一种集冲牙、检测、下料于一体的汽车门锁背板攻牙机的制作方法
本技术涉及攻牙设备的,尤其是涉及一种集冲牙、检测、下料于一体的汽车门锁背板攻牙机。
背景技术:
1、攻牙也叫攻丝或冲牙,是指在工件的孔壁上加工螺纹的过程,而这一攻牙过程主要依靠攻牙机所实现。
2、相关技术中,汽车门锁背板表面开设有三个通孔,需要对三个通孔进行攻牙处理,主要攻牙步骤如下:首先将汽车门锁背板固定在攻牙机的工作台上,接着人工启动攻牙机,使用三个丝锥分别对汽车门锁背板的三个通孔进行攻牙,三个通孔一次性成型,攻牙完毕后由工作人员将汽车门锁背板进行收集并送入螺纹检测装置进行螺纹的检测,以便于筛选出其中的不合格产品。
3、在汽车门锁背板上的三个通孔攻牙之后,由工作人员进行收集并送往螺纹检测装置进行检测,在这一送料过程中,降低了汽车门锁背板的生产效率。
技术实现思路
1、为此,本技术的实施例提供了一种集冲牙、检测、下料于一体的汽车门锁背板攻牙机,
2、为了解决上述目的,采用具体技术方案如下:
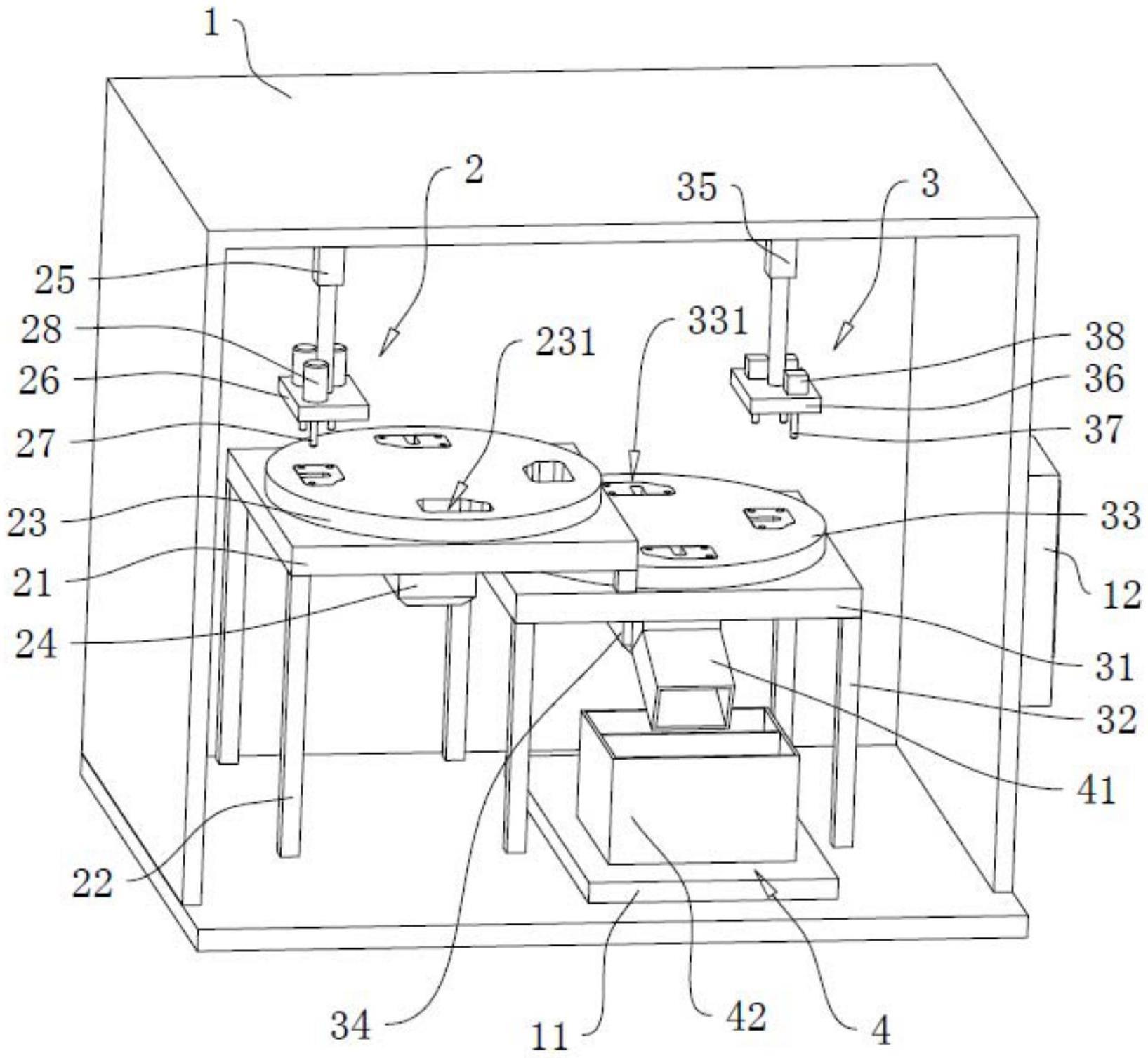
3、本技术的实施例提供一种集冲牙、检测、下料于一体的汽车门锁背板攻牙机,包括机架、用于对汽车门锁背板的通孔进行攻牙的攻牙机构、用于对攻牙后的汽车门锁背板的通孔进行检测的检测机构以及用于对检测后的汽车门锁背板进行下料的下料机构;
4、所述攻牙机构包括用于定位汽车门锁背板的第一定位组件以及用于对汽车门锁背板的通孔进行攻牙的攻牙组件;
5、所述第一定位组件包括第一定位板、固接于所述第一定位板底壁的支腿、转动连接于所述第一定位板正上方的第一转盘以及设置于所述第一定位板底部的第一电机;
6、所述第一转盘上沿自身周向均匀开设有用于汽车门锁背板嵌合的多个第一定位槽,所述第一电机输出轴贯穿所述第一定位板的一端与所述第一转盘同轴固接;
7、所述检测机构包括用于定位攻牙后的汽车门锁背板的第二定位组件以及用于对汽车门锁背板的通孔进行检测的检测组件;
8、所述第二定位组件包括第二定位板、固接于所述第二定位板底壁的支杆、转动连接于所述第二定位板正上方的第二转盘以及设置于所述第二定位板底部的第二电机;
9、所述第二转盘上沿自身周向均匀开设有用于汽车门锁背板嵌合的多个第二定位槽,所述第二转盘位于所述第一定位板正下方,所述第二电机输出轴贯穿所述第二定位板的一端与所述第二转盘同轴固接;
10、所述第一定位板上开设有用于攻牙后的汽车门锁背板从所述第一定位槽落入所述第二定位槽中的落料孔,所述第二定位板上开设有用于检测后的汽车门锁背板从所述第二定位槽落入下料机构的下料孔。
11、通过采用上述技术方案,将汽车门锁背板放置在第一定位槽中,第一电机带动第一转盘转动,使得第一定位槽中的汽车门锁背板运动至攻牙组件正下方,攻牙组件对汽车门锁背板进行攻牙,攻牙完之后,第一电机继续带动第一转盘转动,第一转盘带动攻牙后的汽车门锁背板运动,直至攻牙后的汽车门锁背板所在的第一定位槽与落料孔连通,攻牙后的汽车门锁背板通过落料孔落入第二定位槽,第二电机带动第二转盘转动,第二转盘带动攻牙后的汽车门锁背板运动至检测组件正下方,检测组件对攻牙后的汽车门锁背板进行检测,检测完之后,第二电机继续带动第二转盘转动,第二转盘带动检测后的汽车门锁背板运动,直至检测后的汽车门锁背板所在的第二定位槽与下料孔连通,检测后的汽车门锁背板通过下料孔落入下料机构进行收集;通过将冲牙、检测以及下料集为一体,在汽车门锁背板攻牙之后进行检测时,无需工作人员进行收集并输送至检测组件进行检测,通过自动冲牙、输送、检测以及下料,提高了汽车门锁背板的生产效率,同时,降低了工作人员的劳动强度。
12、可选的,所述攻牙组件包括第一气缸、固接于所述第一气缸活塞杆端部的固定板、转动连接于所述固定板上的三根攻牙丝锥以及设置于每一所述攻牙丝锥端部的攻牙电机;
13、所述第一气缸底座固接于所述机架内顶壁,所述攻牙电机输出轴与所述攻牙丝锥同轴固接。
14、通过采用上述技术方案,当需要对汽车门锁背板进行攻牙时,第一气缸活塞杆带动固定板下降,使得三根攻牙丝锥分别位于汽车门锁背板的三个通孔中,然后攻牙电机驱动三根攻牙丝锥转动,同时,攻牙丝锥缓慢下降,直至攻牙结束,然后攻牙电机反转,同时第一气缸上升,便于攻牙丝锥的复位,实现对汽车门锁背板上的三个通孔进行一次性攻牙,提高了攻牙效率。
15、可选的,所述第一定位板上开设有用于所述攻牙丝锥穿过的第一避让孔。
16、通过采用上述技术方案,设计的第一避让孔,当攻牙丝锥攻牙时,攻牙丝锥穿设于第一避让孔中,防止了攻牙丝锥与第一定位板的干涉。
17、可选的,所述检测组件包括第二气缸、固接于所述第二气缸活塞杆端部的安装板、转动连接于所述安装板上的三根检测丝锥以及设置于每一所述检测丝锥端部的检测电机;
18、所述第二气缸底座固接于所述机架内顶壁,所述检测电机输出轴与所述检测丝锥同轴固接。
19、通过采用上述技术方案,设计的检测组件,当需要对攻牙后的汽车门锁背板进行检测时,第二气缸活塞杆带动安装板下降,使得三根检测丝锥分别位于汽车门锁背板的三个通孔中,然后检测电机驱动三根检测丝锥转动,同时,检测丝锥缓慢下降,直至检测结束,若检测丝锥卡在通孔中,则汽车门锁背板不合格,若检测丝锥能够顺利在通孔中运动,则汽车门锁背板合格,然后检测电机反转,同时第二气缸上升,便于检测丝锥的复位,实现对汽车门锁背板上的三个通孔进行一次性检测,提高了检测效率。
20、可选的,所述第二定位板上开设有用于所述检测丝锥穿过的第二避让孔。
21、通过采用上述技术方案,设计的第二避让孔,当检测丝锥检测时,检测丝锥穿设于第二避让孔中,防止了检测丝锥与第二定位板的干涉。
22、可选的,所述下料机构包括下料管、收料盒以及设置于所述收料盒上的驱动件;
23、所述下料管设置于所述第二定位板底壁,所述下料管内腔与所述下料孔连通,所述收料盒内腔分为合格腔和次品腔,所述机架内底壁固接有放置板,所述驱动件用于驱动所述收料盒在所述放置板上滑动。
24、通过采用上述技术方案,设计的下料机构,当汽车门锁背板检测后,第二电机驱动第二转盘转动,使得检测后的汽车门锁背板所在的第二定位槽与下料孔连通,检测后的汽车门锁背板通过下料孔进入下料管,若汽车门锁背板合格,则驱动件不启动,汽车门锁背板落入合格腔;若汽车门锁背板不合格,则驱动件启动,使得次品腔与下料管内腔连通,汽车门锁背板落入次品腔,便于对汽车门锁背板进行收集并分类。
25、可选的,所述驱动件包括驱动气缸,所述驱动气缸底座与所述放置板固接,所述驱动气缸活塞杆与所述收料盒固接。
26、通过采用上述技术方案,设计的驱动气缸,便于推动收料盒在放置板上滑动。
27、与现有技术相比,本技术实施例提供的技术方案带来的有益效果至少包括:
28、1.设计的一种集冲牙、检测、下料于一体的汽车门锁背板攻牙机,通过将冲牙、检测以及下料集为一体,在汽车门锁背板攻牙之后进行检测时,无需工作人员进行收集并输送至检测组件进行检测,通过自动冲牙、输送、检测以及下料,提高了汽车门锁背板的生产效率,同时,降低了工作人员的劳动强度;
29、2.设计的一种集冲牙、检测、下料于一体的汽车门锁背板攻牙机,通过检测机构与下料机构的联动,便于对汽车门锁背板进行收集并分类。
- 还没有人留言评论。精彩留言会获得点赞!