一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀的制作方法
本申请涉及切削刀具的,尤其是涉及一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀。
背景技术:
1、碳纤维材料主要是由碳元素组成,具备耐高温、耐摩擦、耐腐蚀、导电、导热等特点,人们常用它与树脂等基体结合制成功能性碳纤维复合材料,目前已被广泛应用于航天航空、汽车制造、海洋船舶、体育用品等领域。
2、相关技术中,在碳纤维复合板材的加工过程中,通常是使用传统结构的硬质合金铣刀进行切削加工,但因传统结构铣刀的刀刃刃口形式线性单一,导致传统结构铣刀无法切断碳纤维材料内部的纤维组织,易使碳纤维材料产生撕裂、毛边、分层等缺陷,从而降低了碳纤维复合板材的成品率。
3、因此,针对以上缺陷,亟需对现有刃口形式线性单一的铣刀进行改进。
技术实现思路
1、为了适于对碳纤维复合板进行铣削加工,从而有利于提高碳纤维复合板的成品率,本申请提供一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀。
2、本申请提供的一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀,采用如下的技术方案:
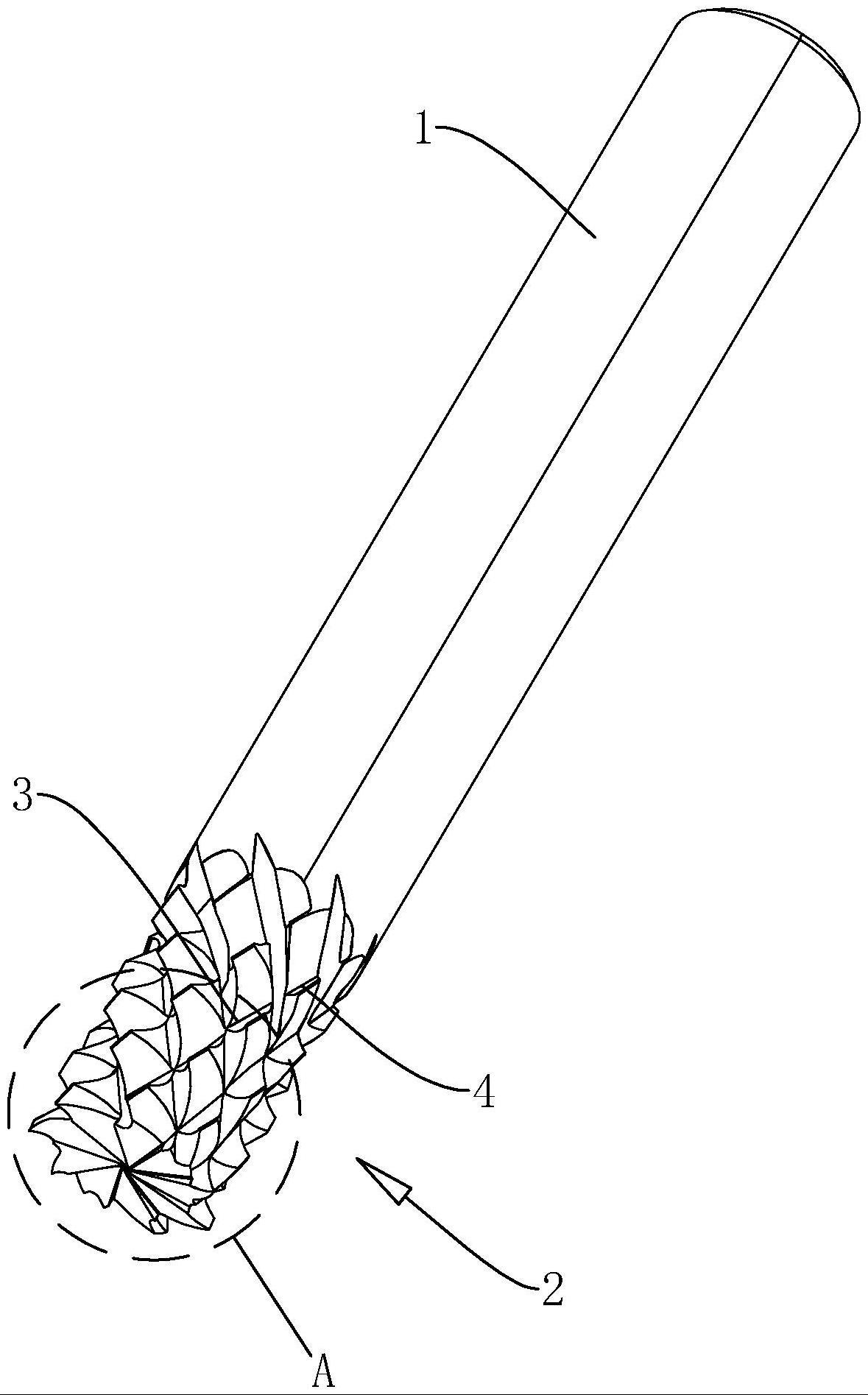
3、一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀,包括刀柄,所述刀柄的一端设置有用于对碳纤维复合板进行切削加工的切削部,所述切削部包括若干组周侧切削刃,若干组所述周侧切削刃呈均匀间隔设置,所述刀柄设置有切削部的端部还设置有若干个左螺旋排屑槽和右螺旋排屑槽,若干个所述左螺旋排屑槽和所述右螺旋排屑槽将所述刀柄的周侧分隔呈网格状,每组所述周侧切削刃对应设置于一个网格内。
4、通过采用上述技术方案,切削部对碳纤维复合板进行切削加工,若干个左螺旋排屑槽和右螺旋排屑槽将刀柄的周侧分隔呈网格状,且每组周侧切削刃对应设置于一个网格内,使得切削部呈太阳齿状对碳纤维复合板进行隔断式切削,便于切断碳纤维复合板内部的纤维组织,以适于对碳纤维复合板进行铣削加工,使得碳纤维材料难以产生撕裂、毛边、分层等缺陷,从而有利于提高碳纤维复合板的成品率。
5、优选的,每组所述周侧切削刃均包括左螺旋切削刃和右螺旋切削刃,所述左螺旋切削刃位于所述左螺旋排屑槽的槽口位置,所述右螺旋切削刃位于所述右螺旋排屑槽的槽口位置。
6、通过采用上述技术方案,当周侧切削刃对碳纤维复合板进行切削加工时,右螺旋切削刃对碳纤维复合板施加拉应力,左螺旋切削刃对碳纤维复合板施加压应力,右螺旋切削刃和左螺旋切削刃对工件进行破坏式切削的同时,拉应力和压应力相互抑制抵消,既提高了加工效率,也有利于降低碳纤维复合板分层缺陷产生的可能性。
7、优选的,所述右螺旋切削刃的后角角度范围设置为10°-30°。
8、通过采用上述技术方案,右螺旋切削刃的后角角度设置在此范围内有利于提高切削力度,从而便于周侧切削刃对工件的切削加工。
9、优选的,所述左螺旋排屑槽和所述右螺旋排屑槽的螺旋角度范围均设置为20°-40°。
10、通过采用上述技术方案,左螺旋排屑槽和右螺旋排屑槽的螺旋角度设置在此范围内能够增加排屑通道的容积,有利于减小周侧切削刃与工件的接触面积,同时有利于提高散热效率。
11、优选的,所述切削部还包括若干个底部切削刃,若干个所述底部切削刃位于所述刀柄靠近于所述周侧切削刃的端面呈均匀间隔设置。
12、通过采用上述技术方案,底部切削刃能够对工件进行面铣,且若干个底部切削刃呈均匀间隔设置有利于提高面铣后的平面度和光洁度。
13、优选的,所述刀柄设置有底部切削刃的端面开设有用于容置碎屑的容屑槽。
14、通过采用上述技术方案,当底部切削刃对工件进行面铣时,产生的碎屑可以容置在容屑槽中,有利于降低碎屑对面铣过程产生的影响。
15、优选的,所述容屑槽的数量设置有若干个,若干个所述容屑槽一一对应设置于相邻两个所述底部切削刃之间,每个所述容屑槽的一端均延伸至所述刀柄的侧壁且与所述右螺旋排屑槽相连通。
16、通过采用上述技术方案,容屑槽的数量设置为若干个有利于提高容屑容积,且容置在容屑槽中的碎屑可以通过右螺旋排屑槽排出,进一步降低碎屑对切削过程产生的影响。
17、优选的,所述周侧切削刃以及所述底部切削刃的表面均设置有金刚石涂层。
18、通过采用上述技术方案,金刚石涂层有利于提高周侧切削刃和底部切削刃的尺寸稳定性以及耐磨性,从而有利于延长使用寿命,且金刚石涂层具有热屏障功能,有利于降低周侧切削刃和底部切削刃刃口区域的切削温度,从而有利于降低工件已加工表面的粗糙度。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.通过设置若干组周侧切削刃以及若干个左螺旋排屑槽和右螺旋排屑槽,若干个左螺旋排屑槽和右螺旋排屑槽将刀柄的周侧分隔呈网格状,且每组周侧切削刃对应设置于一个网格内,使得切削部呈太阳齿状对碳纤维复合板进行隔断式切削,便于切断碳纤维复合板内部的纤维组织,以适于对碳纤维复合板进行铣削加工,使得碳纤维材料难以产生撕裂、毛边、分层等缺陷,从而有利于提高碳纤维复合板的成品率。
21、2.通过设置左螺旋切削刃和右螺旋切削刃,当周侧切削刃对碳纤维复合板进行切削加工时,右螺旋切削刃对碳纤维复合板施加拉应力,左螺旋切削刃对碳纤维复合板施加压应力,右螺旋切削刃和左螺旋切削刃对工件进行破坏式切削的同时,拉应力和压应力相互抑制抵消,既提高了加工效率,也有利于降低碳纤维复合板分层缺陷产生的可能性。
22、3.通过在周侧切削刃以及底部切削刃的表面均设置金刚石涂层,有利于提高周侧切削刃和底部切削刃的尺寸稳定性以及耐磨性,从而有利于延长使用寿命,且金刚石涂层具有热屏障功能,有利于降低周侧切削刃和底部切削刃刃口区域的切削温度,从而有利于降低工件已加工表面的粗糙度。
技术特征:
1.一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀,其特征在于:包括刀柄(1),所述刀柄(1)的一端设置有用于对碳纤维复合板进行切削加工的切削部(2),所述切削部(2)包括若干组周侧切削刃(21),若干组所述周侧切削刃(21)呈均匀间隔设置,所述刀柄(1)设置有切削部(2)的端部还设置有若干个左螺旋排屑槽(3)和右螺旋排屑槽(4),若干个所述左螺旋排屑槽(3)和所述右螺旋排屑槽(4)将所述刀柄(1)的周侧分隔呈网格状,每组所述周侧切削刃(21)对应设置于一个网格内。
2.根据权利要求1所述的一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀,其特征在于:每组所述周侧切削刃(21)均包括左螺旋切削刃(211)和右螺旋切削刃(212),所述左螺旋切削刃(211)位于所述左螺旋排屑槽(3)的槽口位置,所述右螺旋切削刃(212)位于所述右螺旋排屑槽(4)的槽口位置。
3.根据权利要求2所述的一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀,其特征在于:所述右螺旋切削刃(212)的后角角度范围设置为10°-30°。
4.根据权利要求1所述的一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀,其特征在于:所述左螺旋排屑槽(3)和所述右螺旋排屑槽(4)的螺旋角度范围均设置为20°-40°。
5.根据权利要求1所述的一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀,其特征在于:所述切削部(2)还包括若干个底部切削刃(22),若干个所述底部切削刃(22)位于所述刀柄(1)靠近于所述周侧切削刃(21)的端面呈均匀间隔设置。
6.根据权利要求5所述的一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀,其特征在于:所述刀柄(1)设置有底部切削刃(22)的端面开设有用于容置碎屑的容屑槽(5)。
7.根据权利要求6所述的一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀,其特征在于:所述容屑槽(5)的数量设置有若干个,若干个所述容屑槽(5)一一对应设置于相邻两个所述底部切削刃(22)之间,每个所述容屑槽(5)的一端均延伸至所述刀柄(1)的侧壁且与所述右螺旋排屑槽(4)相连通。
8.根据权利要求5所述的一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀,其特征在于:所述周侧切削刃(21)以及所述底部切削刃(22)的表面均设置有金刚石涂层(6)。
技术总结
本申请涉及切削刀具的技术领域,具体公开了一种用于碳纤维复合板的菠萝纹太阳齿玉米铣刀,其技术方案要点是:包括刀柄,所述刀柄的一端设置有用于对碳纤维复合板进行切削加工的切削部,所述切削部包括若干组周侧切削刃,若干组所述周侧切削刃呈均匀间隔设置,所述刀柄设置有切削部的端部还设置有若干个左螺旋排屑槽和右螺旋排屑槽,若干个所述左螺旋排屑槽和所述右螺旋排屑槽将所述刀柄的周侧分隔呈网格状,每组所述周侧切削刃对应设置于一个网格内。本申请具有适于对碳纤维复合板进行铣削加工,从而有利于提高碳纤维复合板成品率的效果。
技术研发人员:周四海,彭飞,张洪林
受保护的技术使用者:广东优能特五金科技有限公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!