一种超声波焊头快换调节装置的制作方法
本技术属于焊接设备领域,尤其涉及一种超声波焊头快换调节装置。
背景技术:
1、现有超声波焊接设备主要由机架、焊机三联组、焊机安装夹具、底模等部件组成,焊机三联组通过焊机安装夹具固定在机架上。焊接时,待焊接的工件的下表面与底模的上表面接触,焊机三联组中的焊接头的下表面与工件的上表面接触,从而完成焊接,由于工件是夹在底模上表面和焊头下表面之间,因此必须保证焊头下表面与底模上表面平行以免出现虚焊等情况。
2、焊头使用一段时间后需要更换,具体方式为,首先松开焊机安装夹具,然后更换焊头,最后调整焊头位置并再次拧紧焊机安装夹具。由于焊机安装夹具松开后焊机三联组会绕着其轴心旋转,因此更换焊头后焊头下表面与底模上表面很可能已经不再平行,此时需要调整焊头位置。但目前焊接设备的焊头都是手动更换,需要人工调整并确认焊头的垂直度以及水平度,更换调整时间约为30min,且手工操作难免存在误差,导致焊头位置存在偏差,有断线或虚焊的风险。
技术实现思路
1、本实用新型目的在于提供一种超声波焊头快换调节装置,以解决手工调整焊头有误差和耗时长的技术问题。
2、为实现上述目的,本实用新型的具体技术方案如下:
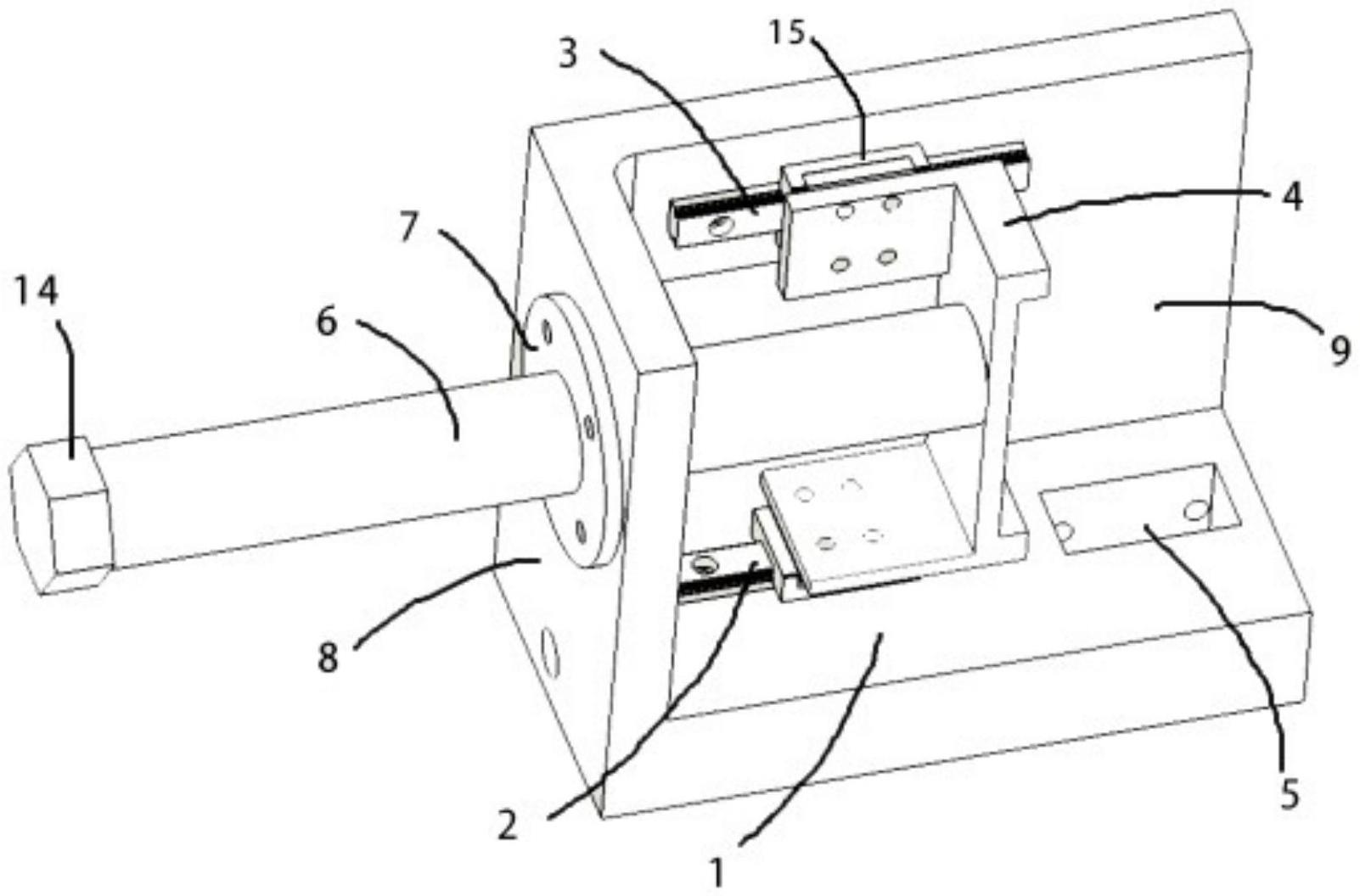
3、一种超声波焊头快换调节装置,包括安装焊台、调节机构、底模固定槽,所述调节机构包括可调节丝杠、直线导轨和焊头挤压板,所述可调节丝杠贯穿所述安装焊台一端的第一竖向板,所述直线导轨固定在所述安装焊台上,所述焊头挤压板可滑动的与所述直线导轨连接并与所述可调节丝杠的一端连接,所述底模固定槽相对于所述焊头挤压板更靠近所述安装焊台另一端设置。
4、进一步,所述直线导轨包括第一直线导轨和第二直线导轨,所述第一直线导轨固定在所述安装焊台的底面,所述第二直线导轨固定在与所述第一竖向板相邻设置的所述安装焊台的第二竖向板上。
5、进一步,所述直线导轨为凹型导轨,所述凹型导轨内部均匀分布多个螺栓孔。
6、进一步,所述直线导轨与所述安装焊台通过十字槽沉头螺钉固定连接。
7、进一步,所述底模固定槽设有第一螺纹孔和第二螺纹孔,所述第一螺纹孔沿所述可调节丝杠轴线方向贯穿所述安装焊台,所述第二螺纹孔垂直于所述可调节丝杠轴线方向贯穿所述安装焊台。
8、进一步,所述可调节丝杠上设有刻度,增加调整的精确度。
9、进一步,所述可调节丝杠包括丝杠和法兰螺母,所述法兰螺母通过螺钉固定在所述第一竖向版上。
10、进一步,所述丝杠的另一端为六角头。
11、进一步,所述丝杠的另一端固定有摇动手轮
12、进一步,所述直线导轨包括导轨和滑块,所述焊头挤压板与所述滑块通过螺钉连接。
13、由于采用了以上技术方案,使本申请具有的有益效果在于:
14、1.本实用新型通过调节机构能够准确调节焊头的水平度,使焊头水平的调节精度高,时间短。
15、2.本实用新型采用可调节丝杠和导轨配合设置,可以兼容调整不同尺寸的焊头,例如,当焊头尺寸较大时,可调节丝杠向外旋转,带动导轨上的焊头挤压板远离焊头移动,使焊头侧面可与焊头挤压板接触以进行焊头调整。
技术特征:
1.一种超声波焊头快换调节装置,其特征在于,包括安装焊台、调节机构、底模固定槽,所述调节机构包括可调节丝杠、直线导轨和焊头挤压板,所述可调节丝杠贯穿所述安装焊台一端的第一竖向板,所述直线导轨固定在所述安装焊台上,所述焊头挤压板可滑动的与所述直线导轨连接并与所述可调节丝杠的一端连接,所述底模固定槽相对于所述焊头挤压板更靠近所述安装焊台另一端设置。
2.根据权利要求1所述的超声波焊头快换调节装置,其特征在于,所述直线导轨包括第一直线导轨和第二直线导轨,所述第一直线导轨固定在所述安装焊台的底面,所述第二直线导轨固定在与所述第一竖向板相邻设置的所述安装焊台的第二竖向板上。
3.根据权利要求2所述的超声波焊头快换调节装置,其特征在于,所述直线导轨为凹型导轨,所述凹型导轨内部均匀分布多个螺栓孔。
4.根据权利要求1-3任一项所述的超声波焊头快换调节装置,其特征在于,所述直线导轨与所述安装焊台通过十字槽沉头螺钉固定连接。
5.根据权利要求1所述的超声波焊头快换调节装置,其特征在于,所述底模固定槽设有第一螺纹孔和第二螺纹孔,所述第一螺纹孔沿所述可调节丝杠轴线方向贯穿所述安装焊台,所述第二螺纹孔垂直于所述可调节丝杠轴线方向贯穿所述安装焊台。
6.根据权利要求1所述的超声波焊头快换调节装置,其特征在于,所述可调节丝杠上设有刻度。
7.根据权利要求1所述的超声波焊头快换调节装置,其特征在于,所述可调节丝杠包括丝杠和法兰螺母,所述法兰螺母通过螺钉固定在所述第一竖向板上。
8.根据权利要求1所述的超声波焊头快换调节装置,其特征在于,所述丝杠的另一端为六角头。
9.根据权利要求1所述的超声波焊头快换调节装置,其特征在于,所述丝杠的另一端固定有摇动手轮。
10.根据权利要求1所述的超声波焊头快换调节装置,其特征在于,所述直线导轨包括导轨和滑块,所述焊头挤压板与所述滑块通过螺钉连接。
技术总结
本技术提供了一种超声波焊头快换调节装置,包括安装焊台、调节机构、底模固定槽,所述调节机构包括丝杠、直线导轨和焊头挤压板,通过调整丝杠带动焊头挤压板沿着直线导轨在水平方向移动,从而使焊头挤压板推动焊头饶其轴线旋转,从而调节焊头的位置。本技术通过调整焊头挤压板水平位置来调整焊头,实现焊头与底模的快速调整,解决了手动调整焊头耗时且不精确的问题,并可适用不同尺寸的焊头。
技术研发人员:叶常,李方国
受保护的技术使用者:楚能新能源股份有限公司
技术研发日:20221130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!