金属管件定位组件的制作方法
本技术涉及精密零件加工,尤其涉及一种金属管件定位组件。
背景技术:
1、激光焊接属于熔融焊接,以激光束为能源,冲击在焊件接头上,且激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上。属非接触式焊接的激光焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,填料金属偶有使用。
2、在现有的生产中,焊缝对接时,两侧材料在保证型面要求的前提下,不得存在搭接、错位或扭曲,而在焊接过程中管件与连接头焊接时的位置不易固定,容易出现偏差。
技术实现思路
1、本实用新型的目的是提供一种金属管件定位组件,该金属管件定位组件实现了加工件的位置固定,有效避免加工件位置移动的情况,还改善了加工件的位置精度,提升了焊接效果。
2、为达到上述目的,本实用新型采用的技术方案是:一种金属管件定位组件,包括:安装台、定位板,所述定位板设置在安装台的顶部,此定位板的上表面设置有一供加工件放置的安装槽,在所述定位板的一端垂直于安装槽的长度方向设置有一容置槽,在此容置槽内部对称安装有一支撑板,在两个支撑板的相对侧设置有一夹块,所述夹块与支撑板之间设置有弹簧,在所述夹块的相对侧设置有一供加工件嵌入的凹槽,当所述夹块夹紧时,所述加工件位于两个凹槽之间。
3、上述技术方案中进一步改进的方案如下:
4、1. 上述方案中,所述定位板的另一端设置有一凸台,在此凸台相背于容置槽的一侧设置有一具有腰形孔的顶块。
5、2. 上述方案中,所述顶块与凸台之间距离为0.5~2.5mm。
6、3. 上述方案中,所述腰形孔有两个,且两个腰形孔间隔设置。
7、4. 上述方案中,所述定位板的底部设置有一支撑架,所述支撑架与安装台之间设置有一加强筋。
8、5. 上述方案中,所述安装槽为v形槽。
9、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
10、1、本实用新型金属管件定位组件,其定位板的上表面设置有一供加工件放置的安装槽,在定位板的一端垂直于安装槽的长度方向设置有一容置槽,在此容置槽内部对称安装有一支撑板,在两个支撑板的相对侧设置有一夹块,夹块与支撑板之间设置有弹簧,在夹块的相对侧设置有一供加工件嵌入的凹槽,当夹块夹紧时,加工件位于两个凹槽之间,将第一加工件放置在安装槽中,实现对第一加工件进行初步定位,并通过夹块对第一加工件的扁体部左、右进行夹持,从而实现加工件的位置固定,改善了加工件的位置精度,有效避免加工件位置移动的情况,提升了焊接效果。
11、2、本实用新型金属管件定位组件,其位于定位板的另一端设置有一凸台,在此凸台相背于容置槽的一侧设置有一具有腰形孔的顶块,通过腰形孔调节顶块的位置,可以实现对加工件的前、后位置进行微调,从而进一步提高了加工件的位置精度。
技术特征:
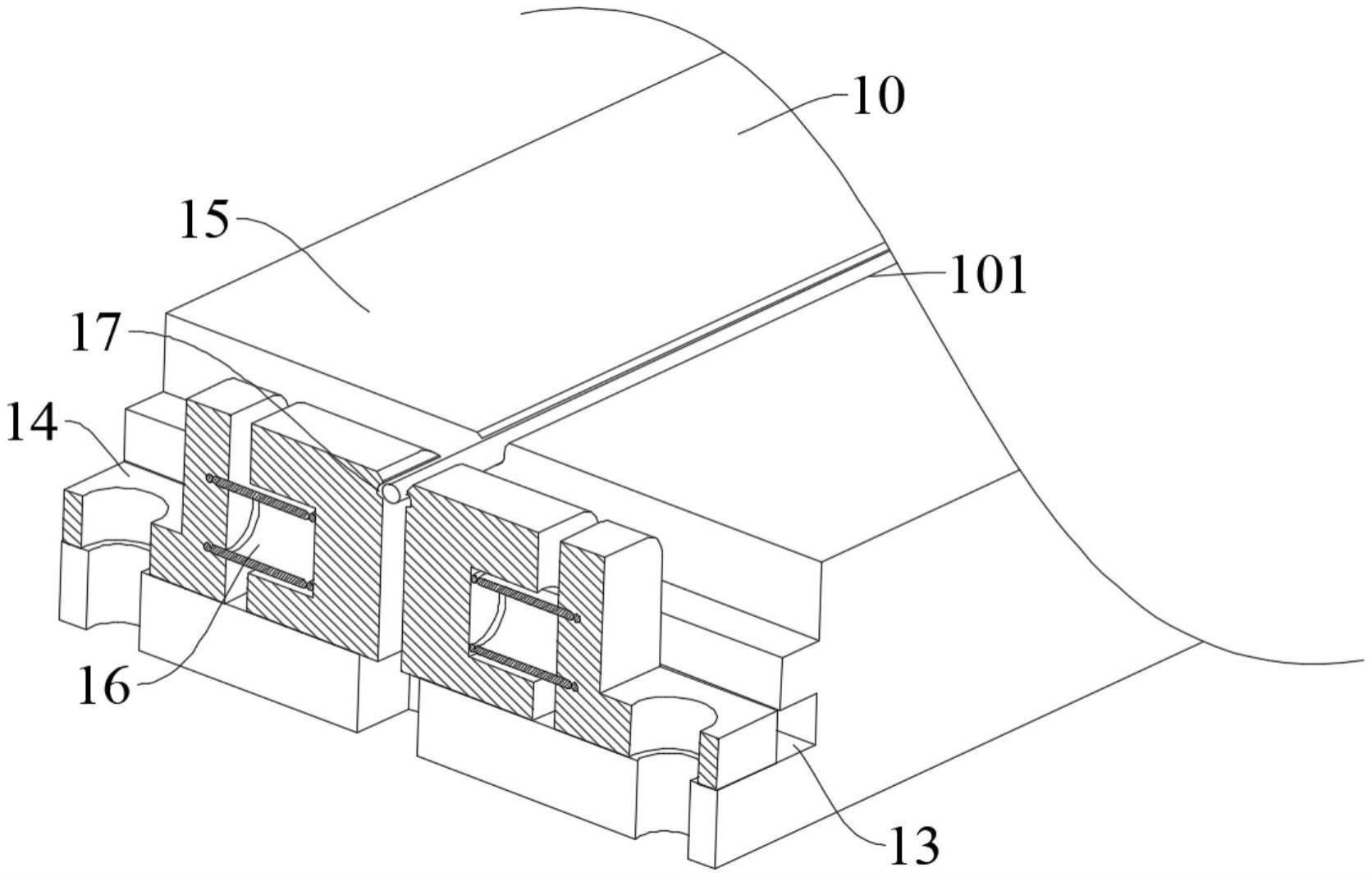
1.一种金属管件定位组件,其特征在于:包括:安装台(19)、定位板(10),所述定位板(10)设置在安装台(19)的顶部,此定位板(10)的上表面设置有一供加工件放置的安装槽(101),在所述定位板(10)的一端垂直于安装槽(101)的长度方向设置有一容置槽(13),在此容置槽(13)内部对称安装有一支撑板(14),在两个支撑板(14)的相对侧设置有一夹块(15),所述夹块(15)与支撑板(14)之间设置有弹簧(16),在所述夹块(15)的相对侧设置有一供加工件嵌入的凹槽(17),当所述夹块(15)夹紧时,所述加工件位于两个凹槽(17)之间。
2.根据权利要求1所述的金属管件定位组件,其特征在于:位于所述定位板(10)的另一端设置有一凸台(11),在此凸台(11)相背于容置槽(13)的一侧设置有一具有腰形孔(121)的顶块(12)。
3.根据权利要求2所述的金属管件定位组件,其特征在于:所述顶块(12)与凸台(11)之间距离为0.5~2.5mm。
4.根据权利要求2所述的金属管件定位组件,其特征在于:所述腰形孔(121)有两个,且两个腰形孔(121)间隔设置。
5.根据权利要求1所述的金属管件定位组件,其特征在于:所述定位板(10)的底部设置有一支撑架(18),所述支撑架(18)与安装台(19)之间设置有一加强筋(20)。
6.根据权利要求1所述的金属管件定位组件,其特征在于:所述安装槽(101)为v形槽。
技术总结
本技术公开一种金属管件定位组件,包括:安装台、定位板,所述定位板设置在安装台的顶部,此定位板的上表面设置有一供加工件放置的安装槽,在所述定位板的一端垂直于安装槽的长度方向设置有一容置槽,在此容置槽内部对称安装有一支撑板,在两个支撑板的相对侧设置有一夹块,所述夹块与支撑板之间设置有弹簧,在所述夹块的相对侧设置有一供加工件嵌入的凹槽,当所述夹块夹紧时,所述加工件位于两个凹槽之间。本技术金属管件定位组件实现了加工件的位置固定,有效避免加工件位置移动的情况,还改善了加工件的位置精度,提升了焊接效果。
技术研发人员:朱长双
受保护的技术使用者:江苏科森医疗器械有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!