一种生产锻件的顶出器及其凹模侧模具结构的制作方法
本技术属于高速镦锻生产长筒型锻件,具体涉及一种生产锻件的顶出器及其凹模侧模具结构。
背景技术:
1、在高速镦锻机上生产长筒型锻件,由于长筒型锻件内外径相对小、高度相对长,工艺上采用了双面成形工艺,凹模侧模具结构使用了反冲头结构。冷却水通过反冲头的垂直水孔和侧孔流向顶出器,通过顶出器内孔环形槽和侧向孔流向凹模,由于顶出器结构没有储水结构设计,导致大部分水都流失,导致凹模冷却效果不好。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供一种生产锻件的顶出器及其凹模侧模具结构,以解决现有技术中凹模冷却效果不好的问题。
2、本实用新型其中一个实施例提供了一种生产锻件的顶出器,包括:
3、壳体,所述壳体上开设有若干个横孔和竖孔,所述横孔与竖孔相通,所述壳体上还开设有环形槽,所述环形槽与横孔相通。
4、在其中一个实施例中,
5、所述环形槽宽16mm,深1mm。
6、在其中一个实施例中,
7、所述壳体的截面呈现t型结构。
8、本实用新型其中一个实施例还提供了一种凹模侧模具结构,包括:
9、如以上任意一项实施例所述的一种生产锻件的顶出器;以及
10、导向套;
11、模套,所述导向套与模套之间通过压盖相连。
12、在其中一个实施例中,
13、所述模套内包裹有凹模套、弹簧套和支撑套,所述弹簧套位于支撑套和凹模套之间。
14、在其中一个实施例中,
15、所述支撑套内包裹有反冲头垫块,所述反冲头垫块上固定连接有反冲头,所述反冲头上套接有反冲头固定套。
16、在其中一个实施例中,
17、所述反冲头的一端与壳体活动套接。
18、在其中一个实施例中,
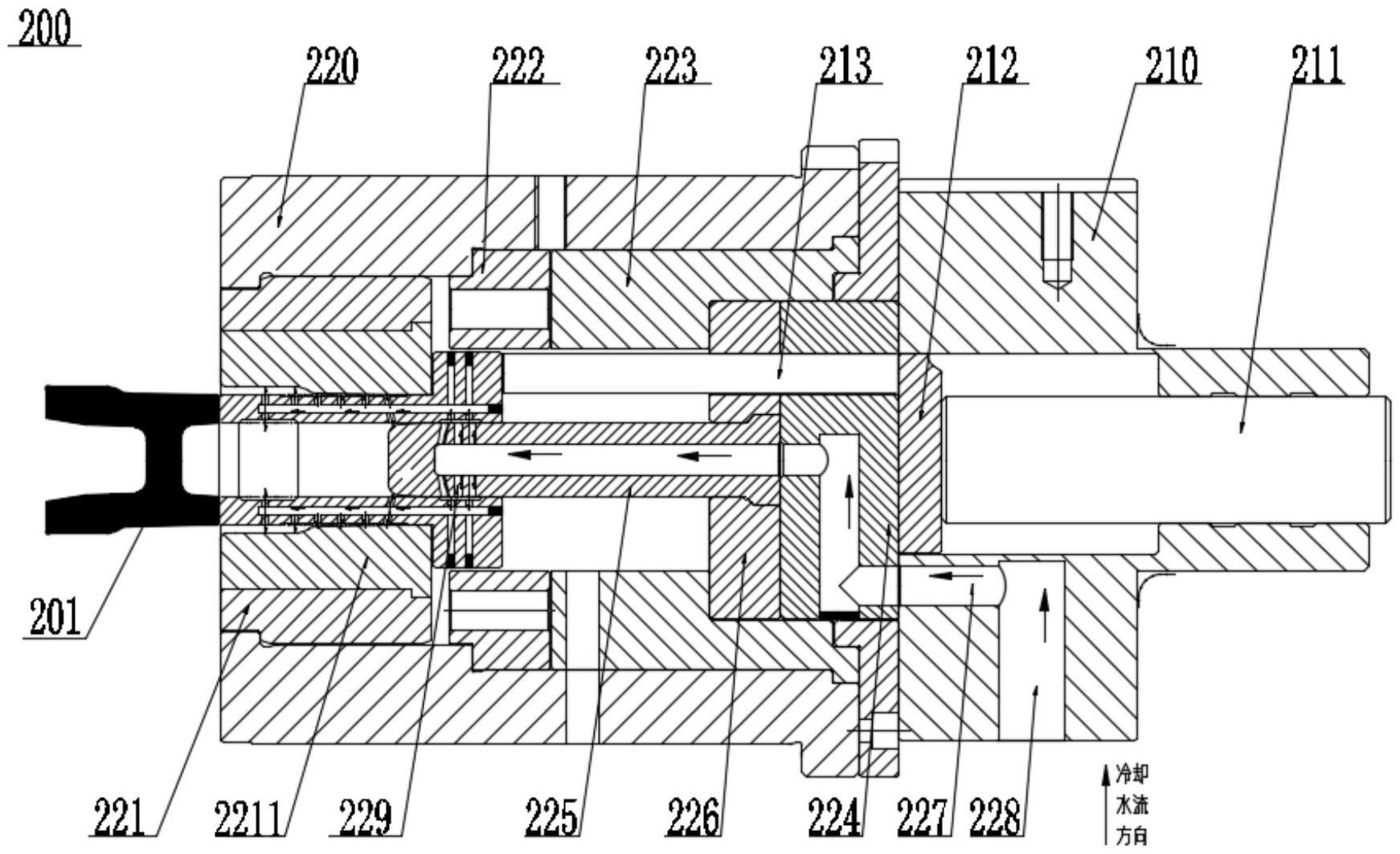
19、所述导向套、反冲头垫块和反冲头内均开设有输水管,且导向套、反冲头垫块和反冲头的输水管相通,所述导向套上开设有进水孔,所述反冲头上开设有垂直冷却水孔,且垂直冷却水孔与环形槽相通。
20、在其中一个实施例中,
21、所述凹模套内包裹有凹模,所述凹模的内部包裹有壳体。
22、在其中一个实施例中,
23、所述导向套内活动设置有顶杆,顶杆的一端连接有顶出块,所述顶出块通过连接杆与壳体相连,所述顶出块在导向套的内部活动,所述连接杆与反冲头固定套以及反冲头垫块活动连接。
24、以上实施例所提供的顶出器或者凹模侧模具结构有以下有益效果:
25、通过在壳体靠近反冲头出水孔的位置,增加一环形槽宽16mm,深1mm,均布横向8*2个横孔(进水孔),和16个均布竖孔,在壳体将锻件顶出时,通过反冲头的垂直冷却水孔,冷却水再通过壳体环形槽部位横孔,流向竖孔,再通过竖孔向前流动,再通过需要的横孔流向凹模内孔型面处进行冷却,通过改变壳体内冷却水的走向,使凹模可以进行快速冷却,提高的使用凹模寿命。
技术特征:
1.一种生产锻件的顶出器,其特征在于,包括:
2.如权利要求1所述的生产锻件的顶出器,其特征在于,
3.如权利要求1所述的生产锻件的顶出器,其特征在于,
4.一种凹模侧模具结构,其特征在于,包括:
5.如权利要求4所述的凹模侧模具结构,其特征在于,
6.如权利要求5所述的凹模侧模具结构,其特征在于,
7.如权利要求6所述的凹模侧模具结构,其特征在于,
8.如权利要求6所述的凹模侧模具结构,其特征在于,
9.如权利要求5所述的凹模侧模具结构,其特征在于,
10.如权利要求6所述的凹模侧模具结构,其特征在于,
技术总结
本技术提供了一种生产锻件的顶出器及其凹模侧模具结构,该顶出器包括:壳体,所述壳体上开设有若干个横孔和竖孔,所述横孔与竖孔相通,所述壳体上还开设有环形槽,所述环形槽与横孔相通。所述环形槽宽16mm,深1mm。所述壳体的截面呈现T型结构。通过在壳体靠近反冲头出水孔的位置,增加一环形槽宽16mm,深1mm,均布横向8*2个横孔(进水孔),和16个均布竖孔,在壳体将锻件顶出时,通过反冲头的垂直冷却水孔,冷却水再通过壳体环形槽部位横孔,流向竖孔,再通过竖孔向前流动,再通过需要的横孔流向凹模内孔型面处进行冷却,通过改变壳体内冷却水的走向,使凹模可以进行快速冷却,提高的使用凹模寿命。
技术研发人员:刘梅华,利义旭,杨耀祥
受保护的技术使用者:广东韶铸精锻有限公司
技术研发日:20221229
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!