一种油缸焊接定位用工装的制作方法
本技术涉及焊接工装,具体为一种油缸焊接定位用工装。
背景技术:
1、油缸即液压缸,液压缸是输出力和活塞有效面积及其两边的压差成正比的直线运动式执行元件,油缸的缸体两端需要焊接法兰,法兰与油缸需要进行360°的焊接,因此需通过定位工装对油缸和法兰进行定位焊接。
2、工装在对油缸和法兰进行定位焊接时,一般是分别将油缸和法兰进行固定,但固定时不易对油缸和法兰进行对中固定,从而容易导致工装使用时的定位时间较长;油缸和法兰进行焊接时一般会产生废屑杂质,这些杂质一般直接落在定位工装表面,从而使工装不易收集法兰与油缸焊接时产生的废屑杂质;油缸和法兰进行焊接时,需对油缸和法兰的对接处进行旋转焊接,一般的旋转方式为人工转动,从而降低了工装使用时的工作效率。
技术实现思路
1、本实用新型的目的在于提供一种油缸焊接定位用工装,以解决上述背景技术中提出工装使用时的定位时间较长,不易收集法兰与油缸焊接时产生的废屑杂质,以及工作效率低的问题。
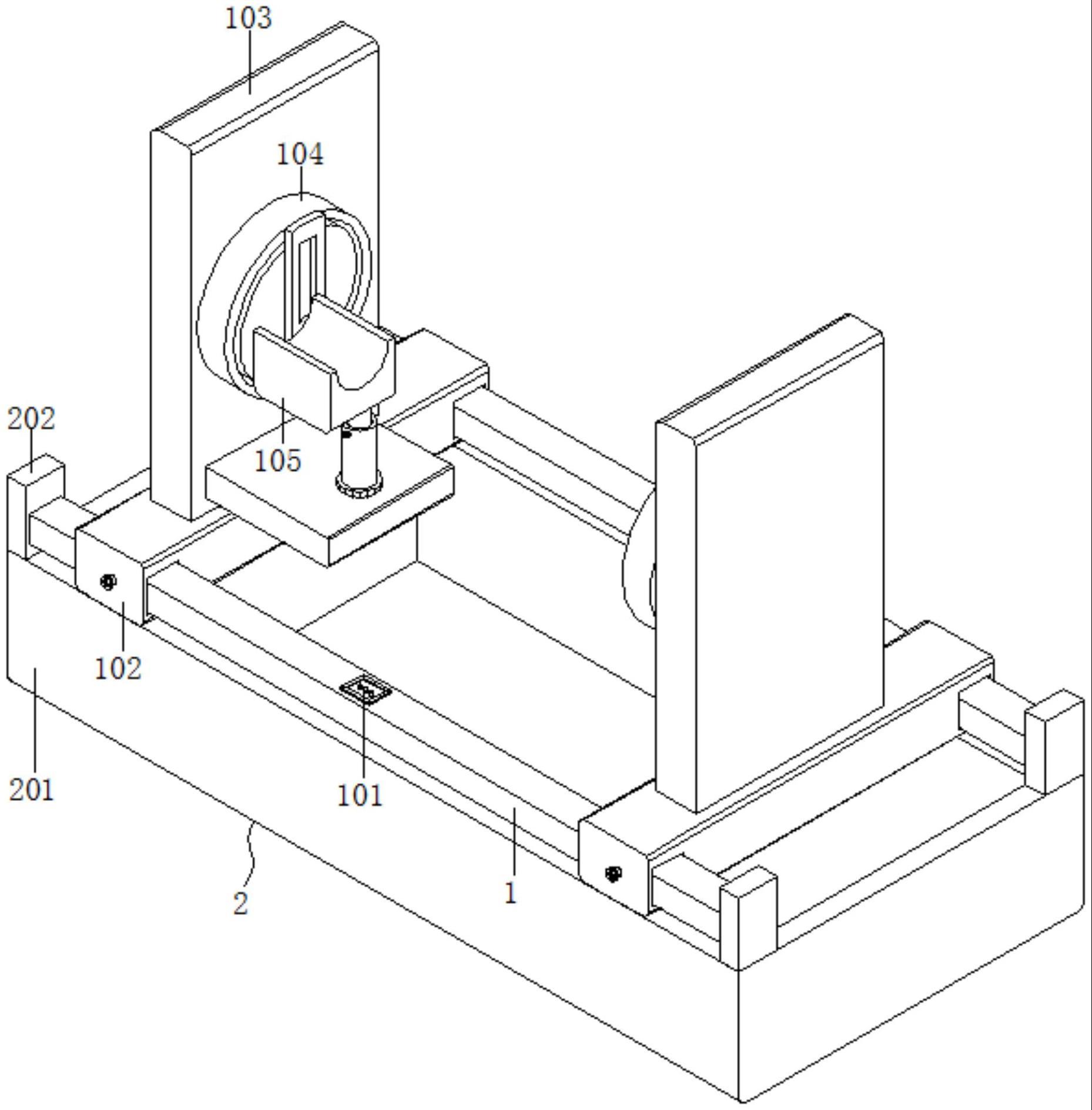
2、为实现上述目的,本实用新型提供如下技术方案:一种油缸焊接定位用工装,包括滑道,所述滑道的表面固定有控制按钮,所述滑道的表面套设有滑板,且滑板与控制按钮相互滑动配合,所述滑板的表面固定有固定板,且固定板的一侧转动连接有夹持盘,所述滑道的下方设置有收集机构,且收集机构的内部包括有收集盒、固定脚和定位组件,所述夹持盘的表面设置有对中夹持机构,且对中夹持机构由转盘和夹持组件组成,所述固定板与夹持盘之间设置有旋转机构,且旋转机构的内部设置有从动齿轮和驱动组件。
3、作为优选,所述固定板的一侧通过支撑板固定有伸缩杆,且伸缩杆的一端固定有支撑座,所述滑板两端的表面螺纹连接有紧固螺柱,且紧固螺柱的一端贯穿滑板并与滑道的表面挤压紧固。
4、作为优选,所述定位组件的内部设置有定位柱和定位孔,所述滑道的上方设置有收集盒,且收集盒表面的拐角位置处皆开设有定位孔,所述滑道表面的两端皆固定有固定脚,且固定脚的底部固定有定位柱,并且定位柱与定位孔相互卡接配合。
5、作为优选,所述夹持组件的内部包括有夹板、紧固螺栓、弧型槽和三角滑框,所述夹持盘的表面固定有三角滑框,所述夹持盘的内部转动连接有转盘,且转盘的一端与三角滑框的中心位置处相互转动配合。
6、作为优选,所述转盘的中轴线与夹持盘和三角滑框的中轴线重合。
7、作为优选,所述转盘的表面沿周向开设有三组弧型槽,且弧型槽的内部设置有夹板,并且夹板的一端延伸至三角滑框的上方,同时,夹板分别与弧型槽和三角滑框相互滑动配合,所述夹板的表面螺纹连接有紧固螺栓,且紧固螺栓的一端贯穿夹板并与三角滑框的表面挤压紧固。
8、作为优选,所述驱动组件的内部包括有驱动电机、主动齿轮和转轴,所述固定板的内部镶嵌有驱动电机,且驱动电机的输入端与控制按钮的输出端电性连接,所述驱动电机的输出端通过联轴器固定有转轴,且转轴的一端固定有主动齿轮,所述夹持盘的中心轴固定有从动齿轮,且从动齿轮与主动齿轮相互啮合。
9、本实用新型的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。
10、下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
技术特征:
1.一种油缸焊接定位用工装,包括滑道(1),其特征在于:所述滑道(1)的表面固定有控制按钮(101),所述滑道(1)的表面套设有滑板(102),且滑板(102)与控制按钮(101)相互滑动配合,所述滑板(102)的表面固定有固定板(103),且固定板(103)的一侧转动连接有夹持盘(104),所述滑道(1)的下方设置有收集机构(2),且收集机构(2)的内部包括有收集盒(201)、固定脚(202)和定位组件(203),所述夹持盘(104)的表面设置有对中夹持机构(3),且对中夹持机构(3)由转盘(301)和夹持组件(302)组成,所述固定板(103)与夹持盘(104)之间设置有旋转机构(4),且旋转机构(4)的内部设置有从动齿轮(401)和驱动组件(402)。
2.根据权利要求1所述的一种油缸焊接定位用工装,其特征在于:所述固定板(103)的一侧通过支撑板固定有伸缩杆(106),且伸缩杆(106)的一端固定有支撑座(105),所述滑板(102)两端的表面螺纹连接有紧固螺柱(107),且紧固螺柱(107)的一端贯穿滑板(102)并与滑道(1)的表面挤压紧固。
3.根据权利要求1所述的一种油缸焊接定位用工装,其特征在于:所述定位组件(203)的内部设置有定位柱(2031)和定位孔(2032),所述滑道(1)的上方设置有收集盒(201),且收集盒(201)表面的拐角位置处皆开设有定位孔(2032),所述滑道(1)表面的两端皆固定有固定脚(202),且固定脚(202)的底部固定有定位柱(2031),并且定位柱(2031)与定位孔(2032)相互卡接配合。
4.根据权利要求1所述的一种油缸焊接定位用工装,其特征在于:所述夹持组件(302)的内部包括有夹板(3021)、紧固螺栓(3022)、弧型槽(3023)和三角滑框(3024),所述夹持盘(104)的表面固定有三角滑框(3024),所述夹持盘(104)的内部转动连接有转盘(301),且转盘(301)的一端与三角滑框(3024)的中心位置处相互转动配合。
5.根据权利要求4所述的一种油缸焊接定位用工装,其特征在于:所述转盘(301)的中轴线与夹持盘(104)和三角滑框(3024)的中轴线重合。
6.根据权利要求5所述的一种油缸焊接定位用工装,其特征在于:所述转盘(301)的表面沿周向开设有三组弧型槽(3023),且弧型槽(3023)的内部设置有夹板(3021),并且夹板(3021)的一端延伸至三角滑框(3024)的上方,同时,夹板(3021)分别与弧型槽(3023)和三角滑框(3024)相互滑动配合,所述夹板(3021)的表面螺纹连接有紧固螺栓(3022),且紧固螺栓(3022)的一端贯穿夹板(3021)并与三角滑框(3024)的表面挤压紧固。
7.根据权利要求1所述的一种油缸焊接定位用工装,其特征在于:所述驱动组件(402)的内部包括有驱动电机(4021)、主动齿轮(4022)和转轴(4023),所述固定板(103)的内部镶嵌有驱动电机(4021),且驱动电机(4021)的输入端与控制按钮(101)的输出端电性连接,所述驱动电机(4021)的输出端通过联轴器固定有转轴(4023),且转轴(4023)的一端固定有主动齿轮(4022),所述夹持盘(104)的中心轴固定有从动齿轮(401),且从动齿轮(401)与主动齿轮(4022)相互啮合。
技术总结
本技术涉及焊接工装技术领域,具体为一种油缸焊接定位用工装,包括滑道,所述滑道的表面固定有控制按钮,所述滑道的表面套设有滑板,且滑板与控制按钮相互滑动配合,所述滑板的表面固定有固定板,且固定板的一侧转动连接有夹持盘,所述滑道的下方设置有收集机构,且收集机构的内部包括有收集盒、固定脚和定位组件,所述夹持盘的表面设置有对中夹持机构,且对中夹持机构由转盘和夹持组件组成,所述固定板与夹持盘之间设置有旋转机构,且旋转机构的内部设置有从动齿轮和驱动组件。本技术不仅节省了工装使用时的定位时间,便于收集法兰与油缸焊接时产生的废屑杂质,而且提高了工装使用时的工作效率。
技术研发人员:童卫民,王仁源,李山
受保护的技术使用者:杭州长行机械制造有限公司
技术研发日:20221230
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!