一种燃料棒的焊接工装的制作方法
本技术涉及燃料棒焊接,尤其是涉及一种燃料棒的焊接工装。
背景技术:
1、核工业及相关行业的燃料棒焊接需要用到真空电子束焊接设备,燃料棒焊接之前要做气体保护。燃料棒的结构如6所示,在燃料棒的待焊接处套设有防护皮套。现有的加工方法为:在充满惰性保护气体的手套箱内手工装配燃料棒,在待焊接部位的外部套上防护皮套,转运至真空电子束焊接设备进行焊接,焊接前真空室内充满保护气体,单根燃料棒装入旋转工作台装夹,然后手工摘下皮套,抽真空,再采用电子束焊接环缝。这种方式需要手工摘下皮套,并且每次只能装卡一件燃料棒,工作效率比较低。并且在真空电子束焊接设备中需要首先填充保护气体,人工摘下皮套后,再抽真空,造成了保护气体的浪费。并且现在也没有行之有效的适用于燃料棒真空电子束焊接的工装。
技术实现思路
1、本实用新型的目的是提供一种燃料棒的焊接工装,一次可以装卡多个燃料棒,通过皮套托板实现燃料棒上防护皮套的机械脱落,可以在真空环境下拆装防护皮套,不需要再填充保护气体,节约了保护气体用量,并且减少了抽真空次数,提高了焊接的效率。
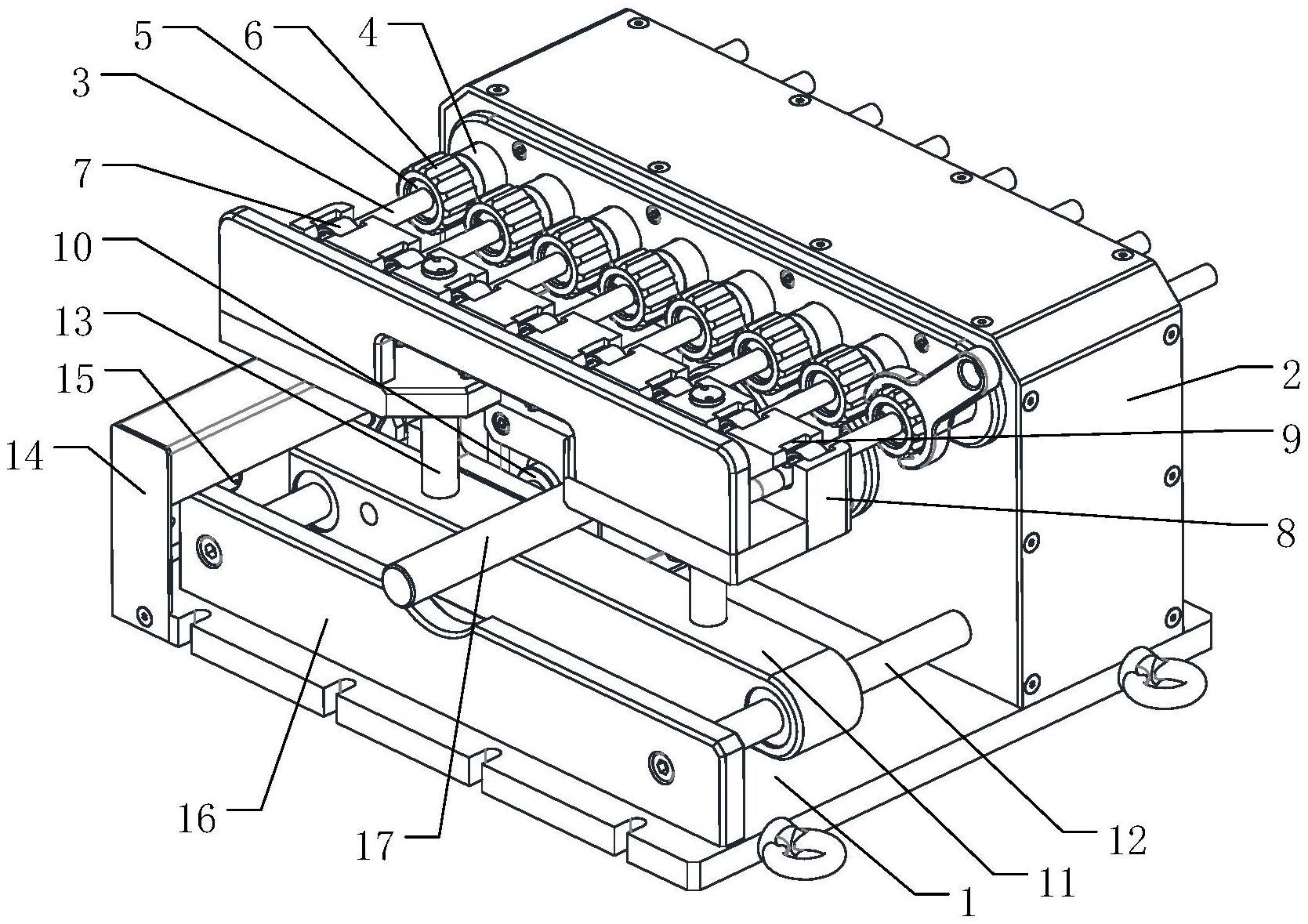
2、为实现上述目的,本实用新型提供了一种燃料棒的焊接工装,包括底板,底板的上方设置有夹持燃料棒并带动燃料棒转动的夹紧旋转机构;夹紧旋转机构设置在底板的传动箱上;
3、所述夹紧旋转机构包括若干个空心的轴套,轴套与传动箱转动连接,传动箱的内部设置有带动轴套旋转的转动结构;燃料棒插设在轴套内,轴套的端头设置有夹紧燃料棒的锥套,锥套凸出轴套,轴套的外部设置有夹紧锥套的锁紧螺母;
4、传动箱的一侧设置有将防护皮套摘下的皮套托板,皮套托板上设置有与防护皮套相适配的卡槽;底板上设置有带动皮套托板移动的移动机构。
5、优选的,所述转动结构包括电机带动的主轴,主轴上设置有主动齿轮,主动齿轮通过过渡齿轮与轴套上设置的从动齿轮啮合,相邻轴套上的从动齿轮啮合。
6、优选的,所述锥套为两个半锥形的弧形套组成,锥套直径较小一端插入套筒内,锥套直径较大一端设置有定位的凸环。
7、优选的,所述卡槽为u型结构,防护皮套卡设在u型的卡槽内。
8、优选的,所述移动机构包括水平移动结构和上下移动结构,水平移动结构包括电缸和导向板,电缸的伸缩杆与导向板连接,传动箱与底板端头设置的立板之间设置有导向杆,导向板的两端滑动套设在导向杆上;上下移动结构包括升降气缸,升降气缸设置在导向板上,升降气缸的顶端与皮套托板连接。
9、优选的,所述导向板的两侧设置有限位导向板的触点开关,触点开关设置在底板一侧的罩壳上。
10、本实用新型所述的一种燃料棒的焊接工装,传动箱上设置有若干个轴套,一次可以装卡多个燃料棒,减少了抽真空的次数,提高了焊接的效率。通过皮套托板上设置的卡槽,实现燃料棒上防护皮套同步的机械脱落,皮套托板在电缸和升降气缸的作用下在底板的上方移动,从而将防护皮套卡设在卡槽内,可以在真空环境下拆装防护皮套,不需要再填充保护气体,节约了保护气体用量,提高了焊接的效率。
11、下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
技术特征:
1.一种燃料棒的焊接工装,其特征在于:包括底板,底板的上方设置有夹持燃料棒并带动燃料棒转动的夹紧旋转机构;夹紧旋转机构设置在底板的传动箱上;
2.根据权利要求1所述的一种燃料棒的焊接工装,其特征在于:所述转动结构包括电机带动的主轴,主轴上设置有主动齿轮,主动齿轮通过过渡齿轮与轴套上设置的从动齿轮啮合,相邻轴套上的从动齿轮啮合。
3.根据权利要求1所述的一种燃料棒的焊接工装,其特征在于:所述锥套为两个半锥形的弧形套组成,锥套直径较小一端插入套筒内,锥套直径较大一端设置有定位的凸环。
4.根据权利要求1所述的一种燃料棒的焊接工装,其特征在于:所述卡槽为u型结构,防护皮套卡设在u型的卡槽内。
5.根据权利要求1所述的一种燃料棒的焊接工装,其特征在于:所述移动机构包括水平移动结构和上下移动结构,水平移动结构包括电缸和导向板,电缸的伸缩杆与导向板连接,传动箱与底板端头设置的立板之间设置有导向杆,导向板的两端滑动套设在导向杆上;上下移动结构包括升降气缸,升降气缸设置在导向板上,升降气缸的顶端与皮套托板连接。
6.根据权利要求5所述的一种燃料棒的焊接工装,其特征在于:所述导向板的两侧设置有限位导向板的触点开关,触点开关设置在底板一侧的罩壳上。
技术总结
本技术公开了一种燃料棒的焊接工装,底板的上方设置有夹持燃料棒并带动燃料棒转动的夹紧旋转机构;夹紧旋转机构设置在底板的传动箱上;夹紧旋转机构包括若干个空心的轴套,轴套与传动箱转动连接,传动箱的内部设置有带动轴套旋转的转动结构;燃料棒插设在轴套内,轴套的端头设置有夹紧燃料棒的锥套,锥套凸出轴套,轴套的外部设置有夹紧锥套的锁紧螺母;传动箱的一侧设置有将防护皮套摘下的皮套托板,皮套托板上设置有与防护皮套相适配的卡槽;底板上设置有带动皮套托板移动的移动机构。本技术采用上述燃料棒的焊接工装,节约了保护气体用量,并且减少了抽真空次数,提高了焊接的效率。
技术研发人员:钟富才,赵瑞,王立东,海兆征,李翠玲
受保护的技术使用者:河北众航高能科技有限公司
技术研发日:20221221
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!