一种冲压翻边设备的制作方法
本技术涉及不锈钢管加工,尤其涉及一种冲压翻边设备。
背景技术:
1、翻边指的是在坯料的平面部分或曲面部分上,利用模具的作用,使之沿封闭或不封闭的曲线边缘形成有一定角度的直壁或凸缘的成型方法,翻边是冲压工艺的一种,翻边的种类很多,分类方法也不尽相同。
2、直接冲压时冲压成型部会对不锈钢管管口产生较大的应力,无法保证冲压后管口的翻边质量,导致企业的生产成本增大。
3、因此,需要提供一种冲压翻边设备来解决上述问题。
技术实现思路
1、为克服上述缺点,本实用新型的目的在于提供一种冲压翻边设备,保证不锈钢管管口冲压成型的翻边的质量,提高管口的加工效率,降低企业的生产损耗。
2、为了达到以上目的,本实用新型采用的技术方案是:一种冲压翻边设备,包括机架,所述机架包括相互垂直设置的支撑台以及水平台,还包括下模以及冲压组件;所述支撑台上设置有与所述下模位置相对应的且可移动的上模,所述下模侧边设置有一横向滑块座,所述冲压组件能够驱动所述横向滑块座上的成型模朝向靠近或远离下模的方向移动,所述成型模包括扩口模以及冲压模。
3、进一步的,所述扩口模呈梯形圆台状设置,所述冲压模包括压合壁以及与其同轴设置的导向柱。通过设置成梯形圆台状的扩口模使其能够顺利插入管口中并进行初步扩口,所述梯形圆台的圆台上表面直径略小于管口的管径,保证能够顺利插入管口中;所述导向柱能够对管口进行二次扩口,实现管口递增式扩口,进一步保证压合壁压合翻边时的质量。
4、进一步的,所述成型模通过移动座与横向滑块座滑动连接,所述滑块座侧边设置有驱动移动座沿横向滑块座上的滑槽往返移动的水平驱动件。通过所述水平驱动件能够实现扩口模与冲压模加工的快速更换,提高不锈钢管口冲压翻边的加工效率。
5、进一步的,所述水平驱动件包括与横向滑块座侧边固定连接的气缸座以及位于所述气缸座上的驱动气缸,所述驱动气缸沿所述水平台的宽度方向设置。通过所述驱动气缸活塞杆的伸缩实现成型模的位置调整。
6、进一步的,所述冲压组件包括通过油缸座与水平台上表面固定连接的冲压油缸,所述冲压油缸能够驱动横向滑块座沿导轨二往返移动,所述导轨二沿水平台的长度方向设置。通过所述冲压油缸,实现分别将扩口模以及冲压模压入管口中进行递增式扩口以及压合翻边。
7、进一步的,所述上模上端面通过滑座上的滑块与竖直设置在支撑台上的导轨一滑动连接,所述支撑台顶部竖直设置有一驱动所述滑座上下移动的定位驱动件。通过所述定位驱动块驱动所述上模向下移动下压至下模表面,将待加工的不锈钢管件定位在上模与下模之间,避免在冲压翻边过程中发生位置偏移从而影响冲压效果的现象。
8、进一步的,所述定位驱动件为定位气缸,所述上模与下模上分别对应设置有产品定位槽上以及产品定位槽下,所述水平台表面远离支撑台的一侧设置有一与产品定位槽下位置相对应的抵座。所述产品定位槽下用于放置需要加工的不锈钢管件,其一端管口与抵座相抵接,实现不锈钢管件的初步定位。
9、本实用新型的有益效果:
10、本实用新型通过上模、下模、冲压组件、扩口模以及冲压模的相互配合,通过所述上模与下模的压合对放置在所述下模上待加工不锈钢管件进行定位,避免在冲压翻边过程中发生位置偏移从而影响冲压效果的现象,保证管口的冲压翻边效率;通过扩口模以及冲压模依次对管口进行扩口以及冲压,实现递增扩口,有效的减少了冲压翻边过程中对管口产生的应力,保证了管口翻边的质量,提高管口翻边的加工效率,降低企业的生产损耗。
技术特征:
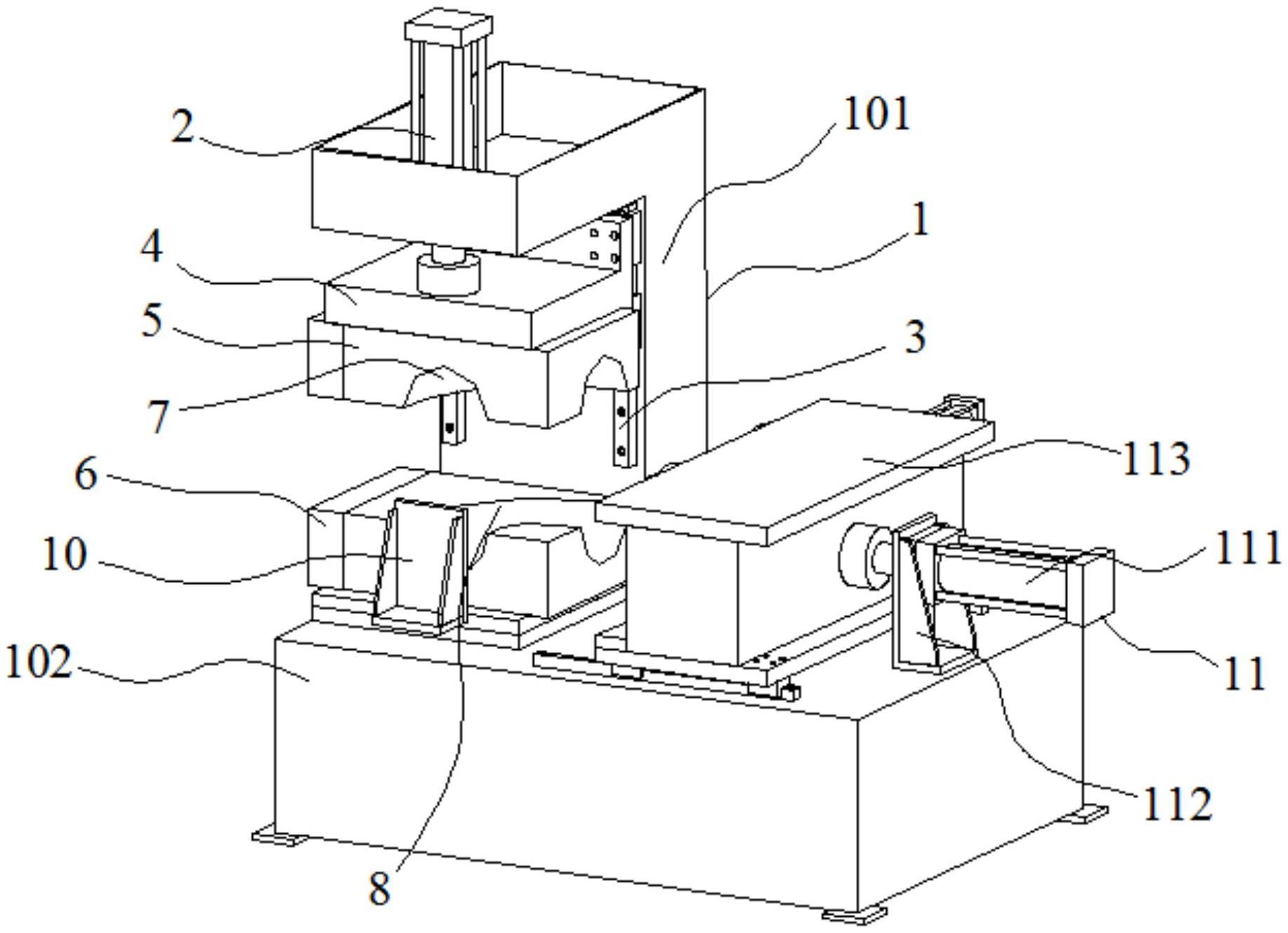
1.一种冲压翻边设备,包括机架(1),所述机架(1)包括相互垂直设置的支撑台(101)以及水平台(102),其特征在于:还包括下模(6)以及冲压组件(11);所述支撑台(101)上设置有与所述下模(6)位置相对应的且可移动的上模(5),所述下模(6)侧边设置有一横向滑块座(113),所述冲压组件(11)能够驱动所述横向滑块座(113)上的成型模(14)朝向靠近或远离下模(6)的方向移动,所述成型模(14)包括扩口模(141)以及冲压模(142)。
2.根据权利要求1所述的一种冲压翻边设备,其特征在于:所述扩口模(141)呈梯形圆台状设置,所述冲压模(142)包括压合壁(1422)以及与其同轴设置的导向柱(1421)。
3.根据权利要求1所述的一种冲压翻边设备,其特征在于:所述成型模(14)通过移动座(15)与横向滑块座(113)滑动连接,所述滑块座侧边设置有驱动移动座(15)沿横向滑块座(113)上的滑槽(13)往返移动的水平驱动件(16)。
4.根据权利要求3所述的一种冲压翻边设备,其特征在于:所述水平驱动件(16)包括与横向滑块座(113)侧边固定连接的气缸座(162)以及位于所述气缸座(162)上的驱动气缸(161),所述驱动气缸(161)沿所述水平台(102)的宽度方向设置。
5.根据权利要求1所述的一种冲压翻边设备,其特征在于:所述冲压组件(11)包括通过油缸座(112)与水平台(102)上表面固定连接的冲压油缸(111),所述冲压油缸(111)能够驱动横向滑块座(113)沿导轨二(12)往返移动,所述导轨二(12)沿水平台(102)的长度方向设置。
6.根据权利要求1所述的一种冲压翻边设备,其特征在于:所述上模(5)上端面通过滑座(4)上的滑块与竖直设置在支撑台(101)上的导轨一(3)滑动连接,所述支撑台(101)顶部竖直设置有一驱动所述滑座(4)上下移动的定位驱动件(2)。
7.根据权利要求6所述的一种冲压翻边设备,其特征在于:所述定位驱动件(2)为定位气缸,所述上模(5)与下模(6)上分别对应设置有产品定位槽上(7)以及产品定位槽下(8),所述水平台(102)表面远离支撑台(101)的一侧设置有一与产品定位槽下(8)位置相对应的抵座(10)。
技术总结
本技术公开了一种冲压翻边设备,包括机架,所述机架包括相互垂直设置的支撑台以及水平台,还包括下模以及冲压组件;所述支撑台上设置有与所述下模位置相对应的且可移动的上模,所述下模侧边设置有一横向滑块座,所述冲压组件能够驱动所述横向滑块座上的成型模朝向靠近或远离下模的方向移动,所述成型模包括扩口模以及冲压模。本技术保证不锈钢管管口冲压成型的翻边的质量,提高管口的加工效率,降低企业的生产损耗。
技术研发人员:郭恒刚,袁海洲,徐达明
受保护的技术使用者:江苏壹创半导体科技有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!