一种软包电池包无基材焊接工装的制作方法
本技术涉及电池制造,具体领域为一种软包电池包无基材焊接工装。
背景技术:
1、软包电池生产制造过程中,因此种电池包成组工艺上,没有电芯支架,串并极耳板底部没有支撑和固定,焊接成组工艺上难度较大,市面上没有合适通用的工装,需要进行设计,解决这个生产工艺问题,因此我们提出一种软包电池包无基材焊接工装。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于提供一种软包电池包无基材焊接工装,它可以解决焊接平面不平导致的焊接离焦量变化差异大的问题,提升了焊接质量。
2、为实现上述目的,本实用新型提供如下技术方案:一种软包电池包无基材焊接工装,包括模组固定框、隔离支撑条组件和上压板组件;所述模组固定框为开放式的箱结构,隔离支撑条组件安装于模组固定框的上端,以使模组固定框上端区域分区;上压板组件安装在隔离支撑条组件的上侧且上压板组件的下端至少部分与隔离支撑条组件的上端抵接,以使隔离支撑条组件相对固定。
3、优选的,所述隔离支撑条组件包括多个支撑条;多个支撑条在模组固定框的上端均匀分布。
4、优选的,所述上压板组件包括左压杆和右压杆;左压杆和右压杆的下端均设有凸起,凸起与支撑条的上端抵接。
5、优选的,还包括前支撑条;所述模组固定框的上端开设有卡槽;所述前支撑条横设在模组固定框的前端;卡槽位于前支撑条的后侧;所述支撑条一端设于卡槽内、另一端与前支撑条的上端抵接。
6、优选的,所述卡槽呈齿状结构。
7、优选的,还包括弹簧;所述弹簧安装在模组固定框与上压板组件之间。
8、优选的,所述弹簧有四个,四个弹簧在模组固定框与上压板组件之间均匀分布。
9、优选的,还包括快压锁扣;所述快压锁扣有两个,两个快压锁扣分别安装在模组固定框的前侧和后侧。
10、与现有技术相比,本实用新型的有益效果是:通过制作的模组固定框对模组的周边位置进行定位固定,保证模组进行焊接串并联时位置的准确性;在固定外框与模组之间设计了多个穿过模组的支撑条,支撑条两端与固定外框连接,给模组线束隔离板形成一个支撑平台,对焊接过程焊接设备的下压压紧提供了支撑平台和支撑力,有效解决了焊接平面不平导致的焊接离焦量变化差异大的问题,提升了焊接质量。
技术特征:
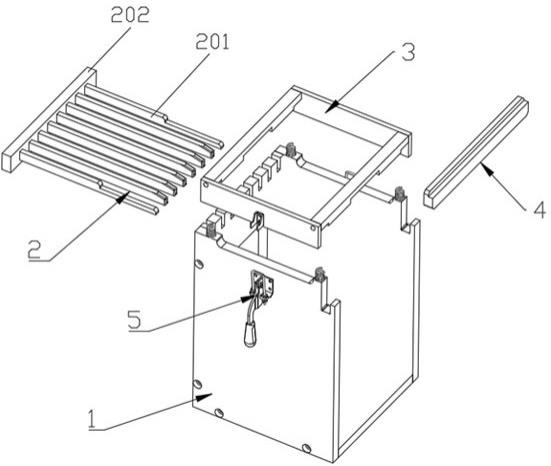
1.一种软包电池包无基材焊接工装,其特征在于:包括模组固定框(1)、隔离支撑条组件(2)和上压板组件(3);所述模组固定框(1)为开放式的箱结构,隔离支撑条组件(2)安装于模组固定框(1)的上端,以使模组固定框(1)上端区域分区;上压板组件(3)安装在隔离支撑条组件(2)的上侧且上压板组件(3)的下端至少部分与隔离支撑条组件(2)的上端抵接,以使隔离支撑条组件(2)相对固定。
2.根据权利要求1所述的一种软包电池包无基材焊接工装,其特征在于:所述隔离支撑条组件(2)包括多个支撑条(201);多个支撑条(201)在模组固定框(1)的上端均匀分布。
3.根据权利要求2所述的一种软包电池包无基材焊接工装,其特征在于:所述上压板组件(3)包括左压杆(301)和右压杆(303);左压杆(301)和右压杆(303)的下端均设有凸起,凸起与支撑条(201)的上端抵接。
4.根据权利要求2所述的一种软包电池包无基材焊接工装,其特征在于:还包括前支撑条(4);所述模组固定框(1)的上端开设有卡槽(101);所述前支撑条(4)横设在模组固定框(1)的前端;卡槽(101)位于前支撑条(4)的后侧;所述支撑条(201)一端设于卡槽(101)内、另一端与前支撑条(4)的上端抵接。
5.根据权利要求4所述的一种软包电池包无基材焊接工装,其特征在于:所述卡槽(101)呈齿状结构。
6.根据权利要求1所述的一种软包电池包无基材焊接工装,其特征在于:还包括弹簧(6);所述弹簧(6)安装在模组固定框(1)与上压板组件(3)之间。
7.根据权利要求6所述的一种软包电池包无基材焊接工装,其特征在于:所述弹簧(6)有四个,四个弹簧(6)在模组固定框(1)与上压板组件(3)之间均匀分布。
8.根据权利要求1所述的一种软包电池包无基材焊接工装,其特征在于:还包括快压锁扣(5);所述快压锁扣(5)有两个,两个快压锁扣(5)分别安装在模组固定框(1)的前侧和后侧。
技术总结
本技术涉及电池制造技术领域,尤其是一种软包电池包无基材焊接工装,包括模组固定框、隔离支撑条组件和上压板组件;所述模组固定框为开放式的箱结构,隔离支撑条组件安装于模组固定框的上端,以使模组固定框上端区域分区;上压板组件安装在隔离支撑条组件的上侧且上压板组件的下端至少部分与隔离支撑条组件的上端抵接,以使隔离支撑条组件相对固定,通过本技术可以解决焊接平面不平导致的焊接离焦量变化差异大的问题,提升了焊接质量。
技术研发人员:童仁旺,刘文帅
受保护的技术使用者:杭州捷能科技有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!