数量都只能一件,无法做到批量加工,无论是采用铣加工端面或采用车加工端面,加工效率都相对较低。因此,现有的技术存在着加工效率较低的问题。
技术实现要素:
3.本实用新型的目的在于,提供一种自动夹紧退回装置。本实用新型具有能够有效提高加工效率的特点。
4.本实用新型的技术方案:自动夹紧退回装置,包括支座模块,支座模块一端设有驱动模块,驱动模块连接有位于支座模块上的动夹紧模块;所述支座模块上设有一列或多列与动夹紧模块相配合的直线槽;所述驱动模块为气源驱动模块和/或液压源驱动模块。
5.前述的自动夹紧退回装置中,所述支座模块包括两个平行分布的支撑块,两个支撑块之间设有多根平行分布的横梁,相邻横梁之间设有直线槽;每根横梁上设有导向槽,支撑块的下方设有安装孔。
6.前述的自动夹紧退回装置中,所述两个支撑块之间设有五根平行分布的横梁。
7.前述的自动夹紧退回装置中,所述动夹紧模块包括多个动夹紧块,动夹紧块一侧设有v型槽,动夹紧块另一侧设有圆弧槽,相邻的动夹紧块之间还设有钢索;每个动夹紧块的两端设有与导向槽相配合的凸块;位于首端的动夹紧块与驱动模块的输出端相连。
8.前述的自动夹紧退回装置中,当驱动模块为液压源驱动模块,液压源驱动模块包括依次相连的液压源和第一液压源压力开关,第一液压源压力开关上并联有多个液压源电磁阀,液压源电磁阀连接有液压源节流阀、液压缸和液压源磁性感应开关;所述液压源电磁阀和液压源节流阀之间还设有第二液压源压力开关和蓄能器;所述液压缸的输出端与动夹紧块相连。
9.前述的自动夹紧退回装置中,当驱动模块为气源驱动模块,气源驱动模块包括依次相连的气源和第一气源压力开关,第一气源压力开关上并联有多个气源电磁阀,气源电磁阀连接有气源节流阀、气缸和气源磁性感应开关;所述气源电磁阀和气源节流阀之间还
设有第二气源压力开关和储气罐;所述气缸的输出端与动夹紧块相连。
10.与现有技术相比,本实用新型由支座模块、驱动模块以及位于支座模块上的动夹紧模块组成,可以根据生产需要,在支座模块上设置一列、两列及多列的动夹紧模块,并根据列的数量配备相应的驱动模块;实现了机械加工行业中大批量圆形被加工件的快速批量装夹、定位、回退,且通过配置相应的位置传感器和压力开关,可用于自动化、智能化生产线中感知被加工件的状态,从而实现批量、高效的生产加工。
11.横梁上设有导向槽,动夹紧块的凸块嵌入导向槽安装,动夹紧模块被约束在槽内做直线运动;钢索穿过动夹紧模块上的孔,止动螺钉把钢索锁定在动夹紧模块,当液压缸或气缸缩回时,所有动夹紧模块在钢索的拖动下松开到一定距离,可以很方便地取下被加工件。
12.综上所述,本实用新型具有能够有效提高加工效率的特点。
附图说明
13.图1为本实用新型的液压控制原理图;
14.图2是本实用新型的气压控制原理图;
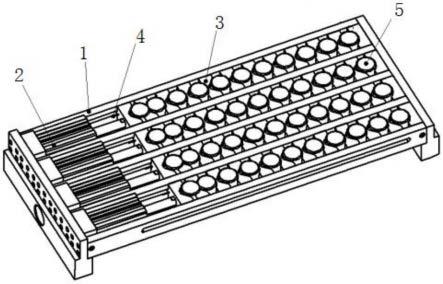
15.图3是本实用新型的结构视图;
16.图4是动夹紧模块处于夹紧状态时的结构视图;
17.图5是动夹紧模块处于松弛状态时的结构视图;
18.图6是支座模块的结构视图。
19.附图中的标记说明:1-支座模块,2-驱动模块,3-动夹紧模块,4-直线槽,5-待夹零件,101-支撑块,102-横梁,103-导向槽,104-安装孔,301-动夹紧块,302-v型槽,303-圆弧槽,304-钢索,305-凸块,201-液压源,202-第一液压源压力开关,203-液压源电磁阀,204-液压源节流阀,205-液压缸,206-液压源磁性感应开关,207-第二液压源压力开关,208
‑‑
蓄能器,211-气源,212-第一气源压力开关,213-气源电磁阀,214-气源节流阀,215-气缸,216-气源磁性感应开关,217-第二气源压力开关,218-储气罐。
具体实施方式
20.下面结合实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
21.实施例。自动夹紧退回装置,构成如图3~图6所示,包括支座模块1,支座模块1一端设有驱动模块2,驱动模块2连接有位于支座模块1上的动夹紧模块3;所述支座模块1上设有一列或多列与动夹紧模块3相配合的直线槽4;所述驱动模块2为气源驱动模块和/或液压源驱动模块。
22.所述支座模块1包括两个平行分布的支撑块101,两个支撑块101之间设有多根平行分布的横梁102,相邻横梁102之间通过螺栓和销定位连接形成直线槽4;每根横梁102上设有导向槽103,支撑块101的下方设有安装孔104。支座模块在自动夹紧退回装置起支撑和限位作用,支撑块的安装孔用作安装液压缸或气缸。
23.所述动夹紧模块3包括多个动夹紧块301,动夹紧块301一侧设有v型槽302,动夹紧块301另一侧设有圆弧槽303,相邻的动夹紧块301之间还设有钢索304;每个动夹紧块301的
两端设有与导向槽103相配合的凸块305;位于首端的动夹紧块301与驱动模块2的输出端相连。
24.当驱动模块2为液压源驱动模块,液压源驱动模块包括依次相连的液压源201和第一液压源压力开关202,第一液压源压力开关202上并联有多个液压源电磁阀203,液压源电磁阀203连接有液压源节流阀204、液压缸205和液压源磁性感应开关206;所述液压源电磁阀203和液压源节流阀204之间还设有第二液压源压力开关207和蓄能器208;所述液压缸205的输出端与动夹紧块301相连。
25.当驱动模块2为气源驱动模块,气源驱动模块包括依次相连的气源211和第一气源压力开关212,第一气源压力开关212上并联有多个气源电磁阀213,气源电磁阀213连接有气源节流阀214、气缸215和气源磁性感应开关216;所述气源电磁阀213和气源节流阀214之间还设有第二气源压力开关217和储气罐218;所述气缸215的输出端与动夹紧块301相连。
26.自动夹紧退回装置有两种驱动模式,一种为液压驱动,介质为液压油,用于加工钢件、铸件等工件进行端加工;另一种为气动驱动,介质为气体,用于加工纯铝件、合金件等进行端面加工。液压驱动的液压源提供压力油通过液压源电磁换向阀分别进入液压缸的无杆腔和有杆腔,液压缸活塞杆连接有起始的动夹紧块,蓄能器保证压力的稳定性,液压源节流阀调节液压油缸速度。气动驱动的气源提供压力油通过气源电磁阀分别进入气缸的无杆腔和有杆腔,气缸活塞杆安装起始动夹紧块,储气罐确保夹持压力的稳定性,气源节流阀调节液气缸速度。
27.当驱动模块为液压源驱动模块,液压原理图如图1所示。液压驱动的第一液压源压力开关用于判断液压源工作是否正常,第二液压源压力开关用于判断蓄能器是否正常稳压,液压源磁性感应开关用于判断液压缸是否正常提供所需的夹持压力。
28.压紧时:液压源提供压力油供给液压源电磁阀,液压源电磁阀换向,高压油通向液压缸的无杆腔,液压缸的活塞杆向前伸出,液压缸活塞杆的伸出速度通过液压源节流阀来调节,动夹紧块同时伸出,先压紧第一个被加工件,被加工件把力传递下去,直到最末端被加工件被压紧,当所有被加工件被夹紧时,即进入加工状态蓄能器稳定夹持压力。
29.当需要取料时,液压源提供压力油供给液压源电磁阀,液压源电磁阀换向,高压油通向液压缸的有杆腔,液压缸的活塞杆向后缩回,动夹紧块同时缩回,带动钢索,在钢索的牵引下所有动夹紧块均退回至初始状态,被加工件被松开,此时进入取料状态。
30.当驱动模块为气源驱动模块,控制原理图如图2所示。气动驱动的储气罐连通在气缸的无杆腔,用于保证夹持压力的稳定性。
31.气动驱动的第一气源压力开关用于判断气源工作是否正常,第二气源压力开关用于判断储气罐是否正常稳压,气源磁性感应开关用于判断气缸是否正常提供所需的夹持压力。
32.夹紧状态时,气源提供压力气体供给气源电磁阀,气源电磁阀换向,高压气体通向气缸的无杆腔,气缸活塞杆向前伸出,气缸活塞杆的伸出速度通过气源节流阀来调节,动夹紧块同时伸出,先压紧第一个被加工件,被加工件把力传递下去,直到最末端被加工件被压紧,当所有被加工件被夹紧时,即进入加工状态,储气罐稳定夹持压力。
33.松开时,气源提供高压气体供给气源电磁阀,气源电磁阀换向,高压油通向气缸的无杆腔,气缸活塞杆向后缩回,动夹紧块同时缩回,带动钢索,在钢索的牵引下所有动夹紧
块均退回至初始状态,被加工件被松开,此时进入取料状态。
34.动夹紧模块用作自动夹紧退回装置的执行部分,可以多个组合使用实现批量夹紧被加工件,动夹紧模块的动夹紧块主要由v型槽、圆弧槽、钢索孔、凸块组成。v型槽上均布横向加工纹路,保证在加工状态下有足够的静摩擦力。v型槽和圆弧槽为接触面,被加工件放置在2个动夹紧块间,分别与一动夹紧块的v型槽和另一动夹紧块的圆弧槽接触达到夹紧限位的作用,这种配合方式能够实现批量夹紧限位,解决被加工件的尺寸和形状的较大差异带来的夹紧限位难统一问题,也保证了稳定性。钢索穿过钢索孔并通过止动螺钉将多个动夹紧块锁在一条线上,使多个动夹紧块保持同步夹紧和退回。凸块嵌入支座模块的导向槽安装,动夹紧块被约束在槽内做直线运动。
35.初始状态:未放入被加工件之前,相邻动夹紧块间距最大,能够放入一定尺寸范围内的被加工工件,钢索处于绷直状态。
36.加工状态:加工被加工工件时,相邻的一动夹紧模块v型槽和另一动夹紧块圆弧槽分别与被加工工件接触夹紧,钢索处于弯曲状态。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1